莱钢型钢炼铁厂2#高炉热风炉塌砖处理实践
2015-01-02唐纪学田庆元李光远
唐纪学,田庆元,李光远,唐 斌
(莱芜钢铁集团银山型钢有限公司炼铁厂,山东 莱芜 271104)
经验交流
莱钢型钢炼铁厂2#高炉热风炉塌砖处理实践
唐纪学,田庆元,李光远,唐 斌
(莱芜钢铁集团银山型钢有限公司炼铁厂,山东 莱芜 271104)
莱钢型钢炼铁厂为解决2#高炉1#热风炉空气入口内部耐火砖脱落问题,在空气环腔与煤气环腔之间隔墙的三层砖以及炉壳处的外环砖部位,用插板的方法隔开空气环腔和煤气环腔贯通,使煤气、空气不在此混合燃烧。系统改造后,确保了热风炉正常运行,风温提高20~30℃,延长了热风炉寿命,年增加效益1 000万元以上。
热风炉;耐材;预燃室;插板技术
1 前言
莱钢型钢炼铁厂2#高炉于2005年2月28日建成投产,配有3座“卡鲁金”顶燃式热风炉,热风炉内衬中上部采用硅质耐火材料,设计风温1 200℃。2009年5月发现1#热风炉预燃室空气入口上方的炉壳温度高达400℃左右,面积约为200 mm×200 mm。由于面积较小,便采用外部加水箱打水冷却处理,维持生产,水箱为1 000 mm×1 000 mm×200 mm,回水引入回水管道,避免浪费。
2013年5月冷却水箱的水温逐步上升,初步判断内部耐火砖衬局部出现脱落,导致此处温度升高。因处理难度较大,只好加大冷却水箱,增加冷却水流量,同时,改变热风炉的操作制度,1#热风炉烧炉的拱顶温度由1 350℃降低到1 250℃,烟道温度由400℃降低到360℃,送风时间控制在40 min。其余两座热风炉拱顶温度为1 350℃,烟道温度400℃,送风时间延长到60 min,以弥补1#热风炉的不足,维持生产,使高炉风温下降近30℃,严重制约高炉生铁成本。为此,对1#热风炉进行维修改造。
2 原因分析
1#热风炉空气入口处烧炉时温度高,送风时温度下降,温度波动较大,导致炉壳焊缝频繁开焊,经分析,原因是热风炉预燃室内部的空气环腔和煤气环腔之间水平环形耐火砖隔墙以及外墙耐火砖脱落,使空气环腔和煤气环腔贯通,导致煤气、空气在此处提前混合进行燃烧,造成该处温度过高;同时由于烧炉时煤气、空气在此混合不充分,烧炉时出现爆燃的现象,从而加剧了该处内部耐火砖的脱落(热风炉预燃室结构见图1,画斜线的部位为耐火砖脱落部分)。由于该处温度较高,内部在1 200℃以上,如果在炉壳开孔进行砌砖处理,辐射热太高,人员无法靠近,加上此处负压很难形成,短时间未能有效地解决此处温度高的问题。彻底处理塌砖必须停炉,鉴于硅砖热风炉的特性,停炉检修不仅时间长,影响整个生产,条件不允许。
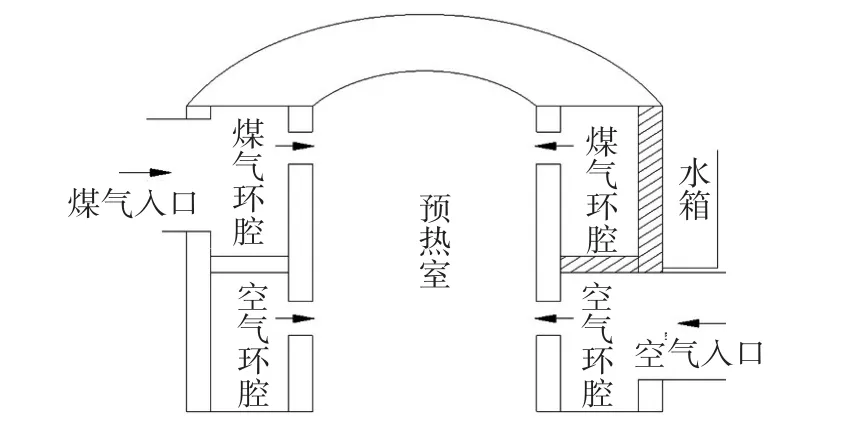
图1 热风炉预燃室结构示意
炉壳温度过高的主要原因是煤气、空气在此混合燃烧,只要有效地隔断煤气和空气在此混合,煤气就不会在此燃烧,可降低此处温度。
3 方案实施
经过认真分析和查看图纸资料,判断1#热风炉空气入口内部耐火砖脱落部位集中在空气环腔与煤气环腔之间隔墙的三层砖以及炉壳处的外环砖位置,用插板的方法隔开空气环腔和煤气环腔贯通的地方,使煤气、空气不在此混合燃烧。
3.1 插板范围
根据图纸确定具体插板的部位,画出施工简图,并提前在炉壳上做好标记。插板大体范围从空气环腔顶部砖(4#砖,标高+38.426)往下235 mm,即标高+38.191处往上高度为300 mm的炉壳,圆周方向从煤气入口至空气入口约弧长2.5 m范围。插板施工简图见图2。
3.2 材料准备
1)插板。采用2Cr25Ni耐热不锈钢板,厚度16 mm,耐高温腐蚀性强,1 082℃以下不产生易剥落的氧化皮。该处炉壳外径为Ф6 260 mm,炉壳材质Q235C,空气环腔为351 mm,外墙至燃烧室大墙设计尺寸为731 mm。因此,将插板制作为长800 mm,外径为Ф6 300 mm,内径为Ф5 700 mm,弧长400 mm的圆环状插板,共计制作50块,等离子切割机切割。
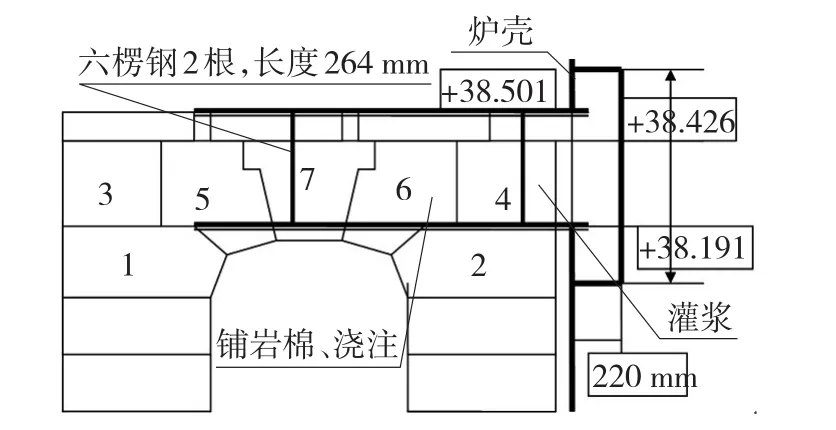
图2 插板施工简图
2)封口腰带。插板完成时用封口腰带进行封口。腰带用δ=20mm的Q235C板卷制高度400 mm(300+2×50)弧长为10 m,外径Ф6 500 mm的腰带1条,上下两条圆环外径Ф6 480 mm,内径6 260 mm开单V型坡口。
3)焊条。采用PP-R427(或506)焊条,此型号焊条与炉壳钢板材质相符,具有耐热性,防止焊接不牢或出现开焊等质量问题。
4)硅酸铝纤维毯。采用型号为LY-312硅酸铝纤维毯,此纤维毯可耐900℃的高温,隔热效果好,可用于填塞两层耐热不锈钢板之间的空隙。
5)快干防爆自流式浇注料、无水灌浆料约2 t,具有流动性好、快干和不收缩的特性,可达到灌浆密实隔热的效果。
3.3 插板处理
2014年6月26日2#高炉进行为期4天检修,借机对1#热风炉空气入口处进行插板处理。热风炉停炉后首先对冷却水箱进行切割拆除,并在插板范围内空气管道正上部炉皮切割弧长1.2 m,高度300 mm的孔进行观察,发现外墙砖及水平隔墙砖全部脱落,弧长约为2.5 m。其次对炉壳进行切割,把加工好的弧长为400 mm的不锈钢插板沿开口上、下沿水平逐块插入炉内,插板的内侧放在空气环腔内侧大墙砖的环形凸台上,外侧探出炉壳,上下两层共插弧长400 mm的不锈钢插板12块。上下插板间的空洞用硅酸铝纤维毯沾高铝泥浆进行填堵,用木棍捣实。最后用炉壳钢板制作的腰带焊接进行封口。
4 结语
2014年6月26日利用高炉年修机会,对热风炉进行插板改造后,1#热风炉很快达到正常使用水平,彻底杜绝了煤气在此燃烧,延长热风炉寿命,显著降低生铁成本,风温提高20~30℃。100℃风温可影响焦比18 kg/t,按影响30℃风温计算,年增加效益1 000万元以上。
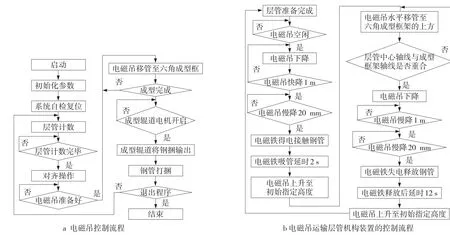
图3 钢管成型机自动控制流程
[1]De-fang ZHANG.The Design of Control Circuit of Standard Airdriven Program by X-D Drawing[J].Mechanical manufacturing and automation,2004:46-48.
[2]Shenghe Sun.Development trend of modern sensor[J].Journal of electronic measurement and instrument,2009:8-9
[3]刘元开,魏爱玉,项占琴.基于Profibus-DP的钢管打捆机控制系统的设计[J].机电工程,2004(6):15-18.
[4]梁胜喜.起重电磁铁的整流无触点控制新技术[J].湖南理工学院学报(自然科学版),2004(8):21-23.
[5]宋恩峰,魏雁.起重电磁铁无触点控制装置[J].起重运输机械,1996(2):18-20.
[6]赵理行.电液式钢管捆自动成形系统的研制与开发[D].杭州:浙江大学,2006.
TF578
B
1004-4620(2015)04-0070-02
2015-03-24
唐纪学,男,1970年生,1990年毕业于河北煤炭建工学院工民建专业。现为莱芜钢铁集团银山型钢有限公司炼铁厂高级技师,山东省首席技师,从事炼铁工艺技术工作。