废塑料油加氢精制的研究
2015-02-16徐玉林于廷云陈仲夏
尹 航,徐玉林,于廷云,陈仲夏
(1. 中油辽河油田公司高升采油厂,辽宁 盘锦 124125; 2. 抚顺石化公司热电厂,辽宁 抚顺 113001;3. 辽宁石油化工大学, 辽宁 抚顺 113001)
废塑料油加氢精制的研究
尹 航1,徐玉林2,于廷云3,陈仲夏3
(1. 中油辽河油田公司高升采油厂,辽宁 盘锦 124125; 2. 抚顺石化公司热电厂,辽宁 抚顺 113001;3. 辽宁石油化工大学, 辽宁 抚顺 113001)
实验以废塑料油为原料,在Zr/γ-Al2O3-HY催化剂的作用下进行加氢精制反应,探究了反应温度、压力、空速以及氢油比等因素对加氢精制效果的影响。实验表明,加氢精制效果最佳条件为:反应温度为210 ℃、反应压力为6.0 MPa、空速0.5 h-1以及氢油比为800:1。柴油收率为83.0%。加氢后得到的柴油凝点为-12℃,色度为1.0,闪点为 54.2,十六烷值为53.7。
废塑料油;加氢精制;柴油;收率
目前,塑料制品深入到人们生活的各个方面,在方便人们生活的同时也给环境造成了巨大的压力。据统计,至2009年以来,我国每年塑料实际消费量超过4 000万t,而回收率仅有26%左右[1-3]。对于这些“白色污染”的处理方式主要有三种:一是掩埋处理,会占用大量土地、造成土地板结;二是焚烧处理,会产生大量有害气体污染环境;三是回收利用[4-8]。回收利用是促进废塑料再资源化的有效方式,尤其是将其油化处理。在当前能源紧张的情况下,废塑料油化利用具有广泛的应用前景。但是在实际应用中,废塑料油颜色深碳链长气味难闻无法直接利用,因此对废塑料油进行加氢精制成为其实际利用的重要工艺环节[9-11]。
1 实验部分
1.1 实验仪器与试剂
仪器:(1)加氢装置,自制;(2)实沸点蒸馏仪,沈阳施博达仪器仪表有限公司;(3)十六烷值机,北京兰铂。
试剂:(1)原料:废塑料油(某炼油厂);(2)催化剂:Zr/γ-Al2O3-HY;(3)硫化剂:5%的硫化剂、航空煤油。
1.2 实验过程
1.2.1 预硫化过程
把催化剂填装在固定床反应器,硫化剂经换热器和加热炉加热,然后氢气混合进入固定床反应器,在氢压下发生预硫化反应。
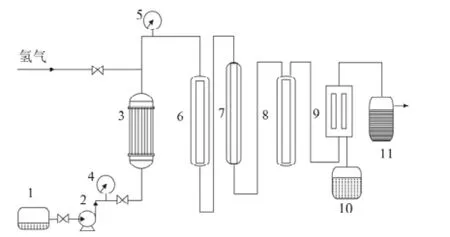
图1 加氢精制装置图Fig.1 The device for hydrogenation refining
1.2.2 加氢精制过程
经碱洗酸洗之后的废塑料油经换热器和加热炉加热至220 ℃与氢气混合进入固定床反应器,在Zr/γ-Al2O3-HY催化剂作用下进行加氢精制反应,使烯烃、芳烃选择加氢饱和并脱除硫和氮等杂质。反应温度为210 ℃,反应压力为6.0 MPa。反应得到加氢柴油。依次改变反应条件,进行不同条件下的加氢精制。
2 结果与讨论
2.1 温度对加氢精制效果的影响
温度是加氢精制反应的主要影响因素,在通常情况下,随着反应温度的升高,不饱和键加氢还原速度加快,柴油的产率随着温度的升高而提高。当温度升高到一定范围之后,不饱和键加氢速度变化已不大,温度进一步升高柴油的产率降低,见图2,可能是因为C-C键断裂严重,产生了过多的小分子物质。因此,当温度为210 ℃时较为适宜。
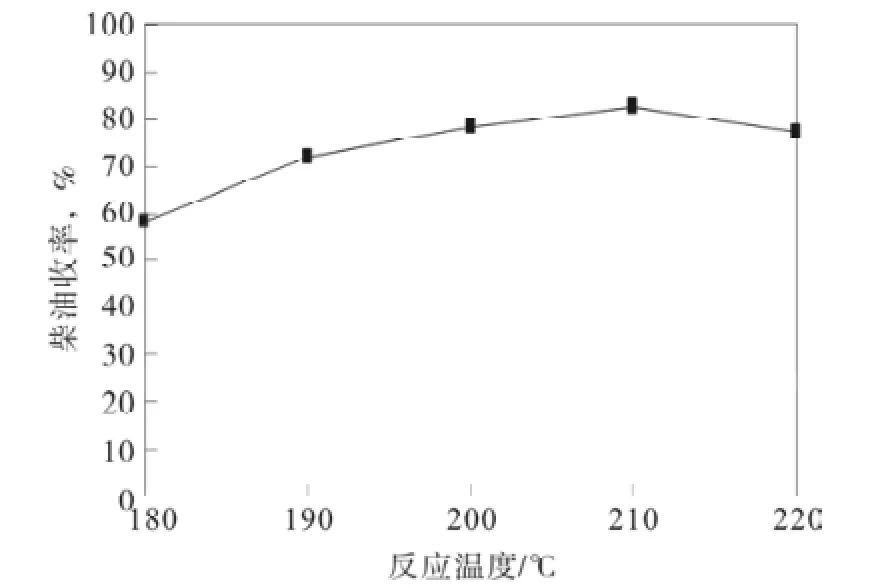
图2 温度对加氢精制效果的影响Fig.2 Effect of temperature on hydrogenation refining
2.2 压力对加氢精制效果的影响
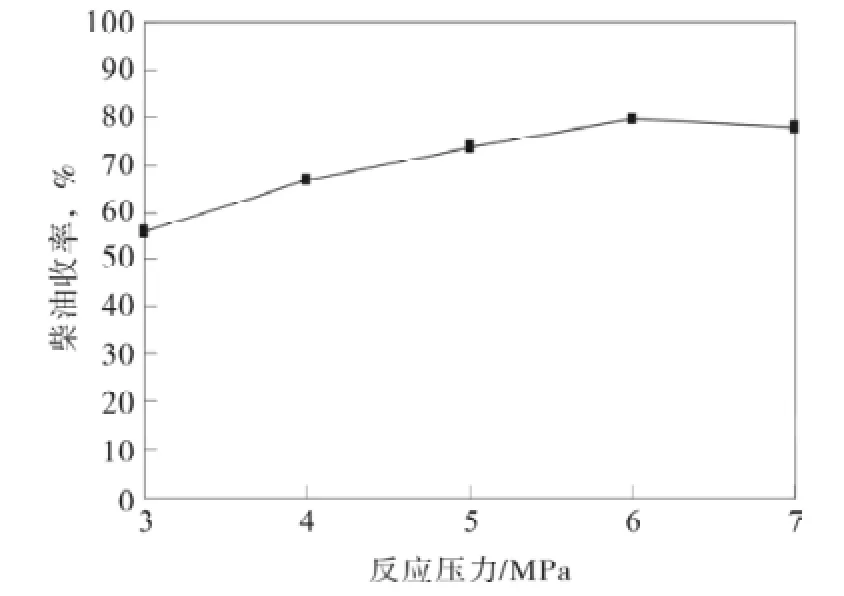
图3 压力对加氢精制效果的影响Fig.3 Effect of pressure on the hydrogenation refining
随着反应压力的增大,柴油产率也不断增大,但是当压力增大到6.0 MPa以后,柴油产率开始降低,见图3。这是因为加氢反应是体积缩小的反应,增大压力有利于向着加氢反应方向进行。但是当压力过大时,烯烃会发生迭合反应,小分子的烯烃会迭合成大分子物质,所以在高压下会有大量焦油状物质生成,影响柴油的产率。同时考虑到装置操作成本,当压力在6.0 MPa时较为适宜。
2.3 空速对加氢精制效果的影响
当空速大于0.5 h-1以后收率变化显著下降,对此时对所得油品进行检测,加氢柴油油质开始下降,见图 4。这是因为空速过大,使得反应物停留时间过少,降低了催化剂表面利用率,反应进行不完全,影响了效果。考虑到生产能力的要求,最好选用的空速为0.5 h-1。
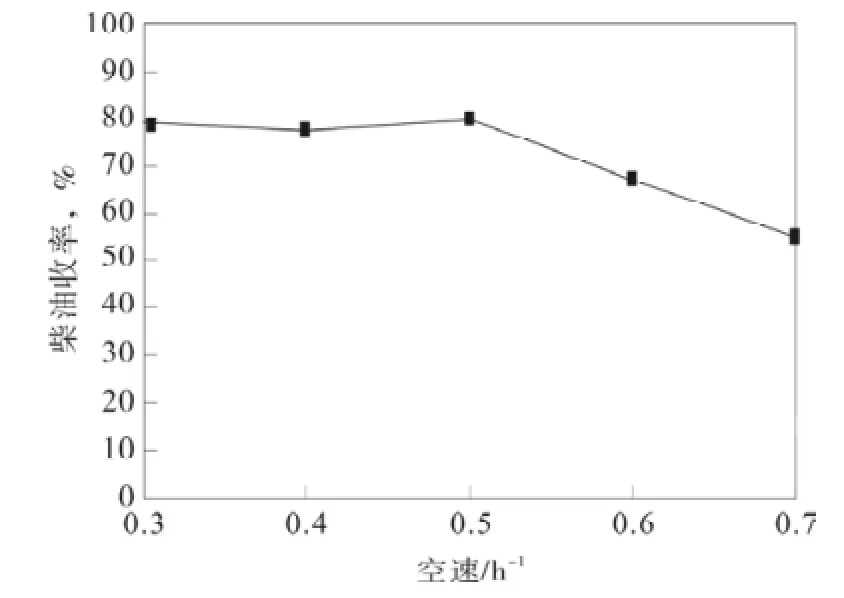
图4 空速对加氢精制效果的影响Fig.4 Effect of space velocity on hydrogenation refining
2.4 氢油比对加氢精制效果的影响
氢油比作为加氢工艺的主要参数之一,对废塑料油加氢精制有着重要的影响。加氢反应属于强放热反应,在反应过程中会放出大量热量,有足够量的氢气流经反应器可以带走大部分多余热量。同时,氢油比增大,可以维持反应器内较大的氢分压,抑制结焦前驱物发生缩合反应造成催化剂表面积炭,有利于反应的进行。但是,氢油比提高会增大加氢装置的操作成本。增大氢油比柴油的收率也会随之增大,当氢油比大于800∶1时,柴油收率变化已不大,甚至开始下降,见图 5。因此,选择氢油比为800∶1最为适宜。
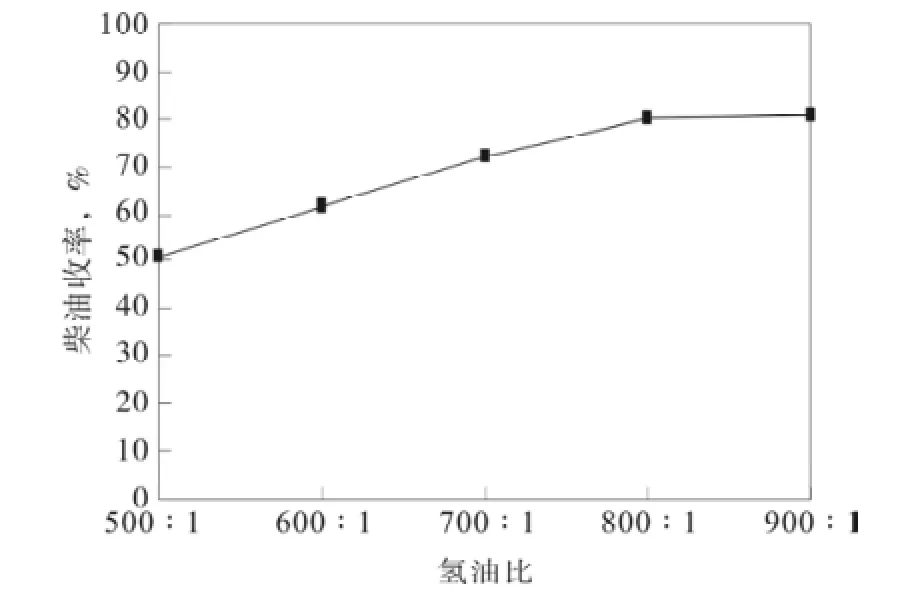
图 5 氢油比对加氢精制效果的影响Fig.5 Effect of hydrogen to oil ratio on hydrogenation Refining
2.5 产品分析
以Zr/γ-Al2O3为催化剂,反应温度为210 ℃、反应压力为6.0 MPa、空速0.5 h-1和氢油比为800∶1的条件下进行加氢精制,对得到的柴油进行性能测定,得到的结果见表1。
Research on Hydrogenation Refining of Waste Plastic Oil
YIN Hang1, XV Yu-lin2, YU Ting-yun3, CHEN Zhong-xia3
(1. PetroChina Liaohe Oil Field Company Gaosheng Oil Production Plant, Liaoning Panjin 124125,China; 2. Thermal Power Plant of Fushun Petrochemical Company, Liaoning Fushun 113001,China; 3. Liaoning Shihua University, Liaoning Fushun 113001,China)
Waste plastic oil was hydrogenated in the presence of Zr/γ-Al2O3-HY catalyst.Effect of reaction temperature, pressure, space velocity and hydrogen to oil ratio on hydrotreating effect was investigated. Experimental results show that the optimal reaction conditions are as follows: refining temperature 210 ℃, pressure 6.0 MPa, space velocity 0.5 h-1and hydrogen to oil ratio 800:1. Under above conditions, the diesel yield can reach to 83.0%. After hydrogenated, the solidifying point of diesel is -12 ℃, the chroma is 1.0, the flash point is 54.2 and the cetane number is 53.7.
Waste plastic oil; Hydrogenation refining; Diesel; Yield
TQ 320.9
A
1671-0460(2015)08-1803-02
2015-03-06
尹航(1987-),男,辽宁赤峰人。E-mail:czxhxx@126.com。
于廷云(1964-),男,副教授,研究方向。E-mail:349319289@qq.com。
