济钢12.5/8不等边角钢试生产
2015-01-02张欣李国栋孙启朋李传峰
张欣,李国栋,孙启朋,李传峰
(济钢集团有限公司,山东济南 250101)
经验交流
济钢12.5/8不等边角钢试生产
张欣,李国栋,孙启朋,李传峰
(济钢集团有限公司,山东济南 250101)
以150 mm×150 mm连铸方坯为原料,利用横列式轧机,采用蝶式平轧孔型系统试生产12.5/8不等边角钢,并将K1托板进行了适应性设计,试轧取得成功,综合成材率99.3%。
连铸方坯;不等边角钢;蝶式平轧孔型系统
1 前言
热轧12.5/8不等边角钢广泛应用于桥梁、厂房、电塔等建筑结构,以及中小型船舶生产,市场前景广阔,需求量大而且需求稳定,价格较普通国标槽钢高,利润空间较可观,有较好的市场前景。济钢中型轧钢厂现有10/6.3不等边角钢产品,不等边角钢产品未形成系列,为了扩大市场占有率,经过前期充分的市场调查和可行性论证,决定开发12.5/8不等边角钢。
2 生产设备及工艺流程
产品外形及几何尺寸依据GB/T 706—2008热轧型钢标准要求,12.5/8不等边角钢长边宽度125 mm,短边宽度80 mm,边厚度d(7、8、10、12)mm,内圆弧半径R11。设计标准:长边宽度(125±2.0)mm、短边宽度(80±2.0)mm;边厚度(d±0.7)mm。
现有设备:蓄热式全燃焦炉煤气加热炉1座,Φ 650×1/Φ540×2/Φ460×2/Φ450×1轧机机列,Φ550十辊悬臂式矫直机2台,型钢冷床2台等。
工艺流程:坯料加热→Φ630轧机粗轧→Φ540I架、Φ540II架轧机中轧→Φ460×2轧机精轧→Φ450成品轧机→热锯锯切→冷却→矫直→质量检查→包装→带锯锯切→称重挂牌入库。
3 轧制工艺设计
结合生产10/6.3不等边角钢工艺情况,用150 mm×150 mm连铸方坯生产12.5/8不等边角钢,采用平轧蝶式孔型系统。成品孔如图1所示。
由于长边和短边的长度不同,如果配辊时上下辊顶角平分线处于竖直状态,长边和短边的端部不在同一水平线上,这样易造成轧辊轴向水平分力较大,轧辊的轴向窜动较大。为此,成品孔抬高短边,使长边和短边与水平线的夹角分别为α和β,顶角平分线相对垂直轴旋转夹角δ,合理配置δ的大小,使成品孔两腿内侧连线平行于水平轴线,轧件出轧机后在辊道上运行比较平稳。同时,轧辊轴向水平分力的差值较小,轧辊轴向窜动较小,利于轧机的稳定性和产品边厚的均匀性。K2~K7蝶式孔型采用顶角平分线垂直分布的方式。
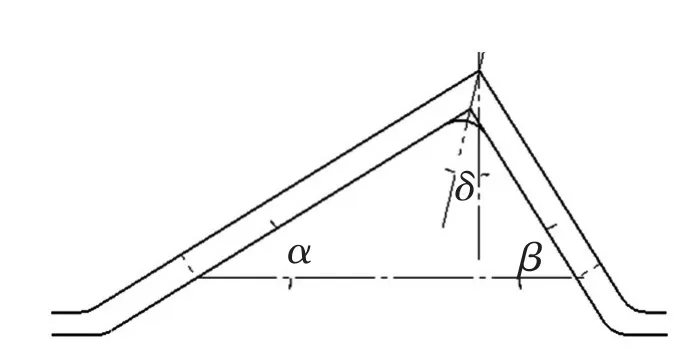
图1 成品孔
此方式布置的孔型系统能够保证蝶式轧件两腿在孔型内同时与轧辊接触[1]。提高了轧件在蝶式孔型中的稳定性,对轧机的调整、轧件尺寸的稳定性、产品质量的保证都有利。
设计思路:不等边角钢由于两边长不等,所以在边厚压下量相同时,两边的延伸不同、宽展不等,由于两边的面积不等,即使设计延伸系统相等,在实际生产过程中,也容易出现长边宽度容易在上限,短边宽度在下限。所以要实现对成品腿长的精确控制,就需要在切分孔分配两边金属比例时,对两边延伸系数不同的情况进行考虑,两边的宽展给予不同的系数。为计算两边的宽展系数[1],根据生产实际情况,把总的宽展系数按照边长比例分配到两边上。分配比例为:长边宽展系数βL=β×[L/(L+l)];短边宽展系数βl=β×[l/(L+l)]。式中β为总宽展系数。根据实际情况,长边、短边宽展系数按表1数据选取。
根据实际轧机设备、坯料情况,采用11道次轧制,道次分配为5—1—2—1—1—1,前三道次为延伸孔型,第四道开始切分,后面为蝶式孔型系统。
为保证成品角钢顶角的充满度,在粗轧延伸孔型增加了相应于顶角部分的金属,K10孔型设计为槽底中间为深度2 mm的凹槽的箱型孔,以便K8顶角的充满;同时为保证成品顶角的充满,K7孔型在宽展系数选择相对较小,使K7的侧壁起到稍微限制宽展的作用,使金属尽可能向顶角方向流动,保证K7顶角的充满。为方便轧机调整和产品尺寸的控制,第四道即K9设计为立轧孔型,有效控制轧件边长尺寸,K11~K1孔型见图2。
TG335.4+1
B
1004-4620(2015)01-0076-01
2014-09-05
张欣,男,1974年生,2006年毕业于北京科技大学材料工程专业,工程硕士。现为济钢中型轧钢厂市场开发部副部长,从事轧钢工艺技术工作。