关于棚车车门故障产生的原因和解决措施的探讨
2014-12-03陈洁CHENJie
陈洁 CHEN Jie
(天津铁道职业技术学院,天津 300310)
(Tianjin Railway Technical and Vocational College,Tianjin 300310,China)
1 棚车车门故障情况介绍
棚车车门是车辆装卸中经常开闭使用的重要部件。车门是否开闭灵活在车辆运行中起到必可替代的作用,确保车门的检修质量对实现列车安全运行具有至关重要的意义。
天津修车车间2012年共检修P64系列车型420辆,车门故障情况见表1,故障图示如图1、2、3、4、5、6。

表1 2012年1月~2012年12月天津车辆段车门主要故障统计表

图1 轴承故障
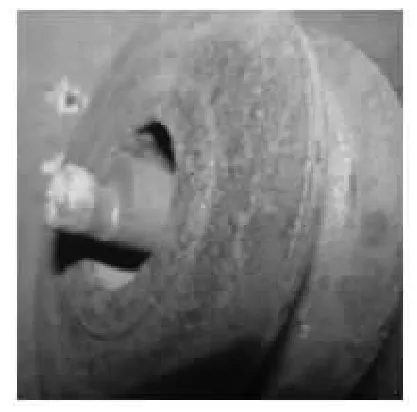
图2 轴磨耗严重

图3 轴与盒组装间隙大

图4 配件丢失

图5 门轴孔磨耗严重1

图6 门轴孔磨耗严重2
由表1可见:门轴磨耗及门轴孔磨耗严重故障占比分别为全部的8.8%、11.5%,因此门轴及门轴孔检修应作为车门检修的重点。
2 棚车车门故障原因分析
2.1 轴承故障。如图1所示,轴承主要故障为锈蚀,主要原因为各段检修时职工对滑轮轴注油不到位,个别甚至不注油,最终导致了轴承长期不注油而锈死。
2.2 滑轮轴与门轴孔磨耗严重故障。如图2、5、6所示,滑轮轴与门轴孔已经磨耗相当严重,从设计结构角度来分析,由于滑轮轴一头组装在门板孔内,门板厚度不足(4mm),门板孔由于厚度薄,像一把刀子一样时刻砍蚀着滑轮轴,在长时间运行晃动下最终导致门轴孔及滑轮轴磨耗严重;从配件制造角度分析,调查了10辆首个段修期棚车车门滑轮轴与滑轮盒组装间隙及门轴孔制造尺寸,其一发现滑轮轴与滑轮盒组装间隙偏大,个别局部间隙超过2mm,如图3所示,其二发现棚车门轴孔制造尺寸偏大,均在2mm 误差内,由于制造误差大,最终导致了车门运行中晃动量增大,加速了配件磨耗。
2.3 从检修角度分析,据调查各段对车门检修及试验标准普遍不高,未严格按照段规要求检修,普遍存在门滑轮不给油、门轴孔磨耗后不处理,滑轮轴严重磨耗后仍不更换的问题,在车门试验上就只主观认为能关闭打开一次就可以了的标准上,检修标准不高也是车门故障不能完全消除的主要原因。
2.4 从检修标准制定上进行分析,段规中对P64系列车门检修只有如下规定,即“3.5.3车门与门框搭接量小于10mm 时修理。3.5.5门锁损坏时更换、丢失时补装。3.5.10车门上部导向轮或下部滑轮架及轴折断、裂纹或滑轮与架抵触时更换,滑轮轴须注油。”可见段规中无对门轴孔、滑轮轴磨耗程度的检修要求及具体车门试验标准。
3 解决措施
3.1 严格落实检修工艺标准,对滑轮轴必须及时注油,保证轴承润滑良好。
3.2 建议增加段规工艺要求,其一加强滑轮轴与门轴孔磨耗程度检查,滑轮轴磨耗大于4mm 的必须更换,由于门轴孔磨耗后不易堆焊恢复原型,所以建议门轴孔磨耗大于3mm 的采取加强门轴孔板厚的方式进行加固,经实际测量发现门滑轮轴组装后轴端部露出门板内侧有8mm,所以建议在门板内侧使用厚度为8mm 的环形垫板(中央钻滑轮轴直径的圆孔)进行加固,四周满焊,这样不但增加了门轴孔板的厚度,又增加了支撑门滑轮轴的截面积,保证了门轴孔支撑固定滑轮轴作用良好,对滑轮轴减少因震动带来的冲击;其二加强车门试验,车门开关须灵活,开闭试验次数不少于两次;其三加强试验卡滞处理质量,更换门滑轮轴时必须保证同车门轴高度一致,杜绝产生偏移,不同心现象发生。
3.3 从配件制造质量上建议加强配件制造精度,缩小误差范围,其一对门轴孔及门滑轮盒孔的制造尺寸上,误差掌握在0.2mm 内;其二增加门轴孔壁厚度,厚度为12mm。
[1]铁运【2012】202号,铁路货车段修规程[S].
[2]铁运【2011】207号,铁路货车厂修规程[S].
[3]岳平.美国采用车轮缺陷检测设备[J].国外铁道车辆,1986(04).