饲料自动装车机方案设计及应用
2015-01-21邓援超
■黄 朋 邓援超
(湖北工业大学机械工程学院,湖北武汉 430068)
饲料工业在中国是一个新兴行业,20世纪70年代末期才出现具有现代意义的饲料工业。经过20多年的发展,中国已经形成了一个相对完整的饲料工业体系,在技术上达到了发达国家20世纪80年代的水平。目前饲料工业已经成为国民经济中的一个重要行业,中国的饲料生产规模也跃居世界第二位[1]。
我国饲料工业发展迅速,随着产值和规模的提高,采用散装方式运输饲料是饲料企业提高经济效益的方向性措施之一。但是,目前国内仅有少数发达企业开始使用散装方式运输饲料,要在全行业推广散装饲料运输,还有许多配套技术要解决,如饲料厂与运输车的对接问题,运输车与养殖厂对接问题,所以目前的饲料行业中广泛应用的还是袋装饲料[2]。
近些年,我国在饲料生产加工、包装方面机械化发展迅速,然而对其配套袋装饲料的装车、卸载的机械化发展相对缓慢,这一过程基本依靠人工来完成。为降低饲料包装卸过程中工人的劳动强度,提高饲料包装车作业的工作效率,减少生产环节中的安全风险,饲料包码垛装车机械的研发、推广和应用成为当前相关企业的迫切需求。本文提到的饲料装车机,具备了提高码垛装车效率、降低工人劳动强度、减少安全隐患的功能。同时,装车机中采用的输送皮带机可调速、可计数,能实现装车过程的全自动化。
1 装车机发展现状
目前现有的饲料包的码垛方式是人工码垛或半自动方式,半自动方式最常见的两种方式:一是皮带机输送(如图1所示),二是机器人码垛(如图2所示)。

图1 皮带输送机
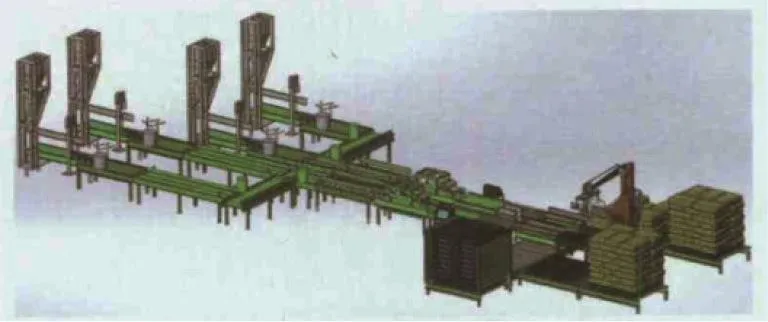
图2 机器人码垛生产线设计方案
皮带机输送方式是人工将饲料包搬到皮带输送机上,经皮带机抬高输送至车斗上方,再由人工码到车上。这种直接送到汽车斗上的装车方法,皮带输送机变幅角度大,能适应大、中、小型运输车的装车高度,减少搬运,一定程度上提高装车效率,但是需要的人工数量没有改变,而且存在滚包的安全隐患。
图2中自动化码垛生产线从左到右依次为:自动定量包装秤、下料口、缝包机、直线倒袋输送机、直角转弯输送机、振打整形输送机、压平整形输送机、复称测量及剔除装置、缓冲输送机、自动托盘库、待码平台和CBT-90码垛机器人[3]。
采用码垛机器人明显达到减员增效,可节省一笔可观的人力资源成本。码垛机器人的应用大大提高了生产作业自动化的程度,企业生产和运行管理水平将提高到国际先进水平,但是这种装车方式投资成本高,机器人不能直接将饲料包码到车斗上,而是码到托盘上,再经过一次转运,即需要叉车将托盘运到车斗上,卸载时也需要叉车将托盘卸下来,并且托盘随饲料包一起托运,车辆的型号还受托盘大小的限制,提高了运输成本。
目前饲料企业中的搬运工种已很少有人愿意长期从事下去,仅靠提高搬运工的工资并不是有效的解决办法。当今饲料加工企业正朝着大型化、集团化方向发展,大型饲料企业自动化程度不断提高,很多大型企业已逐步尝试利用自动码垛机来代替繁重的人工搬运工作。由于人力成本的不断上涨,那么自动化生产成本有着明显的优势。就目前饲料行业的技术装备发展水平而言,许多饲料企业在产品包装及运输过程中完全可以实现少人化甚至无人化作业。
2 自动装车机设计方案
根据生产要求,本论文设计水平或者非水平带式输送机作为袋装饲料的主要运动载体,一方面输送装置接过从灌装线上运送过来的袋装饲料,并通过相关执行构件对袋装饲料进行定位,压紧。另一方面,装车主机接过从带式输送机运送过来的袋装饲料后通过自身运动将袋装饲料逐步运送至车厢的相关位置码垛,从而实现了装车操作。整个堆垛和装车系统可以根据实际生产要求在特定的时间里执行单个或者多个操作。
根据设计意图,布置整个系统如图3所示。
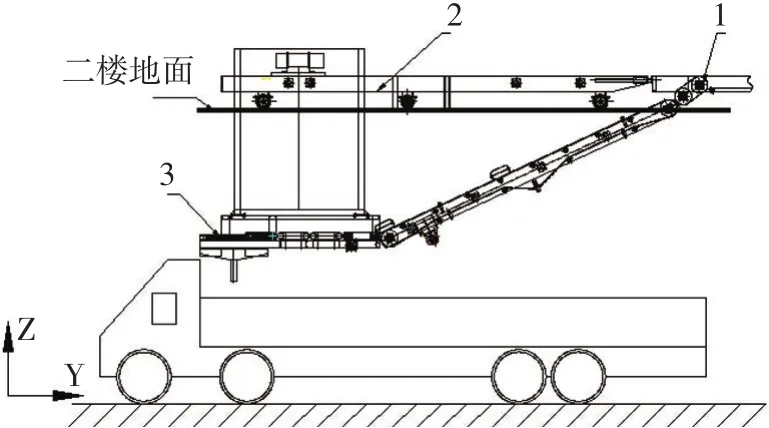
图3 装车机整体结构
根据功能与结构,可以将装车机分为3个部分:①袋装饲料输送装置A;②装车机行走与提升装置B;③装车主机C。
2.1 输送装置
由于袋装饲料的灌装机到码垛机有一定的距离,输送装置就是将灌装线上下来的包装好的饲料包输送到码垛机上,主要包括水平输送机,转弯机和移载机。
转弯机,实现饲料包一定角度的转弯输送,不改变饲料包和皮带机之间的相对方向。
移载机,实现饲料包90度转弯输送,同时饲料包与皮带机相对方向旋转90度。
2.2 装车机行走与提升装置
装车机的行走和提升装置连接着码垛主机,行走装置在水平导轨上行走带动主机前后的移动,提升装置带动主机上下移动,行走和提升装置能实现码垛主机在Y、Z轴上的平移。
2.3 装车主机
装车主机上主要有分配机构、卸包机构和码垛机构,其结构如图4所示,其中码垛机构能左右移动,实现装车机在X轴方向上的平移。
从灌装线上下来的饲料包,在皮带机上是呈竖直运输的,经装车机输送装置的移载机时,饲料包与皮带机相对角度旋转90度,使饲料包在皮带机上呈横向输送,再经输送装置的转弯、水平和倾斜皮带机输送至装车机主机上的分配皮带机C2-1或C2-2上,C2-1和C2-2交替工作,将饲料包分配到装车主机的左右两个通道上。当C2-1在中间位置接到饲料包后左移与C4-1对接,将饲料包输送到C4-1上返回,C4-1接包后右移与C6-1对接,将饲料包输送到C6-1上后返回,C6-1前进与C10-1对接,C6-1卸包后返回,C10-1接包后,左或右移将饲料包码到车斗上;左右通道动作一样,交替进行,当码完一排,行走装置带动装车机整体后退码第二排,这样从车头码到车尾,根据车辆的型号确定码的排数;当码完一层,提升装置带动装车主机上升码第二层的第一排,当码完第二层的第一排,行走装置带动装车机整体前进码第二排,这样从车尾码到车头。依此循环码垛,直到装满整车。
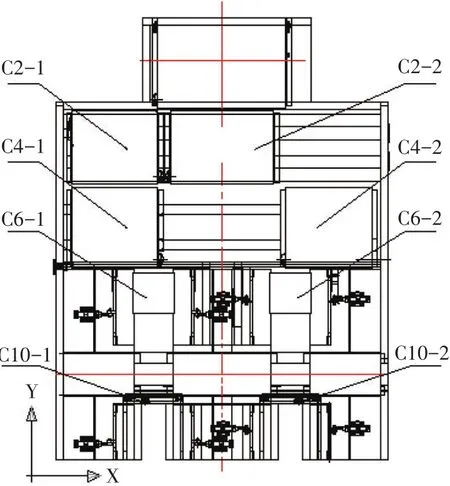
图4 装车主机结构
装车主机动作循环如表1所示:

表1 装车主机动作循环
从上述方案中可以看出,整个装车机有X、Y和Z轴方向的平移自由度,故可以实现饲料包在车斗中的有序排列。
装车机动作流程如图5所示。
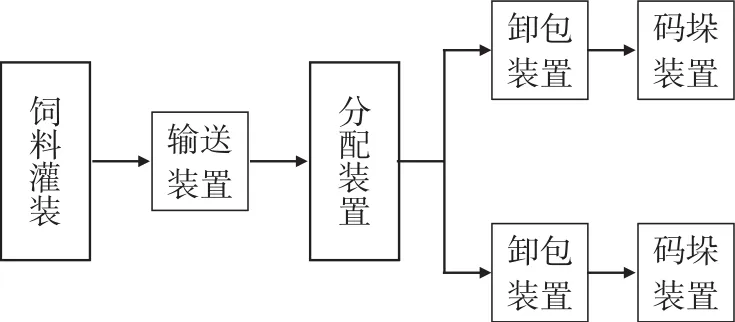
图5 动作流程
3 装车机效益分析
如果采用皮带输送机配合人工码垛,则至少需要4名装卸工人力将灌装线上的饲料包抬到皮带机上,再由皮带机输送到车斗上方,在汽车上,至少需要2名装卸工人力将输送带上的饲料包码到车斗上,整个作业流程工人劳动强度大、浪费人员多和作业时间长(需要6名装卸工,平均80 min卸一节50 t汽车)[4]。
如果采用自动装车机,灌装线上的饲料包可直接通过装车机码到汽车上,整个过程最多只需要2名操作工(1名操作,另1名在设备旁辅助)即可完成装车作业,平均需要50 min装一节汽车,可节省4名装卸工人力,节省人力200%,节约时间30 min,提高装车效率37.5%。
原作业方式,人工成本按每人每天200元计算,假设每月30 d工人不休息,每月6人可以装汽车180节(8 h×60 min×30 d/80 min=180节),装180节汽车需要支出人工成本6人×200元×30 d=3.6万元,现在使用多用途袋装物装卸机作业每月作业180节汽车只要19 d(180节/8 h×60 min/50 min=19 d),每月只需投入人工成本约2人×200元×19 d=0.76万元。每月同等的装车数量,使用一台装车机,企业月可节约人工成本2.84万元,职工可以额外休息11 d时间。
4 结语
自动化设备作为高技术领域的一个重要分支,将成为21世纪各国争夺经济技术制高点。随着我国工业自动化的发展及劳动成本的提高,自动化设备在饲料工业的应用越来越广泛。使用自动化设备可以实现多批次、连续生产,既减轻了工人的劳动强度,又保证了产品的质量[4]。采用自动装车机明显达到减员增效,可节省一笔可观的人力资源成本;自动装车机的应用大大提高了生产作业自动化的程度,企业生产和运行管理水平将提高到国际先进水平。先进的工艺,必将对客户产生积极的影响,同时会相应地提高企业的竞争优势;自动装车机及其配套生产线,可以实现饲料加工的无人化操作与智能化管理,性能稳定可靠,价格优势明显,对产品质量和生产效益都有较大的提高[5]。
