汽车多媒体触摸屏校准检验系统的设计
2015-01-27霍淑珍
霍淑珍
(天津市职业大学,天津 300402)
0 引言
触摸屏越来越多的应用于汽车多媒体产品中,给人们带来更多娱乐享受的同时,还可以提供更多的信息。触摸技术在汽车娱乐系统中的比重越来越大。触摸屏生产过程中需要将触摸屏贴到显示屏上,由于工艺的原因不可避免的出现平移和错位等问题,生产过程中需要对触摸屏进行校准,但是该过程通常比较浪费人力,而且校准精度受人为因素影响,不适合大规模批量化精益生产。如何能够生产出高质量的触摸屏产品对生产企业来说至关重要。本文介绍了一种基于PLC,智能相机和机械手的触摸屏校准及检测系统,能够提高生产效率减少生产成本。
1 校准检验原理
触摸屏的校准过程就是推导触摸屏点坐标和显示屏点坐标之间对应关系的过程,设显示屏坐标为(U,V)的点在触摸屏上的坐标为(x,y),则两点之间用数学方程式表示为:
U=Ax+By+C
V=Dx+Ey+F
校准的过程就是求解该方程组系数A,B,C,D,E,F的过程,根据方程组系数矩阵可知需要三个坐标点可以求出该系数矩阵。为了得到更精确的校准精度,通常将屏幕分成四个部分进行校准,这样得到四组方程组系数矩阵。当触摸屏的某点被点击时根据相应区域的方程式进行计算。对于整个屏幕需要知道五个点的坐标可以求出四个方程组的系数,从而得到校准方程。
实际系统中,嵌入式程序依次在显示屏上显示出五个固定坐标的点,该五个点位于屏幕的四个角与中心位置,所以已知坐标(Ui,Vi)值。检测系统按照次序依次使用触摸笔点击显示屏十字叉焦点,嵌入式程序同样依次记录对应触摸屏坐标值(xi,yi),然后按公式计算方程组系数完成校准。五点坐标图如图1 所示。
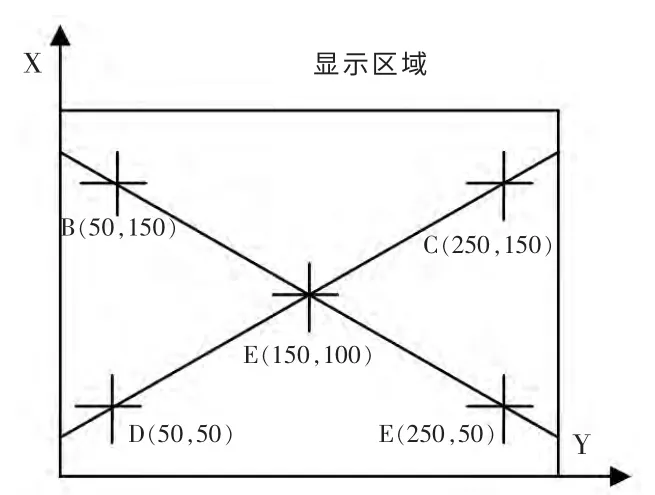
图1 屏幕校准5 点图Fig.1 Five points on display screen
校准完成后,还需要检验校准的准确度,做法是嵌入式软件在显示屏上平均分布九个小按钮,检测系统点击每个按钮,查看触摸屏按钮的点击位置坐标通过换算方程式换算后是否在误差允许范围内。完成校准后,系统还需要对触摸屏进行彩条显示检测和背光检测,嵌入式系统的视频输入端连接到视频信号发生器输出端,嵌入式系统将视频信号显示到显示屏上,通过智能相机分析彩条显示质量。对于背光检测同样通过相机进行明暗分析。
2 系统组成
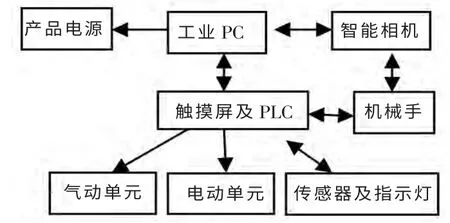
图2 系统结构Fig.2 System structure
本系统选用了Epson LS3 型机械手,该机械手额定载荷1kg,工作半径400mm,第一关节运动速度6000mm/s。重复精度0.01mm。本系统的负荷主要包括智能相机的镜头和机械手指,该型机械人满足载荷、速度和精度要求,机械手为系统的运动单元,负责带动智能相机镜头运动及机械手指点击触摸屏的动作。对于图像的检测采用了COGNEX 生产的In-Sight5605 型彩色智能相机,相机分辨率为2448×2050,帧速度为16fps,该相机分辨率高,能够分辨较难发现的缺陷,较高的测量精度。产品的测试控制软件安装在工业PC 上,与产品的通讯采用NI 高速CAN 卡,通讯速率采用500kb/s,测试控制软件主要实现待测产品的测试需求,协调同步PLC、机械手、智能相机完成检测工作。记录测试数据结果及相机所拍摄的图像,与CAM 系统协调生产流程控制。PLC 及触摸屏控制产品的进出,系统的安全保护,各种输入输出信号的处理等工作。系统结构图如图2 所示。PLC 与机械手之间采用I/O 端口通讯。PC、智能相机和机械手之间采用网络Socket 方式进行通讯。PC 与PLC 采用以太网通讯。产品供电电源采用N6700, 该电源提供多种编程接口,本系统中PC 采用USB 口控制。
3 软件结构及实现
系统软件主要由五部分组成:嵌入式软件、测试控制软件、PLC 软件、智能相机控制软件、机械手软件。测试控制软件通过CAN 总线与嵌入式软件通讯,完成对待测单元的控制,包括待校准点的显示,校准完成后各个视频通路的控制及彩条显示,校准质量检测等。测试控制软件与PLC 之间通过网络通讯,PLC 通知测试软件有产品已经进入系统等待测试,测试控制软件完成测试后通知PLC 产品已经测试完毕,将产品移出系统,并点亮相应指示灯。测试控制软件和智能相机控制软件它们安装在同一台主机上,通过Socket 通讯,测试软件通知智能相机产品的校准十字叉已经出现可以去拍照获取十字叉位置信息并传递给机械手或者彩条已经出现开始进行视频信号检测。机械手与智能相机之间的通讯同样采用网络方式,传递给机械手十字叉的位置信息控制机械手走动的距离,保准产品的校准精度。
嵌入式校准软件作为整个Linux 系统的一个应用程序,当产品进入工位上电以后,产品处于应用模式,测试软件发送CAN 命令产品启动校准程序,进入校准模式后,产品显示屏首先显示中间位置十字叉,等待机械手臂的触摸手指点击该十字叉,被点击后该十字叉消失,系统记录触摸屏的位置信息并显示下一十字叉。重复该动作5 次后,系统计算转换矩阵并且存储在指定位置。Linux 触摸屏驱动程序根据该转换矩阵计算出校准后的屏幕点击位置并为系统所利用,校准程序流程如图3 所示。对于彩条显示,明暗度调节,验证按钮显示同样通过命令方式进入,并通过智能相机拍照检测。
测试控制软件作为上位机软件采用NI公司的Lab Windows集成开发环境编写,该环境集成了多种仪器设备的驱动库,可以方便的实现对仪器设备的控制,与Lab View 相比具有执行速度快的优点。程序启动后首先初始化仪器设备,检查各个子系统之间的链接情况,一切正常后启动线程,控制软件采用双线程机制,通过函数CreateThread 启动线程
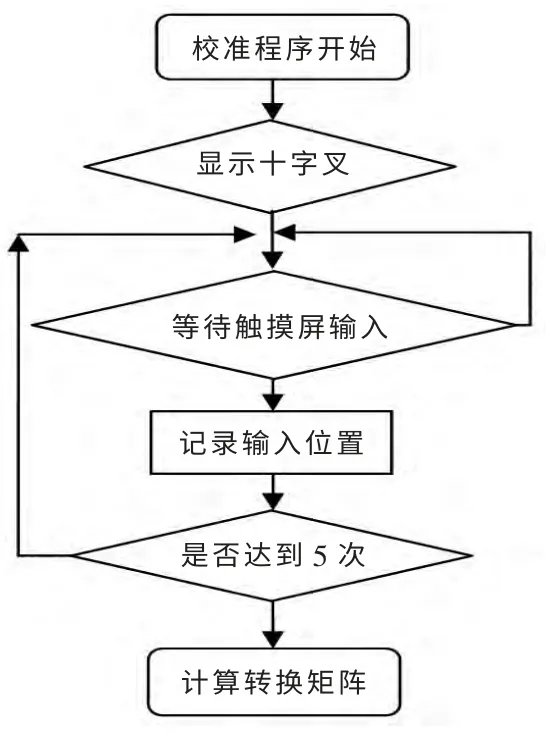
图3 产品软件校准流程图Fig.3 Product calibration program chart
CreateThread(NULL,0,(LPTHREAD_START_ROUTINE)NewFixture,(LPVOID)&fixtureStatus,&FixtureThreadId[fixture]);
每一线程对应一个待测产品。通过LoadPanel 函数将各自的显示窗口加载到主界面中。线程启动后不断地查询PLC 是否有待测产品。待测产品到位后,测试软件开始工作,首先,通过函数agN67xx_setOutputState 将产品电源供电,并且通过函数agN67xx_measureCurr 读取工作电流是否正常,然后通过ncWrite 函数发送CAN 消息使得产品进入校准模式,通知机械手进行校准动作,校准完毕后,验证校准结果。随后发送CAN 消息使得产品进入彩条检测模式,并通知相机检测程序进行彩条检测。检测完毕后通知PLC 将产品退出。程序流程如图4 所示。
相机程序使用VB语言编写,Cognex 公司提供了一个功能强大的图形分析软件Cognex.VisionPro,使用该软件可以方便的实现对Cognex 相机的控制,图形的分析。相机程序的工作主要有两部分组成,十字光标点坐标的获取和彩条图像质量分析。通过GigE Vision Configuration Tool 对相机进行IP地址配置,使得相机程序能够连接到机械手。在VB 编辑环境中,在Cognex.VisionPro 找到需要用到的DLL 模块将其加载进来。Cognex.VisionPro 中提供了丰富的图形质量分析工具。本系统中用到了ColorMatch 类和CogTGCheck 类。ColorMatch 类提供了图形质量的分析结果,设定一定的限值后,该类给出测试结果。CogTGCheck 类能够在图像中查找特定的图形,本系统中查找十字叉并且给出坐标信息,通过SendData()函数发送到Robot 程序。该程序通过网络接受测试控制软件发送的命令字进行不同功能部分之间的切换。例如,接到‘11’命令字后进行十字光标位置获取,接到‘21’后检测彩条质量。
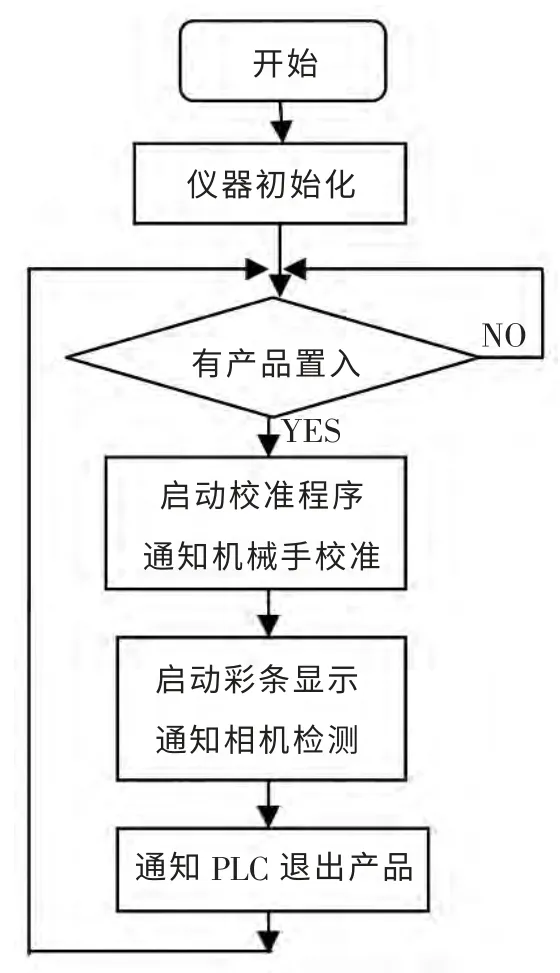
图4 系统控制流程图Fig.4 System control flow chart
机械手程序通过EPSON RC+软件进行编写,通过该软件和简单的程序编写就可以实现对Robot 的控制。PLC 与机械手之间根据I/O 硬件进行连接,Robot 通过读取I/O 的输入值判断PLC 需要的动作,并且通过Output 给PLC 反馈执行结果。机械手通过网络端口接收相机发送的十字光标坐标信息,并且换算成为相对于机械手原点的位置坐标通过Jump命令跳转到该位置,实现机械手指点击十字光标的动作。
PLC 为整个系统动作控制的核心,检测是否有产品放入,通过电缸将产品送入机械手的操作区域,通过气缸将产品锁紧。产品测试完成后送出,并且通过LED灯指示测试结果。检查安全光幕是否被触发,停止动作等。PLC 通过网络与测试控制软件发送和接收FINs 命令,根据不同的命令内容实现不同的动作。
4 结论
系统在实际应用中工作稳定,能够实现对触摸屏的正确校准,减少了人为因素对于校准效果的影响,对于产品的质量控制统一了标准,减少人工不同视觉感官带来的不同。在生产成本上,能够减少人员的劳动强度,节约了人力成本。
[1]王天利,孙晓帮,王永顺,等. 基于虚拟仪器的气弹簧测控系统[J].机床与液压,2007,7.
[2]孙晓帮,王天利,李莹,等.基于虚拟仪器的减振器生产线检测系统[J].机床与液压,2011,5.
[3]胡博,吴超海.基于虚拟仪器的离合器助力器检测系统软件编程[J].制造业自动化,2011,8.
[4]王爱兵,王丰元,刘华莉,等.基于LabVIEW 的制动试验台测试技术[J].现代制造技术与装备,2009,2.
[5]林颖,常永贵,李文举,等. 基于虚拟仪器的振动测试系统设计[J].机床与液压,2008,3.
[6]王淑芳,杜飞明.基于虚拟仪器的多通道数据采集与处理系统设计[J].机床与液压,2009,8.
