筒状贮箱自动喷涂装置控制系统设计
2015-03-02王春,李争,林盛
王 春,李 争,林 盛
(大连交通大学机械工程学院,辽宁大连116028)
0 引 言
筒状贮箱是石油、化工、航天业中常见的一种储存设备。针对贮箱在不同工作环境中的耐腐蚀、耐高温、耐锈蚀等特殊要求,需要对贮箱进行科学的防腐处理。随着我国经济高速发展,科技不断进步,大型贮箱需求的进一步增加,贮箱防腐新技术也得到了应用和发展,如贮箱底板的阴极保护技术,贮箱外壁的热喷锌、铝技术等[1]。但贮箱的涂料涂装保护仍然是贮箱防护的一种重要手段。
国外喷涂行业常采用柔性仿形自动喷涂机器人进行自动喷涂[2],喷涂机器人是一种灵活性好、喷涂效率高、编程容易、操作灵活方便的智能自动喷涂设备,但成本较高。国内筒形贮箱的喷涂技术相对单一,洞库大型油罐的除锈、喷漆等一直采用传统依靠脚手架的人工作业方式,不仅效率和质量低下,而且工作环境恶劣,严重威胁着施工人员的身心健康[3]。目前表面喷涂设备主要有水平往复自动喷涂机、垂直往复自动喷涂机、旋转喷涂机、多轴顶喷机和喷涂机器人等[4]。各种喷涂机也因工件表面的多样性和复杂性使得喷涂机使用受限。随着离线编程技术的兴起,且当PLC 不断小型化,集成化,以其强大的功能取代了传统的继电器实现逻辑控制,通过在计算机上编辑PLC 并与人机界面相结合来实现喷涂自动化,成为一种适用于我国中小企业发展的新方向。
本研究将采用西门子PLC 与FM357-2 位置控制模块,结合人机界面技术,选型、设计、开发筒状贮箱自动喷涂控制系统,并通过带入实际控制参数,完成对不同型号贮箱的自动喷涂控制的验证,以达到替代原有手工喷涂的目的。
1 喷涂装置组成与喷涂原理
筒状贮箱自动喷涂装置主要由喷涂运动控制机构、贮箱回转机构、机架和地轨支架等部分组成。喷涂装置示意图如图1 所示。喷涂运动控制机构有4 个运动轴,包括沿筒段轴线方向的X 轴,水平径向方向的Y轴,竖直方向的Z 轴以及喷枪摆动运动的C 轴。贮箱经运送车置于回转机构上,由电机驱动贮箱旋转,以便调节贮箱的转动速度。贮箱自身绕A 轴回转,配合X、Y、Z 和C 轴的喷涂运动,实现全方位、无遗漏喷涂。
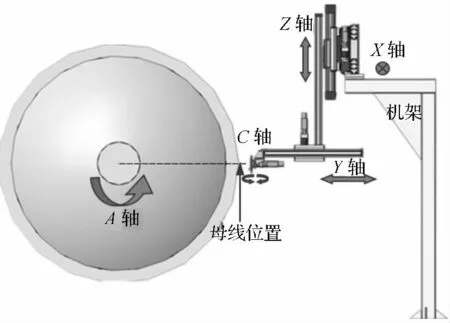
图1 喷涂机构示意图
根据喷涂的工艺要求,筒状贮箱的完整喷涂过程分为筒段和前、后箱底喷涂3 个部分。具体喷涂原理如下:筒段部分采用螺旋线式喷涂工艺。喷枪快速定位到筒段的喷涂起点处,调整喷枪垂直于筒段表面,回转贮箱达到预定速度后,喷枪开始沿箱体母线轴向运动,喷枪、贮箱均连续匀速运动,喷涂路径为螺旋曲线。在筒身螺旋曲线两端头部分通过补喷完成。前、后箱底喷涂部分采用等距线式喷涂工艺。由于前、后箱底为椭球面,喷涂过程如下:喷枪快速定位到箱底的喷涂起点处,调整喷枪绕C 轴摆动,使喷枪出料方向垂直于待喷面,控制箱体保持匀线速度转动,同时保持喷枪在椭球面的等距线上静止,等贮箱回转一圈喷涂完毕后,喷枪移动到下一个等距线上并调整喷头摆角,同时调整贮箱转动速度来保持其线速度不变,再喷一圈,以此类推,直到箱底喷涂完毕。
2 系统控制方案与硬件设计
根据系统控制要求,自动喷涂装置的控制方案采用西门子S7-300 系列CPU315-2DP 型PLC、FM357-2位置控制模块、MP277 触摸屏及伺服系统等部分组成[5]。PLC 负责系统的协调调度工作,控制FM357-2模块,存储传递数据,控制Z 轴伺服,接收启停、限位、报警等输入信号,发送喷枪喷嘴开闭、涂料搅拌等输出信号来完成整个系统的过程控制。触摸屏用于人机交互,设置系统参数,显示系统工作状态信息,并与PLC通信。FM357-2 位置控制模块控制X、Y、A 和C 轴,实现筒段喷涂运动及前后箱底多轴联动喷涂运动控制。伺服驱动器选择三菱公司的MR-J2S 系列。A 轴转速2 r/min~7 r/min,喷涂时贮箱回转速度较低,而且驱动贮箱回转的转矩比较大,因此通过摆线针轮减速器带动一对齿轮传动来实现贮箱喷涂时的低转速大转矩的喷涂要求。摆线针轮减速器的传动比i =1∶43。小齿轮安装在减速器的输出轴上,大齿轮通过螺栓连接固定在贮箱的连接法兰上,齿轮传动的传动比i =1∶8。根据贮箱折算到电机轴上的转动惯量和负载转矩,A 轴驱动电机选择三菱公司的HC-SF353B 伺服电机。X、Y、Z 轴选用HC-RF103 伺服电机,喷涂速度200 mm/min~1 050 mm/min,快速10 000 mm/min,定位精度±0. 2 mm,C 轴选用HC-UFS23 伺服电机加RV25 减速机控制,定位精度±0.1°。控制单元系统框图如图2 所示。
FM357-2 是西门子公司推出的用于S7-300 系列PLC 的多轴位置控制功能模块[6],非常适宜于多达四轴的联动插补控制,可用于控制伺服电机和步进电机。定位模块的一个附加优点是,它们可以不受控制程序的干扰对各轴进行定位控制。FM357-2 模块直接采用标准NC 语言编程,子程序可以采用嵌套,最大调用次数9 999 次。FM357-2 可以使用手动进给、增量进给、回参考点、MDI、自动、单段等操作方式进行定位操作与控制[7]。FM357-2 前面板图如图3 所示,FM357-2模块有X1 到X8 共8 个接口。其中X1 为I/O 接口,包括:8 路数字量输出;18 路数字量输入,其中4 路接近开关输入,2 路测量脉冲输入,12 路一般数字量输入。X2 为连接器端口,最多可连接4 个步进驱动器或4 个伺服驱动器。X3、X4、X5、X6 分别为4 根轴的编码器输入端口,可连接增量型或是绝对型编码器。X8为Profibus-DP 驱动接口,可以通过接口连接到数字伺服驱动器。FM357-2 通过位置指令脉冲的输出形式经由数字伺服驱动传送位置反馈信号,实现位置控制,它的最高位置脉冲输出频率为250 kHz[8]。根据系统要求,本研究在离线状态下于机器数据MD block 中对X、Y、A、C 四轴分别进行如下设置:在通道配置中将X、Y 轴设为几何轴,A、C 轴设为同步轴。在轴配置中激活1,2,3,4 轴分别对应X、Y、A、C 轴,将X、Y 轴设置为直线轴伺服驱动,A、C 轴设为旋转轴伺服驱动,将X3、X4、X5、X6 分别设为对应四轴的编码器输入端口,设置好电机参数并打开轴仿真输出。
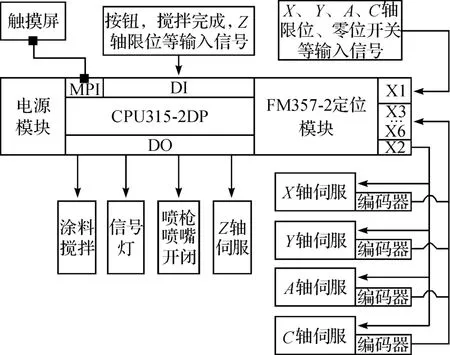
图2 控制单元系统框图
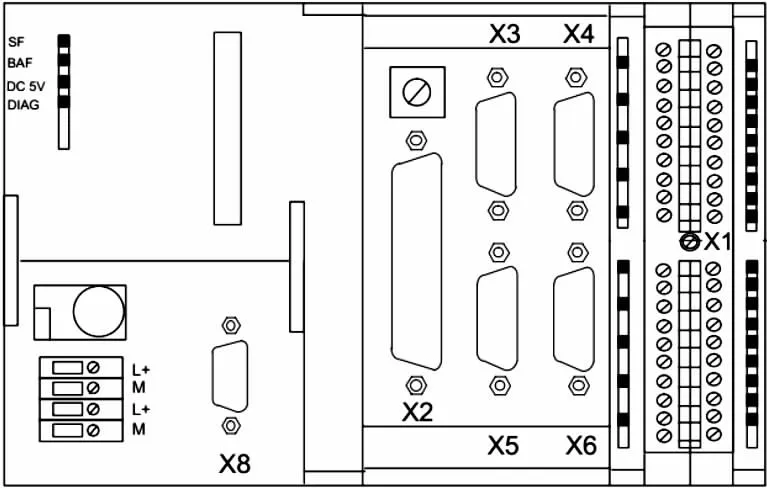
图3 FM357-2 前面板图
3 系统软件设计与参数验证
系统软件由参数设置模块、回零模块、手动运行模块和自动运行模块组成,系统控制流程图如图4 所示。系统启动初始化,清空运行数据并设置参数,完成准备工作。设备进入正常工作状态后,PLC 按选择的工作模式运行。参数设置模块实现用户参数和系统参数的设置,根据贮箱型号及喷涂工艺要求输入箱底椭球冠长半轴长a、短半轴长b、喷枪到被喷面的距离m、等距喷涂运行步长l、贮箱回转速度n 及喷涂进给速度v 等参数数据,计算出运行控制点。回零模块实现喷涂机构快速回到零位。
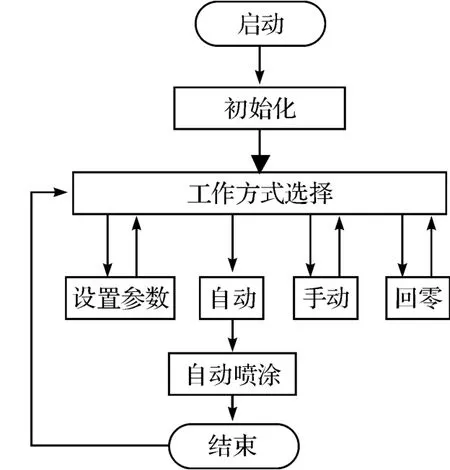
图4 系统控制流程图
手动运行模式时,系统控制喷枪开闭,连续或增量点动控制X、Y、Z 轴直线往复运动、A 轴旋转运动及C轴摆动。喷涂作业前,操作者可在手动模式下调整喷枪的位置及方向。贮箱安装在支撑机构上后,根据支撑机构与贮箱几何尺寸可以确定贮箱中心位置及喷涂母线路径,根据机床零点位置与机床坐标系下贮箱的中心位置坐标来控制Z 轴移动从而确定喷涂起喷位置。Z 轴由PLC 直接控制,由于涂料在喷涂过程中会因自重下坠并且喷涂的过程为回转喷涂,对Z 轴的控制精度要求并不高,系统对Z 轴采用开环控制方式,利用PLC 输出脉冲控制移动,在监控界面中确定Z 轴坐标运动至贮箱中心位置坐标,即完成Z 轴方向的定位。
自动运行模式时,系统首先按设定的参数计算好控制点并存储到FM357-2 对应的参数读取数据块中,然后快速定位喷枪到喷涂起始位置,喷枪垂直于待喷面,涂料开始搅拌,控制A 轴旋转使贮箱转动至设定转速值,开启喷枪,通过FM357-2 位置控制模块内编制好的程序控制喷涂运动机构的协调运动,根据设置好的参数进行自动喷涂。
由于前、后箱底为椭球冠,喷枪必须在球冠的每个等距线处均垂直于球冠表面,其需要X、Y、C 轴动作使之始终位于球冠法线方向,通过FM357-2 模块控制喷涂机构的X、Y、C 轴联动,实现对贮箱箱底曲面的等距喷涂运动。贮箱箱底喷涂路径如图5 所示。
按照系统设计要求,本研究设箱底表面喷涂路径的当前点为(X0,Y0),针对大型筒状贮箱中,小段弧长可等效为弦长并将其作为喷涂步长,根据贮箱表面曲线方程及喷涂步长l 可计算出喷涂路径的下一点(X1,Y1)。由于喷枪实际运行轨迹为箱底表面曲线的等距线,根据(X1,Y1)点、贮箱表面垂线方程及喷枪距贮箱距离m 可求出喷枪编程控制点(XT,YT),列出如下方程:
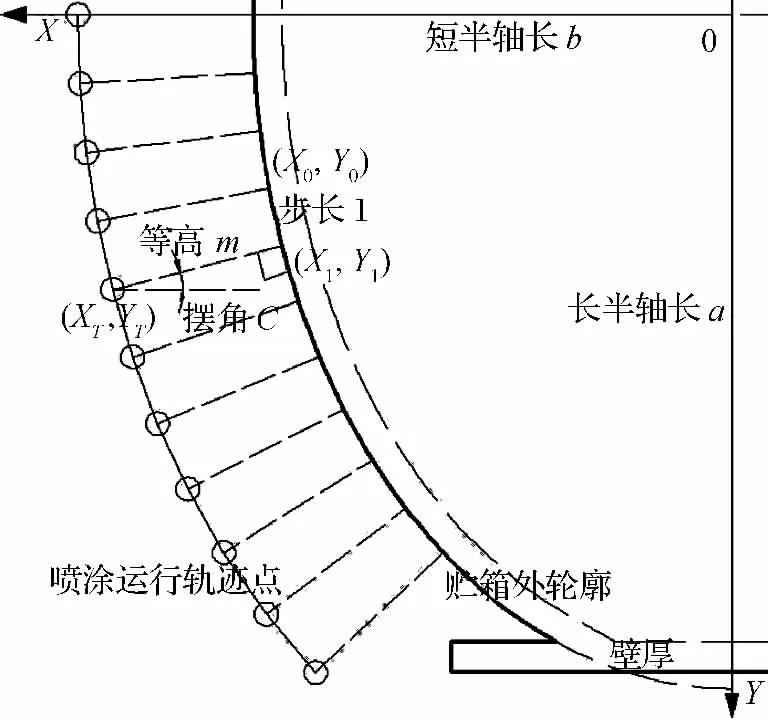
图5 贮箱箱底喷涂路径
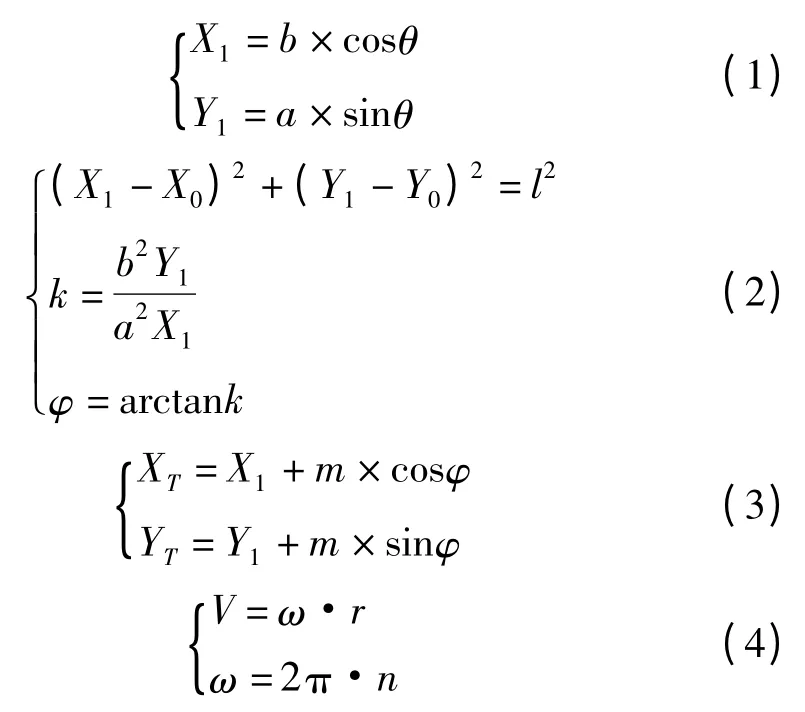
将椭圆参数方程(1)代入式(2)的步长距离方程中,可得到关于a、b、l 和θ 的方程如下:

这样可以通过设定的参数:长半轴长a、短半轴长b、喷涂运行步长l 等进行编程,输入点(X0,Y0)利用公式来求得(X1,Y1)的坐标,联合式(2,3)求得编程控制点(XT,YT)的坐标。计算程序如下:
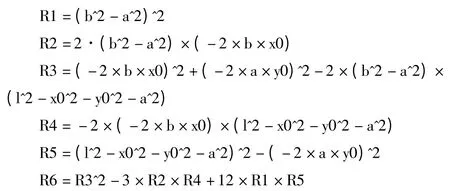
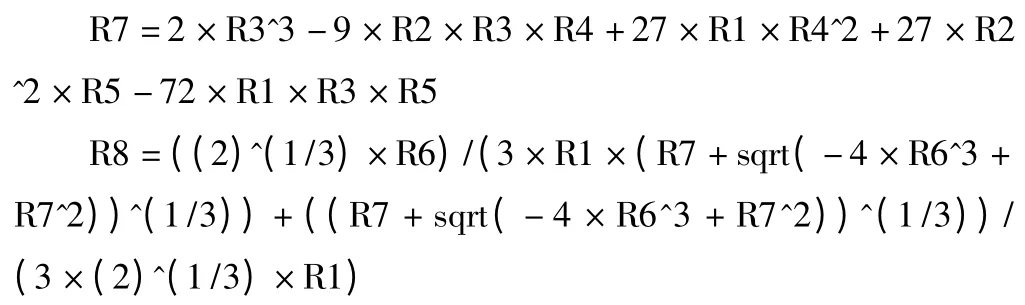
求出(X1,Y1):
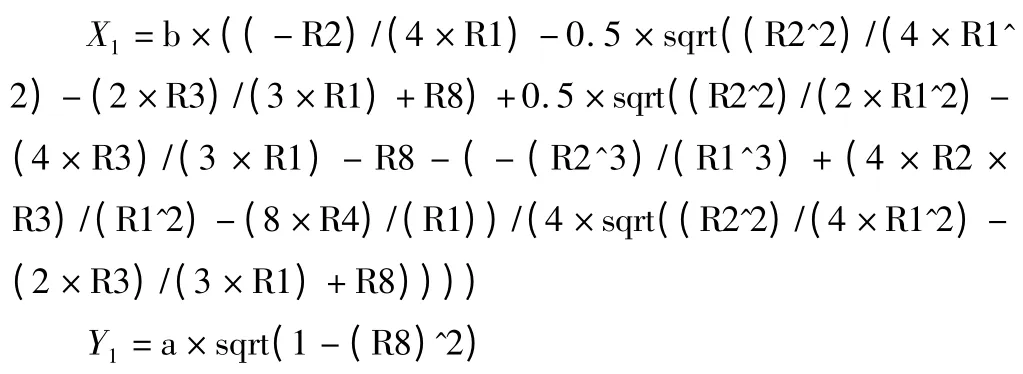
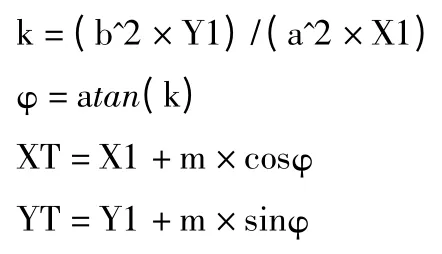
求出C 轴摆角φ 和控制点(XT,YT):
本研究在WinCC flexible 中将上述计算程序编写成脚本程序,脚本可以通过用户输入的数据将控制点依次迭代计算出来,并将控制点位置坐标存储在PLC的数据块中,供FM357-2 模块调用。将一组实例参数代入,a =1 155 mm,b =820 mm,喷枪至待喷面距离m=300 mm,步长l =100 mm,贮箱回转A 轴转速n =2 r/min~7 r/min,编程计算得到实际喷涂运行控制参数如表1 所示。
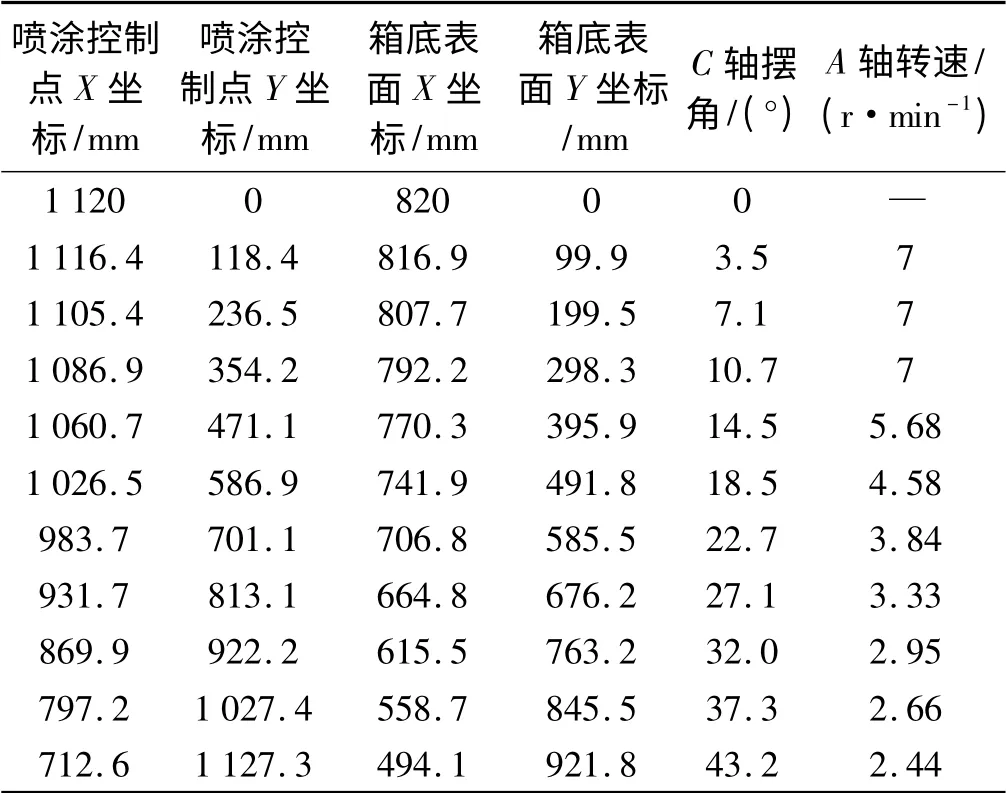
表1 喷涂运行控制参数
由于实际喷枪喷嘴出料点并不是编程控制点(XT,YT),而是取决于所夹持的喷枪及其夹持部件结构。喷枪夹持部件要求能够适用聚脲喷枪,聚氨酯泡沫塑料喷枪和普通喷枪,根据喷枪型号尺寸不同,系统应进行不同的刀具补偿。FM357-2 模块在MD 数据中可以保存29 套刀具数据,并在程序中调用。由于实际喷涂控制点是根据不同的设定参数变化的,需要对FM357-2 中进行变量的写入与阅读操作。本研究在OB1 中通过调用数据写入模块FB3(FM_PUT)将在WinCC flexible 中计算并存储在PLC 数据块DB121 中的控制点位置坐标写入FM357-2 机器数据的R 参数中,其中X 点坐标存入R1x,Y 点坐标存入R3x,C 轴摆角存入R5x,A 轴转速存入R7x,通过在FM357-2 的用户程序中使用R 参数作为变量进行控制来适应不同型号贮箱的喷涂运动。FM357-2 模块的NC 程序格式与功能和SIEMENS 公司的SINUMERIK 810D/840D十分相似,可采用标准NC 语言进行编程,程序的格式、组成、程序段要求均与CNC 基本相同。端面喷涂控制程序如下[9-11]:
;prog1.MPF
N10 DEF REAL START_A=0 ;定义用户变量
N20 G53 G0 X1400 Y0 G17 ;喷枪快动至准备位置
N30 G54 G0 X1400 Y0 ;工件坐标系选择
N40 T1 ;喷枪刀具补偿
N50 FGROUP(X,Y,C);插补轴组设定X,Y 为路径轴,C为同步轴
N60 X=R11 Y =R31 C =R51 F100 ;X,Y 以100 mm/min的速度移动至第一喷涂点,C 轴摆动至指定角度,准备喷涂。
N70 FA[A]=R71 ;指定A 轴转速为计算值
N80 WHEN MYMVA_IM[A]=R71 DO MYMA_OUT[1]=TURE START_A= =MYMVA_IM[A];当编码器采集的速度值达到要求时,执行开启喷枪动作开始喷涂,并将A 轴的编码器反馈值记录在变量START_A 中
N90 WHEN MYMVA_IM[A]-START_A=R90 DO MYMA_OUT[1]=FALSE X=R12 Y=R22 C =R32 ;A 轴旋转角度增量达到编码器计算值R90 时,贮箱回转一周喷涂完毕,关闭喷枪,移动至下一喷涂点
N100 FA[A]=R72 ;继续下面的喷涂运动动作
N110 WHEN MYMVA_IM[A]=R72 DO MYMA_OUT[1]=TURE START_A= =MYMVA_IM[A]
N120 WHEN MYMVA_IM[A]- START_A = R90 DO MYMA_OUT[1]=FALSE X=R13 Y=R23 C=R33
…
N550 WHEN POS[X]= 12000 DO MYMA_OUT[1]=FALSE;当桶身喷涂完毕后关闭喷枪
…
N960 T0 取消喷枪刀具补偿
N970 G0 Y=R20 Y 轴回零位
N980 G0 X=R10 C=R30 X 轴回零位,喷枪复位
N990 M30 ;程序结束
4 结束语
本研究设计开发的自动喷涂装置控制系统基于CPU315-2DP 型西门子S7-300 系列PLC、FM357-2 位置控制模块、触摸屏及伺服系统,实现了对X、Y、Z、A、C 轴的精确运动控制,能够满足设计要求的各项功能指标及对贮箱筒段及前后箱底的喷涂工艺要求,且能够喷涂不同尺寸型号的筒状贮箱,做到了一机多用,是中小型企业替代同类进口装置的理想设备。
系统可控制参数多、人机交互友好、自动化程度高,解决了传统手工喷涂方式的涂层涂量不均、喷涂质量不高的问题。此外,系统降低了工人的劳动强度,避免了采用手动人工喷涂的大量熟练工人的投入,降低了技能门槛,有利于全面提高生产效率,因此具有良好的应用前景和实用价值。
[1]刘 新,时 虎.钢结构防腐蚀和防火涂装[M].北京:化学工业出版社,2005.
[2]刘 新,聂尔来,王长民.柔性仿形自动喷涂系统的轨迹规划[J].机械制造自动化,2003,25(11):62-64.
[3]张志献,刘 明,杨俊卿,等.洞库油罐除锈、喷漆机器人的研制[J].机械设计与研究,2006,22(3):97-100.
[4]梁治齐,熊楚才.涂料喷涂工艺与技术[M].北京:化学工业出版社,2006.
[5]西门子(中国)有限公司.西门子PLCS7-300 模块中文选型手册[Z].Siemens ST 70.2C,2003.
[6]西门子(中国)有限公司.多轴定位模板FM357-2 使用入门[Z].西门子(中国)有限公司,2009.
[7]龚仲华.S7-200/300/400 PLC 应用技术.提高篇[M]. 北京:人民邮电出版社,2008.
[8]彭铁军.FM357-2 模块在电弧喷涂设备上的应用[J]. 机电信息,2012(24):152-153.
[9]西门子股份有限公司. S7-300 和S7-400 逻辑编程手册[Z].西门子股份有限公司,2004.
[10]孔德彭,赖柏乐,沈嘉棋. 基于PLC 的金属编织软管自动切割机[J]轻工机械,2013,31(1):44-47.
[11]SIEMENS AG. SIMATIC FM357-2 Multi-Axis Module for Servo and Stepper Drives Manual[Z]. SIEMENS AG,2002.