S型针阀体喷孔脉冲电解去毛刺试验研究
2015-01-23宫玉林孔全存刘桂礼
宫玉林,李 勇,孔全存 ,,刘桂礼
(1.清华大学机械工程系,北京 100084;2.北京信息科技大学仪器科学与光电工程学院,北京100192)
机械钻削加工S型针阀体喷孔后,喷孔入口处会残留毛刺[1],这不仅会降低针阀体的流量系数,还会引起各喷孔喷雾形状发生畸变及各油束中燃油分布不均匀,从而降低燃油的雾化质量,影响柴油机的性能[2]。此外,喷油嘴在长期使用中,针阀体喷孔处的毛刺若脱落,会随着燃油进入发动机内部而造成危险。
目前主要采用手工或机械方式(锉刀、刮刀、油石、砂布、钢丝刷轮、滚磨、振动、喷沙、撞击)及非机械方式(化学、热能、水射流、磨粒挤压、电化学、磁力等)去除毛刺[3]。在油泵油嘴行业,主要采用机械去毛刺[4]、挤压研磨[5]和电解去毛刺[6]等方法去除针阀体喷孔入口处的毛刺。机械去毛刺由于去毛刺球形钻头与压力室不能完全贴合,去除效果不佳;挤压研磨去毛刺采用磨料流对压力室、喷孔毛刺和表面进行微量磨削,去毛刺后磨粒不易清洗;电解去毛刺在去毛刺过程中工件表面无残余应力,不损坏工件,具有工作效率高、加工成本低等优点[7],但一般电解去毛刺的作用域不易控制,可能会影响加工后针阀体压力室的尺寸和形状精度。
针对S型针阀体喷孔入口处残留毛刺的问题,本文提出了一种采用锥形电极作为工具阴极的S型针阀体喷孔脉冲电解去毛刺工艺,基于脉冲电解加工中金属/溶液界面的双电层充放电理论,对脉宽参数进行了理论分析,并针对18CrNi8针阀体基材的电解液配方进行了试验优化,提高了针阀体喷孔脉冲电解去毛刺的稳定性、可控性及表面质量,完全去除了针阀体喷孔入口处的毛刺。
1 S型针阀体喷孔脉冲电解去毛刺理论分析及方案设计
试验用S型针阀体的喷孔采用钻、扩、铰方式加工,材料为18CrNi8。针阀体压力室直径为1 mm,4个喷孔直径为0.32 mm,压力室壁厚为0.65 mm。经测量,毛刺的径向长度<20 μm,轴向厚度在50~100 μm。针阀体压力室结构及毛刺形态见图1。
图1 针阀体压力室结构及毛刺形态示意图
1.1 电解去毛刺原理及加工影响因素
电解去毛刺基于电解加工机理[8],在一定的外加电压下,电解池中阳极发生氧化反应,阴极发生还原反应,针阀体喷孔毛刺处等凸出部位电荷较集中,通过的电流密度远大于其他凹陷部位,因此毛刺被迅速溶解。
根据欧姆定律和法拉第电解定律推导可知,稳态电解加工时的阳极蚀除速度为:

式中:Δ为加工间隙;η为电流效率;ω为阳极材料的体积电化学当量;i为电流密度;k为电解液电导率;UR为极间欧姆压降。可见,阳极的蚀除速度与加工间隙、电源电压及电解液电导率有关系。
1.2 电极形状及位置设计
加工间隙是电解去毛刺的核心要素。在以往针阀体喷孔电解去毛刺加工中,工具电极采用圆柱形电极,电极形状与针阀体压力室形状不匹配,内壁各处加工间隙不均匀,加工域难控制,易出现个别喷孔毛刺欠加工或压力室过加工现象。传统针阀体电解去毛刺流程见图2。
图2 传统针阀体电解去毛刺流程图
为保证压力室各处的加工间隙趋于一致,设计并制备了端部为锥形的工具电极。该电极的锥面长度l=0.3 mm,略小于喷孔直径以减小过加工量;外径 D=0.6 mm,内径 d=0.2 mm,端部长 L=0.3 mm。 锥形电极实物见图3。
县人大常委会坚持把“双联”工作作为提升代表工作水平的重要抓手,突出夯实基层基础工作,使“双联”工作更接地气更富活力。
图3 锥形电极实物图
此时,针阀体压力室各处距电极约200 μm,加工定域性较强,可有效约束电解加工区域,提高针阀体喷孔电解去毛刺的可控性。电极位置见图4。
图4 电极位置示意图
1.3 脉冲电解去毛刺中金属/溶液界面的双电层充放电理论分析
采用脉冲电源进行针阀体喷孔电解去毛刺可加强电解液的非线性性能,并改善电场和流场,提高加工的稳定性[9]。S型针阀体喷孔处轴向厚度较大的毛刺相对于其他毛刺距阴极较近,为了既能去除毛刺又不出现过加工,应对此范围内的毛刺集中蚀除。根据脉冲电解加工中金属/溶液界面的双电层充放电理论[10,11],电解反应发生在金属/溶液的“双电层”面上,在外加电场的作用下,电解液有一定的阻抗特性,可利用等效RC电路分析两极间加工间隙的电场特性。等效RC电路模型见图5。
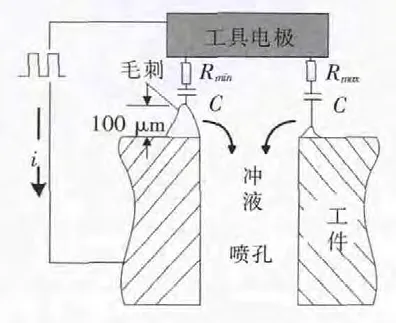
图5 等效RC电路模型
把最大毛刺(轴向厚度100 μm)处的电解液电阻记为Rmin,最小毛刺(轴向厚度 50 μm)处的电解液电阻记为Rmax,在RC电路中,电容充、放电过程由时间常数τ决定(τ=RC)。若将Rmin和Rmax对应的电容充、放电时间常数分别记为τmin和τmax,则为了达到加工要求,脉冲宽度Ton应满足τmin≤Ton≤τmax。此时,脉冲电流主要从电阻较小的加工区域流过,对该处的双电层电容充电,过电位超过平衡点位后进入稳态过程(即阳极金属的电解蚀除);非加工区域时间常数τmax较大,电容未完成充电,故进入脉冲间歇阶段后又开始放电。
典型加工条件下,0.5 mol/L的NaNO3溶液的电阻率 ρ=27 Ω·cm,微分电容一般在 10~40 μF/cm2之间[12],可从理论上确定脉宽参数,计算如下:
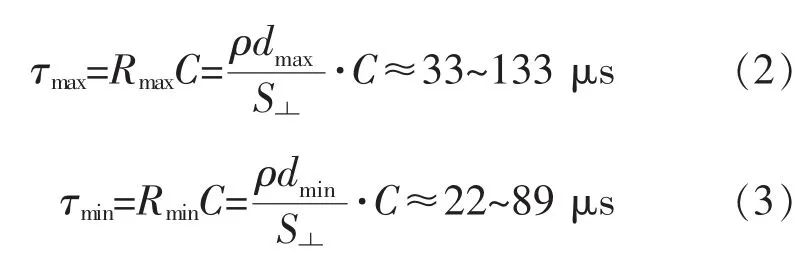
理论上,脉宽应在22~133 μs范围内,由于不同浓度电解液的电阻率不同,在试验中需根据实际情况进行适当调整。
2 S型针阀体喷孔脉冲电解去毛刺试验
本试验分基础平片试验和工件试验两部分。通过分析喷孔处的毛刺形态,根据加工要求,在基础平片试验中使用电解方法在18CrNi8的平片上加工“浅坑”,模拟实际针阀体喷孔脉冲电解去毛刺过程。选用NaNO3溶液作为本体电解液,针对18CrNi8这一特定针阀体基材,初步确定加工参数,并优化电解液浓度及组分,提高去除效率和表面质量。
工件试验中,根据基础平片试验结果,使用选定电解液在实际工件上进行脉冲电解去毛刺试验,进一步优化加工参数,观察毛刺实际去除效果。
2.1 基础平片试验
S型针阀体喷孔毛刺轴向厚度在50~100 μm,最大毛刺距电极约100 μm。基于此,设计了基础平片试验加工方案(图6)。试验中,电极选用黄铜管,外径为1 mm,内径为0.4 mm,加工间隙为100 μm,在18CrNi8平片上使用电解方法加工出目标深度在50~100 μm 的“浅坑”。
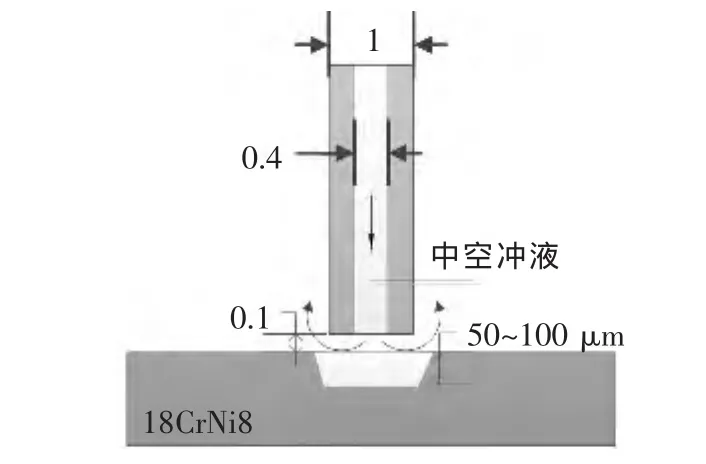
图6 基础平片试验加工示意图
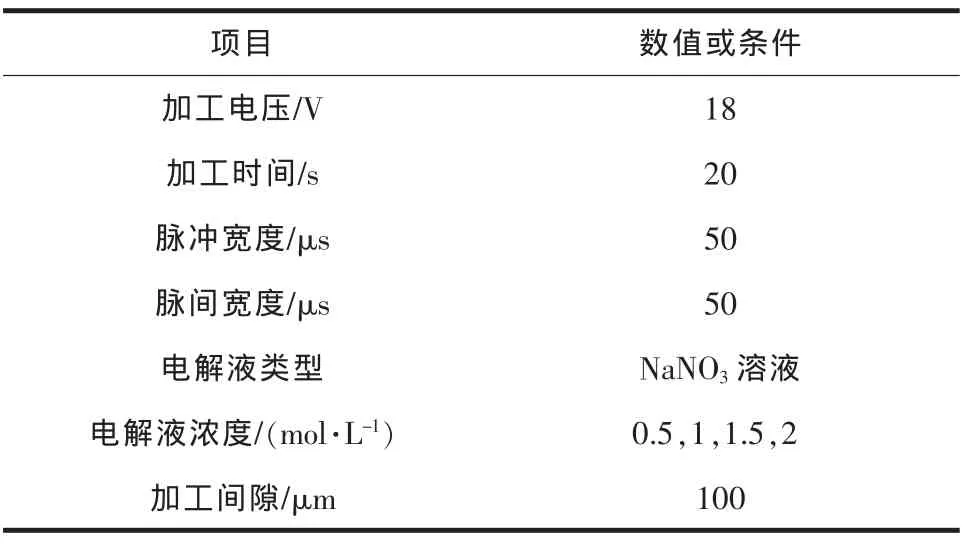
表1 基础平片试验加工条件
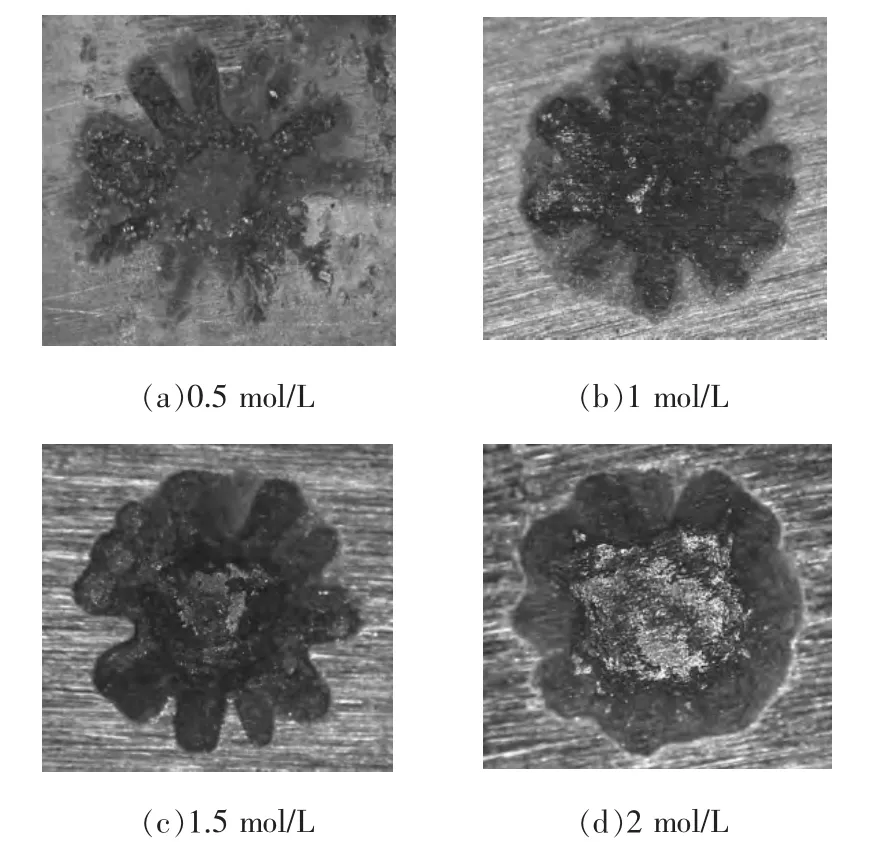
图7 不同浓度下基础平片试验结果
在浓度为0.5 mol/L时,刚有加工迹象,就对1、1.5、2 mol/L浓度下加工后的“浅坑”加工区域及加工深度进行测量。随着电解液浓度的增大,加工深度逐渐增大,不同电解液浓度下的电解加工深度见表2。
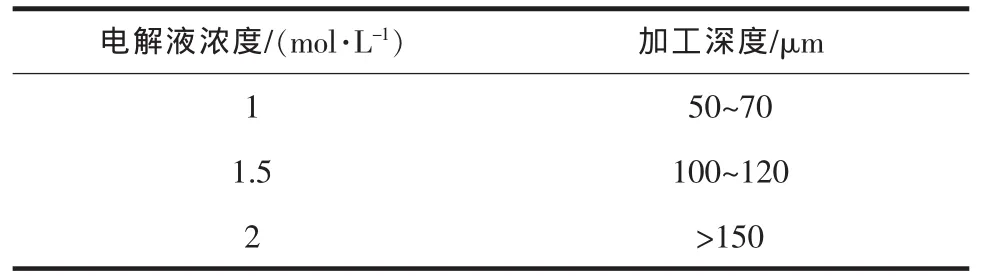
表2 不同浓度下的加工深度
不同浓度下的“浅坑”加工区域大小见图8。可看出,随着电解液浓度的增加,电解加工区域逐渐增大。当电解液浓度为1、1.5 mol/L时,加工区域在1.1~1.2 mm 间;当电解液浓度为 2 mol/L 时,加工区域约1.3 mm,即此时过加工量较多,将近30%。
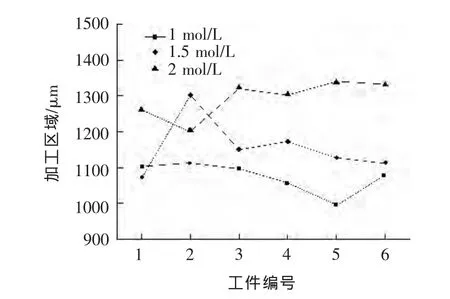
图8 不同浓度下电解加工区域折线图
可见,电解液浓度在1 mol/L和1.5 mol/L时,可在较小的过加工量下达到50~100 μm的加工深度。综合考虑,试验本体电解液浓度确定为1 mol/L。
采用单一NaNO3溶液作为电解液时,电解加工后的“浅坑”存在黑色物质堆积现象,不易去除,该物质会改变加工表面局部电解液的浓度,从而影响加工效率和表面质量。为去除该黑色物质,尝试在1 mol/L的NaNO3溶液中分别加入碱 (NaOH,pH=9)、酸(草酸,pH=3)并进行加工试验,结果见图 9。
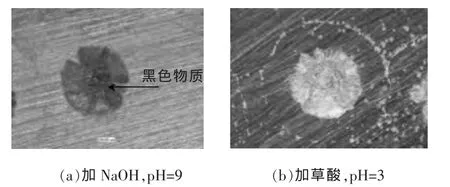
图9 不同电解液添加剂下的加工结果
结果表明,在1 mol/L的NaNO3溶液中添加草酸,调整pH值到3,可有效去除电解加工后工件表面的黑色残留物。
在基础平片试验中,根据实际加工要求,模拟了实际针阀体喷孔脉冲电解去毛刺过程。针对18CrNi8针阀体基材,初步确定了合适的加工条件,选用不同浓度、不同组分的电解液在平片上进行电解加工试验,确定了在1 mol/L的NaNO3溶液中添加草酸并调整其pH值到3的电解液配方,去除效率和表面质量有较大提高。
2.2 工件试验
根据基础平片试验结果,在与其相同的加工条件下,加工间隙稳定在200 μm左右。采用添加草酸的1 mol/L的NaNO3溶液(pH=3)作为电解液,在S型针阀体上进行喷孔脉冲电解去毛刺试验。使用电火花线切割将针阀体纵向剖开,以观察毛刺形态及毛刺去除效果。试验结果见图10。可看出,喷孔处的毛刺去除干净,压力室内壁光滑,无黑色物质残留。
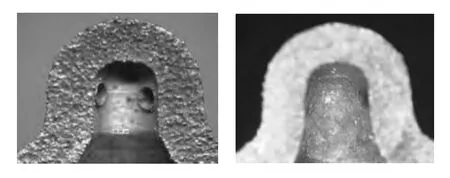
图10 工件电解去毛刺试验对比
在对针阀体进行切割时不免对工件进行了蚀除,因此剖件加工过程中的实际加工间隙要小于200 μm。在对完整针阀体喷孔进行脉冲电解去毛刺时,适当提高电压到20 V,保持其他条件不变,在KL-IV型视频检查仪下对加工前后的针阀体压力室进行观察对比。去毛刺效果见图11。可看出,经脉冲电解去毛刺后,S型针阀体喷孔入口处的毛刺完全被去除,针阀体压力室扩大且变形不明显。
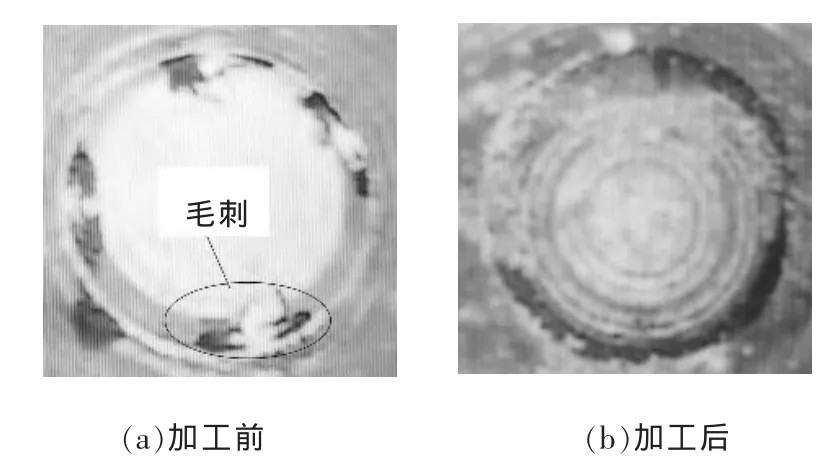
图11 针阀体喷孔脉冲电解去毛刺加工前后对比
3 结论
针对S型针阀体喷孔入口处残留毛刺的问题,提出了一种采用锥形工具电极的S型针阀体喷孔脉冲电解去毛刺工艺。针对基材为18CrNi8的针阀体喷孔脉冲电解去毛刺的电解液进行了试验优化,并在工件上进行了加工试验,得出以下结论:
(1)设计并制备了锥形工具电极,相对于使用传统圆柱形电极,可有效平衡各喷孔毛刺的加工间隙,约束电解加工区域,提高电解去毛刺的可控性。
(2)在1 mol/L的NaNO3水基溶液中加入草酸,并调整其pH值到3作为电解液,可有效消除工件表面堆积的黑色物质,提高去除效率和表面质量。
(3)采用锥形工具电极,并使加工间隙稳定在200 μm左右,选用1 mol/L的NaNO3溶液(添加草酸,pH=3)作为电解液,加工电压为20 V,脉宽和脉间均为50 μs。在该加工条件下,可完全去除S型针阀体各喷孔处的毛刺,压力室无明显扩大和变形。
[1] 张明.多孔喷油嘴喷孔加工工艺及其分析[J].汽车工艺与材料,1999(8):14-15.
[2] 刘建新,杜慧勇,李民,等.喷油嘴喷孔毛刺现象对燃油喷雾的影响[J].洛阳工学院学报,2002,23(2):44-45.
[3] 刘建利.去毛刺技术综合介绍 [J].机电元件,2010,30(4):49-53.
[4] 郁斐声,张丽敏,姚汉杰,等.针阀体压力室去毛刺机的开发和研制[J].内燃机燃油喷射和控制,1998(2):36-38.
[5] 唐维平,宋伟,喻鸣显,等.喷油嘴喷孔液体挤压研磨工艺研究[J].现代车用动力,2003(2):30-34.
[6] 诸跃进,朱音,冯青.针阀体喷孔脉冲电流电解去毛刺技术研究[J].电加工与模具,2011(1):49-54.
[7] 孔全存,李勇,朱效谷,等.基于双电层电容的微细电解加工间隙的在线检测 [J].纳米技术与精密工程,2013,11(6):529-535.
[8] 朱树敏,陈远龙.电化学加工技术[M].北京:化学工业出版社,2006.
[9] 王建业.高频窄脉冲电解加工的机理研究[J].华南理工大学学报(自然科学版),2002,30(1):6-11.
[10]孔全存,李勇,王琨,等.精密内孔相贯线处毛刺的可控电解去除工艺[C]//第14届全国特种加工学术会议论文集.苏州,2011:388-392.
[11]Schuster R,Kirchner V,Allongue P,et al.Electro chemical micromachining[J].Science,2000,289:98-101.
[12]Bard A J,Faulkner L R.电化学方法原理和应用[M].邵元华,朱果逸,董献维,等译.2版.北京:化学工业出版社,2005.
