家电产品“U形件”弯曲回弹有限元分析
2015-02-24冯安平原红玲
冯安平,原红玲
(佛山职业技术学院机电工程系,广东佛山 528137)
家电产品在整个制造业领域占有举足轻重的地位。在家电产品的设计、制造上,除了制冷、电器控制系统上的难点之外,复杂冲压件的成形也是家电产品制造中的难点之一。冰箱竖梁等零件都是“U形件”结构件,其弯曲成形过程中的回弹量控制,将直接影响到家电产品开发的成败。
1 家电产品“U形件”弯曲回弹分析
对于“U形件”来说,回弹包含两方面的容:角部角度的回弹和侧壁卷曲。角度回弹是指板料经过弯曲,零件中的弹性变形释放导致的最终弯曲角度的变化。而侧壁卷曲则是毛坯料在拉力的作用下,经过凹模圆角,弯曲、展开变形的结果。由于残余应力的释放,导致相应区域的卷曲[1]。回弹效果如图1所示。
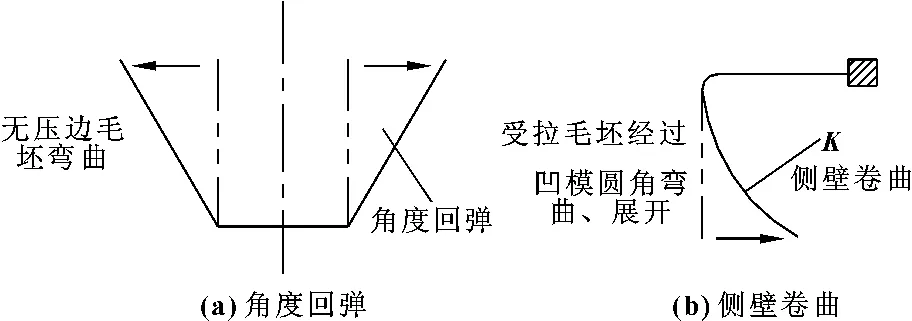
图1 “U形件”角度回弹与侧壁卷曲示意图
2 家电产品“U形件”弯曲回弹模拟过程
形状复杂的冲压零件,由于冲压时材料流动极其复杂,利用板料冲压的有限元数值模拟技术,确定合理的毛坯外形尺寸和优化各种模具结构参数,对提高产品质量、降低制造成本和缩短开发周期有着重要的作用。
DYNAFORM-PC软件是美国ETA公司与LSTC公司合作推出针对板料成形数值模拟的专业化软件,能提供丰富高效的单元类型,能模拟弯曲、翻边、拉伸、成形、压筋和扩 (缩)口等绝大部分成形工艺以及多工序冲压成形,能确定冲压件的最大应力(变)部位、输出厚向应变图、Von Mises等效应力分布图和具有真实感的成形过程动画[2]。目前 DYNAFORM己在世界各大汽车、航空、钢铁公司以及众多的大学和科研单位得到了广泛的应用[3]。
下面以家电产品上常用的碳素结构钢Q215A为例,试样尺寸为100 mm×30 mm×0.2 mm,采用DYNAFORM-PC软件对“U形件”弯曲回弹进行模拟。
试样“U形件”弯曲工艺如图2所示。

图2 “U形件”弯曲简图
该试样“U形件”弯曲模拟过程及分析如下:
(1)有限元数值模型
图3为二维对称有限元数值模型,图3(a)给出了零件的主要几何参数。零件处于平面应变状态。有限元网格如图3(b)所示,采用双线性四边形单元[4]。

图3 分析模型
(2)凸模运动速度曲线和压边力曲线
经过网格划分,坯料展开,毛坯网格设定,模型检查,确定凸模、毛坯、凹模、压料板的相对位置等步骤,得到凸模位移曲线 (图4)和压边力曲线 (图5)。

图4 凸模位移曲线

图5 压边力曲线
(3)后处理
后处理结果中提供了零件的成形信息,如零件的变形情况、主应力分布、副应力分布、平面应变向量等,如图6(a)— (d)所示。

图6 后处理结果
(4)加载过程中凸模载荷、材料温度与加载历史的关系
图7显示,加载过程分为3个阶段:弹塑性变形阶段、塑性变形阶段和零件被压紧阶段。图8为零件温度分布情况。

图7 凸模载荷随时间变化

图8 零件温度分布
(5)加载过程中零件温度分布
图9表示了中间过程和加载终了时零件的温度分布情况。高温区表明零件经历了大的塑性变形。尽管模具与零件相互接触,但由于板料厚度较小,故温度在零件厚度方向上的变化可以忽略不计[5]。

图9 零件温度分布
(6)加载过程中有效应变、应力分布
图10表示加载过程中零件的有效应变分布情况。与温度分布情况不同的是,可以看到:在板料厚度方向上,有效应变有较大的变化[6]。不论板料厚度大小,这是弯曲零件应变分布的主要特征。在凸模圆角附近,零件内部有相对较大的应变值,相应的应力分布如图11所示。

图10 零件的有效应变分布

图11 零件的有效应力分布
3 家电产品“U形件”弯曲回弹模拟结果分析
根据凹模圆角半径Rd与回弹的关系 (图12),凸、凹模间隙与回弹的关系 (图13),摩擦系数与回弹的关系 (图14),凸模速度vp与回弹的关系 (图15)得到以下模拟结果:

图12 凹模圆角半径Rd与回弹的关系
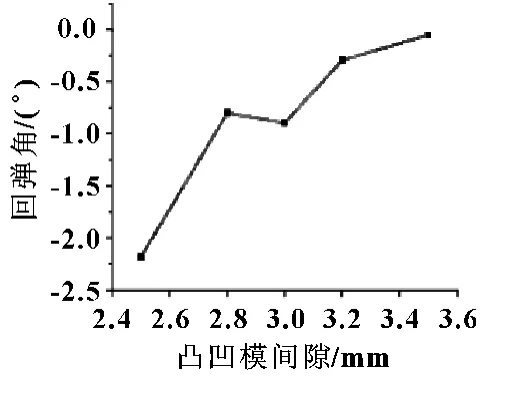
图13 凸凹模间隙C与回弹的关系

图14 摩擦因数μ与回弹的关系

图15 凸模速度vp与回弹的关系
(1)凹模圆角半径。凹模圆角半径对回弹的影响程度较小[7];
(2)凸、凹模间隙与“U形”零件的负回弹几乎呈线性关系,间隙值越大,回弹值越大;
(3)压边力对“U形件”弯曲回弹的影响。压边力较小时,回弹随着压边力的增大而增加;相反,压边力较大时,回弹随着压边力的增大而减小。对应于回弹的最大值,存在某一压边力值。同时,还可以找到一压边力数值,使得回弹基本消失。
(4)摩擦因数对“U形件”弯曲回弹的影响。随着摩擦因数的增加,零件的负回弹有一定程度的减小。但当μ大于某一数值时,回弹均为正值。这种趋势说明,采用合适的润滑剂,可以减小回弹值[8]。
4 结束语
文中的研究确定影响“U形件”回弹的诸多因素,提出了一些减小回弹的方法。将研究结果用于冲压生产的工程实践,进行生产的过程控制和零件质量控制,为模具制造和冲压生产从业人员提供有益的参考。
[1]原红玲,王可胜,杨安民.冰箱竖梁“П”形件弯曲回弹规律研究[J].机械设计与制造,2013(10):252-254.
[2]岳陆游,姜银方,陈炜,等.DYNAFORM-PC软件及其在钣金冲压中的应用[J].江苏大学学报:自然科学版,2002,23(6):51 -52.
[3]CHO J R,MOON S J,MOON Y H,et al.Finite Element Investigation on Spring-back Characteristics in Sheet Metal U-bending Process[J].Journal of Materials Processing Technology,2003,141(1):109 -116.
[4]赵侠,傅建,余玲,等.有限元模拟技术在板料冲压成形中的应用[J].四川工业学院学报,2004,23(S1):241-249.
[5]谢起斌.橢球形件复合成形规律的研究[D].西安:西安交通大学图书馆,2005:183-186.
[6]刘联群,马广慧.板料弯曲的弹复现象[J].电子工艺技术,2004,25(4):174 -175.
[7]岳陆游,许丽平.数值模拟在板料冲压加工中的应用[J].模具工业,2004(11):34 -37.
[8]衡猛,周建中.有限元数值模拟在汽车覆盖及其模具中的应用[J].机床与液压,2004(11):140-141.
