软件simufact在轧机应用中的分析
2015-01-23谢君贤牛占斌程明
谢君贤 牛占斌 程明 |文
本文以三辊行星轧机的轧制过程为研究目标,轧辊作为轧机轧制过程中与轧件直接接触的模具,通过对轧辊轧制力以及轧辊表面工艺参数的分析与研究,从而提高不锈钢棒材成品的质量和成材率。
随着计算机辅助技术在现代机械工程中的应用,数值模拟分析逐渐改变了传统的注塑模具设计观念,通过高效的设计、分析和结构优化工具,为注塑模具的成型设计及开发研制过程提供了一个经济、高效的平台。Simufact软件可通过文件导入模型(From file)和CAD导入模型(CAD import),其通用几何模型格式有STL、DAT、BDF、ARC以及SolidWorks、Proe、Ug等格式文件。运用Simufact软件与工厂试验相结合,可为客户节约大量的人力、物力,缩短设备调试时间,响应我国对小投入、高效、高质量设备的需求。
针对国内不锈钢棒材生产设备效率低下、能耗量大、投资成本高、成品精度低等问题,当前该行业引进三辊行星轧机来轧制易切削不锈钢棒材,试图解决中国不锈钢产业所面临的问题。笔者以三辊行星轧机的轧制过程为研究目标,轧辊作为轧机轧制过程中与轧件直接接触的模具,通过对轧辊轧制力以及轧辊表面工艺参数的分析与研究,从而提高不锈钢棒材成品的质量和成材率。
三维模型的建立
1.三辊行星棒材轧制模型的建立
笔者对三辊行星轧机做如下简化:
三辊行星轧机的简化。主要由围绕轧制轴线按120o平均分布的3个轧辊以及不锈钢棒料、送料推杆、套管构成。
轧机公转的简化。轧机公转会带动轧辊绕其轴线的旋转,考虑到接触问题的增加会导致计算机计算缓慢,并且对计算机硬件配置的需求较高,所以本文忽略了轧机的公转转速,以轧辊实际自转转速进行仿真计算。
套管的简化。三辊行星轧机在实际设备制造中是没有套管的,由于模拟仿真中所取的不锈钢棒料过短,当轧辊开始咬入棒料时,棒料由于径向受力不平衡发生剧烈的扰动,这样会导致计算不收敛,终止程序的继续计算。当增加套管支撑不锈钢棒料后,会给棒料添加径向的边界约束,将不锈钢棒料送进轧辊咬入口中。
2.不锈钢材料模型
根据客户生产实际需求,选取易切削不锈钢棒料为研究对象。易切削不锈钢棒料对应Simufact软件中的材料模型为X4CrNi18-10_c,不锈钢棒料的密度ρ=7850kg/m3,弹性模型E=203GPa,剪切模量G=78.4GPa,泊松比μ=0.3,比热Cp=461J/kg•k,导热系数λ=14.5W/m•K,初始屈服强度为520MPa。利用Simufact软件自带的网格划分功能对不锈钢棒料进行网格划分,单元网格边长:5mm;单元数:6007;单元划分器:slMesh Tetra;单元类型:Tetrahedral (134)。
3.轧辊模型
轧辊辊型按实际尺寸设计,由成型段和圆整段组成的二段式,其辊型曲线设计按三辊行星轧机轧制不锈钢棒料时坯料与轧制成品均不转动为前提,为使轧辊能够顺利咬入不锈钢棒料,通过在轧辊咬入段上开沟槽的工艺方法,加大轧辊与棒料之间的摩擦力。三个轧辊的空间位置分布按实际设备安装尺寸调整,分别对轧辊进行了偏转角βo和倾斜角αo的空间调整。
4.热边界条件
不锈钢棒料的初始温度设为1150℃,轧辊模具的初始温度设为25℃,推块、套管的初始温度设为25℃,环境温度设为30℃。
5.轧制工艺参数
将模拟仿真的工艺参数设置尽量与现场生产实际参数相近,具体参数见表1所示。
按照工厂实际生产需求出发,将不锈钢棒材Φ65mm坯料热轧成为Φ30mm的成品(见图1)。以此工况分别研究送料推杆的推力以及轧辊的等效应力云图、等效位移云图、轴向轧制力。

表1 轧制工艺参数

图1 Simufac仿真模型
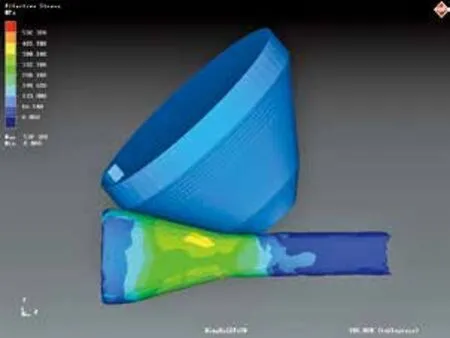
图2 Von-Mises 应力云图

图3 三辊行星棒材轧机及轧制成品
轧制过程分析
1.Simufact仿真结果分析
Z轴轧制力范围为-330.99~438.11KN。其中Y、Z轴受力为轧辊径向碾轧力,其作用是对不锈钢棒料进行减径;X轴受力为轧辊轴向夹送力,其作用是驱动轧件向前运动。
送料推杆在将近3秒时与不锈钢棒料分离,此时轧辊与不锈钢棒料发生咬合,轧辊与棒料间的接触摩擦力使得棒料快速前进,从而出现了送料推杆3秒后与棒料脱离,送料推杆的推力回归为零。送料推杆受到的最大推力为0.026KN。
从不锈钢轧制过程中材料运动轨迹图可以看出,轧制过程中棒料上的点不仅围绕自身轴线旋转,同时沿着成品前进的方向移动,其运动的最大速度为343.63mm/s。
由轧制过程的等效应力及等效位移图得到,最大等效位移值为13.43mm,最大等效应力值为532.32MPa。图2中轧辊材料设置为H13模具钢,轧辊作为刚体在轧制过程中不显示应力、应变值。
2.调试与应用
三辊行星轧机轧制不锈钢棒材工艺属国内首创,为确保研发与制造过程顺利进行,满足设备轧制过程的稳定性与轧制工艺的可行性,该三辊行星轧机分别在设备制造厂和用户公司进行了调试与应用。
通过现场对三辊行星轧机的调试与应用可得,三辊行星轧机轧制棒材的过程可靠稳定,轧制出的成品表面光洁度与圆度符合用户生产需求。棒材成品头部轧制成型形状与上述仿真时所得的轧制效果相符,从而验证了仿真的正确性。该设备已通过了实际应用与试验,其轧制效果满足双方的设计期望(见图3)。
结论
对轧制不锈钢棒材的三辊行星轧机的轧辊模型进行了三维实际尺寸建模,并运用了Simufact软件对模型进行了仿真,通过仿真结果与现场数据进行了对比,从而验证了模型建立与仿真分析的正确性。
送料推杆推力、轧辊轧制力的研究与三辊行星轧机零部件的强度、刚度以及能耗需求有直接的关系,为三辊行星轧机的结构设计和工具设计提供了可靠的设计参数。
通过X、Y、Z轴向受力曲线图及材料运动轨迹图的分析,为后期轧辊曲线优化以及调试轧机旋转大盘公转转速提供了必要的理论参数。
通过多次仿真分析验证,在轧辊表面开沟槽和加大轧辊表面摩擦系数可以减小不锈钢棒料的金属流动性,这对轧辊咬入不锈钢棒料和后期稳定轧制都是有利的。中