几种品牌硫酸镍的电镀镍性能对比性研究
2014-12-05周佑明
周佑明
(金柯有色金属有限公司,江苏昆山 215301)
引 言
电镀工业是我国重要的加工行业,随着近年来我国电子电工和汽车行业的高速发展,我国电镀行业又进一步得到了发展,欧洲和亚洲发达国家,逐渐把电镀企业转移到中国,我国电镀企业也积极实施技术改造,提高电镀技术水平,电镀行业的发展将不断扩大硫酸镍的使用量。我国硫酸镍的生产量近年来增长非常快,几大硫酸镍生产企业纷纷扩大产能,致使硫酸镍生产与销售竞争非常激烈。
为了更好的改善硫酸镍的质量,满足市场的需求,我公司与南昌航空大学共同签署了《各品牌硫酸镍对电镀镍和化学镀镍性能对比研究》技术开发协议,为正确指导电镀生产,提供信息资料。
1 实验材料及方法
实验以“A、B、C、D、E 和 F”代表六种品牌硫酸镍,其中代号C为金柯生产硫酸镍,六种品牌硫酸镍按照同一的方法进行性能测试。
1.1 工艺配方
为排除添加剂的干扰,选择统一的电镀镍溶液配方及操作条件:250~300g/L NiSO4·7H2O,30~60g/L NiCl2·6H2O,35 ~ 40g/L H3BO3,pH=3.7,Jκ=1A/dm2,θ=45~60℃ 。
1.2 性能测试
1)采用276mL赫尔槽进行试验。阳极板为可溶性镍阳极(99.95%),阴极为普通的紫铜板,通过试验观察镀层外观。
2)采用赫尔槽法测试镀液的分散能力[1]。把制备好的镀层分成10等份,取中间位置1~8作为测量点。如图1所示。
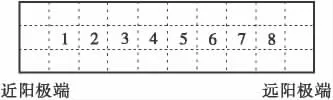
图1 测试镀液分散能力
式中T为镀液的分散能力,%;δ1为测量位置1镀层厚度,μm;δ5为测量位置5镀层厚度,μm。
3)采用内孔法测试镀液的覆盖能力[1],计算公式为:
用电解式测厚仪分别测量赫尔槽试片位置1和位置5两个点的厚度 δ1、δ5(μm),计算分散能力T。
式中F为镀液的覆盖能力,%;l1表示镀层的长度,mm;l5为表示铜管的长度,mm。
4)采用粗糙度仪法测试镀液的整平能力[1]。计算公式为:
式中Ra为电镀前中心线的平均粗糙度,μm;Ra'为电镀后中心线的平均粗糙度,μm。
5)采用安培小时测试镀液的电流效率[1]。计算公式为:
式中ηκ为镀液的电流效率,%;m为制备镍镀层质量,g;m理为镀层的理论质量,g。
6)采用偏转法测试镀层的内应力[1]。使用条形阴极法,内应力的计算公式为:
式中F内为镀层内应力,N/cm2;E为基体材料弹性模数,N/cm2;δ为试片厚度,cm;δ1、δ2为任意两点的镀层厚度,cm;l为试片电镀面的长度,cm;l偏为试片自由端偏转幅度,cm。
2 实验结果与分析
六种品牌硫酸镍分别按照2.1工艺配方,配制成镀镍液,测试镀液与镀层性能,若未加说明,则镀液为未经预处理条件下所测。
2.1 赫尔槽试验
1)镀液未预处理。六种品牌硫酸镍的瓦特镍镀液赫尔槽试验(I=2A,t=10min),试片外观见图2。

图2 不同硫酸镍赫尔槽试片外观
由图2赫尔槽试片外观对比可知,在未引入杂质离子的情况下,六种品牌硫酸镍所配镀液的赫尔槽试片外观优劣较为明显,在试片表观上的反应主要体现于针孔的多少。由图2可知,C、E试片针孔最少,A、D、F试片针孔最多,且分布的区域较大,B试片也有部分针孔出现,而试片发雾情况相当。F试片的针孔细小而绵密,属麻点型针孔,即凹孔深度未至基材表面。造成针孔严重程度不同的原因,主要是六种品牌硫酸镍的产品品质的差异。
2)镀液预处理。六种品牌硫酸镍的镀镍镀液经过预处理。
a.将待处理液的pH调至3.0~3.5范围内;
b.分别向待处理液中加入6%H2O2各8mL,将低价态金属杂质(如铁)氧化成高价态,同时将有机杂质部分分解;
c.将待处理液加热至65℃,并在65℃条件下保持2h,使多余双氧水分解;
d.利用NaOH溶液将待处理液的pH调至5.6,使氧化后的高价金属形成沉淀;
e.向待处理液中分别加入1g粉状活性炭,搅拌2h,静置 24h;
f.过滤。过滤→静置12h→再过滤→再静置12h→再过滤;
g.调整静置过滤后溶液的pH为3;
h.电解。利用大阴极小阳极,以0.1A/dm2电解6h,直至瓦楞型阴极上镀层颜色均匀一致;
i.分析槽液成分,调整至标准工艺范围。
预处理后镀液进行赫尔槽试验,试片外观见图3。由图3分析可知,将A、B、D、F镀镍溶液预处理前后的试片以及未预处理的C、E试片比较,可知A、B、D和F镀镍溶液预处理后的赫尔槽试片中,高电流密度区的针孔有所减少,但针孔依然比未处理的C和E试片多。并且,预处理后镀镍溶液所得试片发雾范围比未预处理的试片窄。
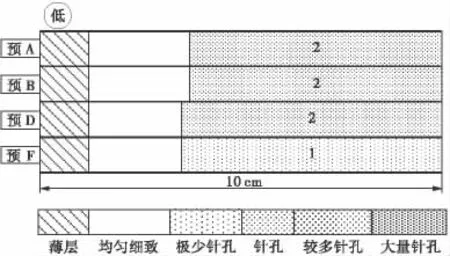
图3 镀镍液预处理后赫尔槽试片结果
2.2 分散能力测试
利用赫尔槽试验测试六种品牌硫酸镍的镀镍液的分散能力,结果见图4。

图4 硫酸镍与镀镍液分散能力关系图
由图4可以看出,六种品牌硫酸镍的镀镍液的分散能力稍有差别,其中试片C、E的分散能力稍好。
2.3 整平能力测试
利用粗糙度仪测试镀层与基材的表面粗糙度,计算镀液的整平能力。测试了A、B、C、D、E和F六种不同品牌硫酸镍的镀镍液的整平能力,结果见图5。
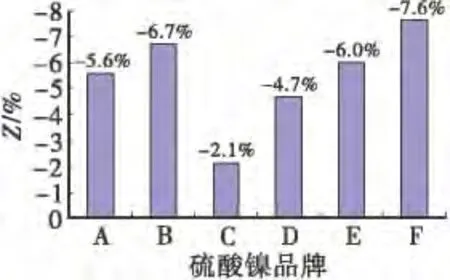
图5 硫酸镍与镀镍液整平能力关系图
由图5分析可知,六种品牌硫酸镍的镀镍液整平能力都表现为负整平,其中C试片镀液整平能力最强,因其杂质离子含量少,镀层表面针孔少,粗糙度较低,从而使镍镀层的整平能力最优。
2.4 覆盖能力测试
测试了A、B、C、D、E和F六种不同品牌硫酸镍的镀镍液的覆盖能力,测试结果见图6。由图6分析可知,六种品牌硫酸镍的镀镍液的覆盖能力差别较小,其中E品牌最好,A、B两种品牌硫酸镍瓦特镀镍液覆盖能力较接近,D品牌稍差,可能是某种有机物在低电流密度吸附时,阻碍了镍离子的沉积。

图6 硫酸镍与镀镍液覆盖能力关系图
2.5 电流效率测试
利用称量法测试镀液的电流效率。测试了A、B、C、D、E和F六种镀镍液的电流效率,测试结果见图7。

图7 硫酸镍与镀镍液的电流效率关系图
由图7分析可知,六种品牌硫酸镍的镀镍液均有较高的电流效率(均在98%以上),相互之间差别较小,其中C、E品牌的电流效率稍优于其它品牌镀液的电流效率,B品牌的电流效率稍差。
2.6 镀层内应力
测试了六种品牌硫酸镍镀镍在θ=50℃、pH=4.0时镀层的内应力,测试结果如图8所示。

图8 不同硫酸镍镀镍的内应力
由图8分析可知,六种品牌硫酸镍镀镍层内应力有较大差异,其中C、E品牌比较接近且最小,A品牌最大,D、F品牌稍小于A品牌,B品牌次之。因工艺条件保持一致,镀液中的杂质是促使内应力增大的主要原因之一。因A、B、D和F品牌硫酸镍4种硫酸镍溶解时表面有大量气泡,而C、E较少,可能A、B、D和F品牌硫酸镍含有机物较多,致使镀层内应力较大。
由于金属结晶有一定的变形或异相渗入,会产生一定的内应力,这种现象在镀镍过程中尤为明显。电镀层的内应力可分为两大类:一类使镀层体积有膨胀趋势的应力,称为压应力,另一类一类使镀层体积有收缩趋势的应力,称为拉应力,拉应力过大,使镀层开裂,而压应力过大,使镀层起泡,从而均导致镀层失效,在生产中要严格控制镀层的内应力。
3 结论
本文测试了六种品牌硫酸镍对电镀镍性能的影响,测试结果如下。
1)赫尔槽试验结果显示,A、B、D和F 4种品牌硫酸镍预处理针孔减少,C、E两品牌无明显变化,但针孔仍少于A、B、D和F品牌硫酸镍。
2)C品牌硫酸镍配制的瓦特镍液获取镀层内应力最小。
3)C、E品牌硫酸镍的分散能力、整平能力、覆盖能力和电流效率均优于其它品牌硫酸镍。
[1] 张景双,石金声,石磊,等.电镀溶液与镀层性能测试[M].北京:化学工业出版社,2003:71-132
