百万核电汽轮机轴瓦制造中的问题分析
2014-12-03冀润景
冀润景
(中国电能成套设备有限公司,北京 100080)
我国作为全球核电建设规模最大的国家,面临大量发电设备需要国产化的情况。在国产化试制阶段,受技术引进方的限制及片面追求进度的影响,一些交付的设备存在一定程度的质量问题,这对整个工程的工期、质量造成影响。
作为汽轮机设备中的重要承载部件,轴瓦的制造质量直接关系到汽轮机的稳定运行。而在轴瓦制造中,巴氏合金浇注质量、合金与瓦体的结合质量都是衡量轴瓦质量水平的主要指标,特别是对大规格、结合力要求高的百万核电轴瓦而言,更是如此。本文针对首批百万核电汽轮机轴瓦制造中存在的质量问题,通过对巴氏合金浇注过程的各个环节进行分析,提出建议措施。
1 轴瓦制造中的质量问题
1.1 轴瓦的技术特点和制造要求
本机组汽轮机转子(一高三低)为双轴承支撑,全部8 副汽轮机轴瓦均为单油楔球面轴瓦。其中,2 副高压轴瓦规格分别为Φ510mm、Φ560 mm,6副低压轴瓦规格均为Φ785mm。轴瓦浇注巴氏合金,牌号为WL-2。合金层与轴瓦体结合强度要求为80N/mm2,明显高于一般轴瓦。
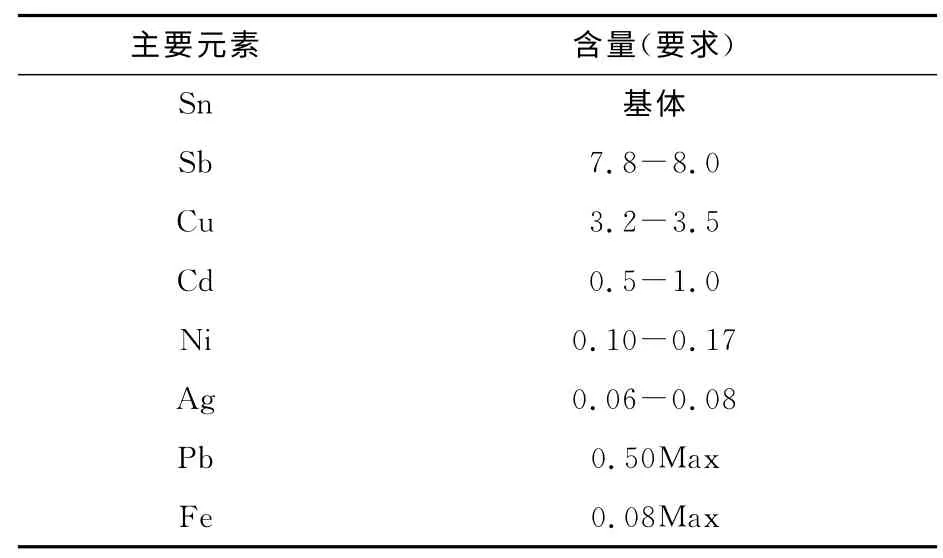
表1 WL-2合金的化学成分要求
浇注完成、冷却后,对合金表面分三次加工至最终尺寸,其中对上半瓦要进行偏心加工,每次加工后,都要对合金表面和端部、中分面结合部位进行超声波探伤和渗透探伤检查。
1.2 轴瓦制造中的主要质量问题
轴瓦承制厂家依据自主制定的工艺,在技术引进方有限的指导下进行试制,通过鉴定,给出了合格的结论。尽管首件试制成功,但通过全面的探伤检查,厂家实际生产的轴瓦暴露出大量问题,主要有:(1)上瓦偏心加工车去一定厚度合金后,顶部出现“裸露本体”的情况,该处合金和瓦体结合线上出现大量渗透探伤线性显示;(2)中分面和端面合金与瓦体结合部位渗透探伤线性显示;(3)合金表面大量超标的超声波探伤面积显示(主要是结合不良);(4)合金表面大量超标的渗透探伤圆形显示(主要是气孔)。以上问题如图1所示。

图1 轴瓦主要探伤缺陷
2 合金浇注过程剖析及探伤缺陷原因分析
合金浇注属于特殊过程,浇注工艺的合理性、工艺执行情况等对最终合金和瓦体的结合质量有着重大影响,而轴瓦的探伤缺陷恰恰显示出大量结合不良情况的存在。经验表明,结合不良的原因一般归结为工艺不合理或不能严格执行工艺。因此要解决轴瓦的质量问题,需从工艺着手剖析,分析工艺中存在的不合理情况以及工艺执行不到位的情况,以寻求解决问题的措施。浇注过程主要包括瓦体准备、挂锡、工装预热、合金熔炼、合金浇注及冷却等。
2.1 瓦体准备环节
瓦体材料为铸钢件,入厂后需进行120小时、650℃的脱氢热处理。之后在待浇注面加工出燕尾槽。在机加工完成规定时间内,进行挂锡和合金浇注。瓦体的准备阶段对后续挂锡质量、结合力有一定的影响,该阶段容易出现的问题有:
1)脱氢前粗加工留量较大,致使脱氢后加工量大,瓦体残余应力大,易变形[1];同时,实际生产中存在精加工阶段消缺补焊情况,而此时因结构原因已不能回火,影响脱氢效果。有其他厂家采用锻件瓦体,加工时基本不需挖补,相应的脱氢时间也短,并能保证脱氢质量。
2)挂锡前的瓦体表面处理不干净,使挂锡不均匀、不全面;另外,挂锡前表面粗糙度不能达标,使挂锡层变厚,影响挂锡质量。实践证明[2],粗糙度越大,锡层厚度越大。
3)因生产安排,不能在机加工完成规定时间内及时进行浇注,使表面形成氧化膜,这将影响锡与瓦体之间的结合力。因此若不能及时浇注,可采用先挂锡保护的方法,这样即使锡面出现氧化,也可通过颜色观察并处理。
2.2 挂锡环节
挂锡的作用是在瓦体和合金之间形成过渡层(FeSn-FeSn2)[3],以增强结合力。挂锡质量是影响浇注质量的关键因素,存在的主要问题包括:
1)工艺中给出的锡液温度范围过大,不易操作。工艺要求热浸方法挂锡,锡液温度控制在260~300℃。而锡的熔点为232℃,锡液温度若太低,高出熔点不多,流动性就不好。若太高,则易使挂锡表面氧化,且温差大会造成热应力大,形成不良的过渡层。不同的文献[2,4]中给出的锡液温度有所不同,应根据实际情况,优化工艺中的锡液温度范围。
2)工艺未给出对挂锡层厚度的控制措施。锡层虽有利于结合,但硬而脆,应尽量薄。过厚的挂锡层易氧化,结合力降低。一些工厂利用锡液流动性好的特点,采取垂直抖动方式,使锡层尽量薄。实践证明锡层厚度随粗糙度的改善和抖动次数增加而减薄。
3)工艺中未规定挂锡前预热瓦体。瓦体若不预热,因温差大造成热应力大,会形成不良的过渡层。但温度不宜过高,否则瓦体表面会氧化。具体预热温度应根据经验制定,有的文献给出温度为270~300℃[3]。实践也证明,厂家往往忽视挂锡前的预热。
4)未严格执行挂锡时间,导致挂锡不完全。
2.3 工装预热环节
浇注中工装的温度,会局部影响浇注质量,温度过高会使合金局部过热,不利于结晶;过低则过早结晶使随后的结晶过程不均匀。严重时使局部产生热裂倾向。因此对工装进行合适的预热非常必要,而实际浇注时,往往存在不能按工艺严格执行,忽视预热要求的情况。
2.4 合金熔炼环节
经调查分析,合金熔炼过程存在的问题有:
1)不能严格控制旧料的用量。往往受成本影响,回炉旧料的数量超过工艺要求。回炉旧料中的杂质可能对合金金相组织、硬度、夹杂物有一定影响,但不会直接造成脱胎。
2)熔炼、浇注温度(390~420℃)的范围不合理。巴氏合金液体冷却中,首先结晶析出针状ε相(Cu6Sn5),随后降温过程中方形结晶β′相(SnSb),β′相易偏析,先形成的ε相呈骨架状分布在液相中,防止β′上浮形成偏析。如果合金液体温度过低,则流动性差,浇注时易产生冷隔、气孔及砂眼缺陷;若过高,则会增加熔化过程中合金烧毁的可能性,并使合金组织粗大,影响力学性能。锡基合金的ε相结晶温度为370℃[5],一般浇注温度应高于初始结晶温度50~100℃。因此可在工艺规定范围内,使浇注温度接近420℃。
2.5 合金浇注及冷却环节
尽管经验表明,相对静态浇注、离心浇注能消除合金中的气孔、夹渣缺陷,得到更精细的组织[7],但因ε相比重大,受离心力作用会在结合部位聚集,产生较大偏析。曾有国内百万火电机组离心浇注轴瓦运行不满2年就发生合金层剥落的问题[8],原因是结合部位ε相比重过多,使合金变硬,韧性不足,在交变和冲击载荷下碎裂和剥落。本轴瓦结合力要求80N/mm2,远高于同类项目机组50~60N/mm2的要求,因此,只能采用静态浇注。该环节出现的问题有:
1)浇注方法不合理。采用直立连续浇注方法,合金层从液态冷却至固态时是作为一个整体,由于轴承合金WL-2(α=19.32×10-6)与瓦体ZG225-450(α=12.9×10-6)线膨胀系数相差大,在合金从固相线以下冷却到常温过程中,两种金属的收缩变形量不同,产生一定的内应力,可能导致结合不良。其次,结晶过程中ε相(Cu6Sn5)因比重大出现偏析,实践中曾出现过在下部取样进行化学分析时,铜含量明显过高。另外,浇注时下部首先凝固,上部液体因浇注空间面积大而且宽度窄,补缩距离长而来不及补缩,易造成缩孔和疏松。实践表明[6],采取间歇浇注的方法,能一定程度上解决或缓解上述问题。同时,还有厂家尝试底注方法,在解决补缩问题的同时,也能避免从顶部浇入时气泡不易排出的情况,改善浇注质量。
2)冷却方式不能起到效果。合理地控制各部位温度,是结合力达到要求的关键。通过对比试验,合理的温度如图2所示:瓦面中下部A 最低,由此向瓦面放散性升高,两边高于中部、上部高于下部,模具内表面温度应显著高于瓦面温度,一般应控制在250~290℃,这样可增大合金挤向瓦面的凝缩力,加强结合力。
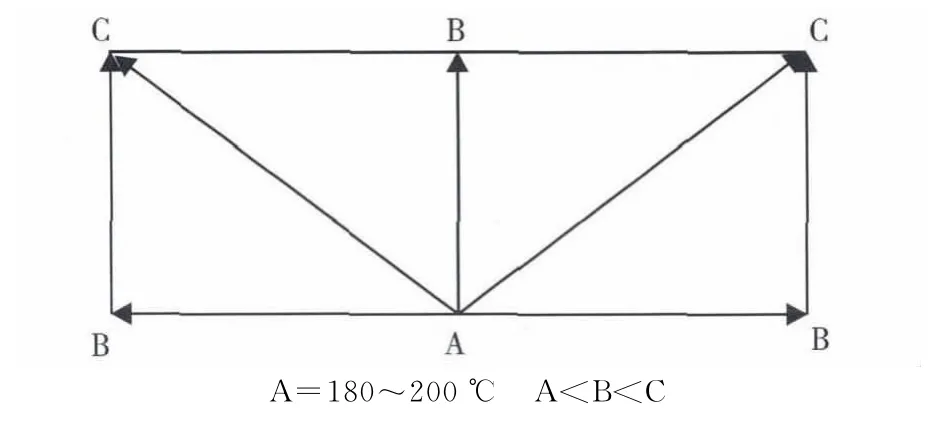
图2 冷却时合理的温度分布
而在实际浇注时按传统离心浇注方式用水枪喷水,无法控制温度分布。某工厂针对此情况,设计出一种半环形空心钢制水管,浇注时水管围绕瓦体背部布置,水管面向瓦背设置很多喷水孔,水由水管两头以一定的压力进入,从喷水孔中喷出进行冷却。而且,还可通过提升水管,达到不同高度的冷却,此工装一定程度上解决了冷却时的温度分布要求。
3)忽视一些细节。如工作衔接不好,未能保证挂锡后在5分钟内浇注,使得锡层可能出现氧化,影响结合,也使得瓦体浇注前245℃的温度难以保证。
2.6 其他方面的因素分析
1)设计结构不合理。如上瓦经偏心加工,加工时车刀正好位于燕尾槽边缘,车刀和燕尾槽边缘对合金共同作用,导致合金表面层被剪开或合金层处被压开,出现裂纹。后续升版了图纸,减少了偏心加工量,解决了此问题。
2)浇注时冒口不够高。冒口位置合金暴露在外表面,与内部相比应力少了一维方向,更容易脱胎。因此,适当增加冒口高度,浇注后通过机加工去除,可解决端面线性显示问题。另外,有厂家将上下瓦合成整圆浇注,使中分面不暴露,也能一定程度上解决问题。
3 改善措施建议
3.1 优化挂锡、浇注及冷却等关键环节的工艺要求
在工艺中应明确在挂锡前预热瓦体,以及在挂锡后通过抖动减少锡层厚度的要求,并通过工艺试验,优化挂锡温度。调整浇注方法,选用间歇式浇注或底注;调整冷却用装备及方式,确保按自下而上顺序凝固;优化合金熔炼、浇注温度;浇注时适度增加冒口高度或采用上下半整体浇注。
3.2 严格执行工艺要求
尽量保证在规定时间挂锡浇注,如实在不能保证,则至少应先挂锡保存。确保挂锡表面的加工粗糙度符合要求;严格执行工艺所要求的挂锡时间。确保按工艺要求执行工装预热。
3.3 其他建议
合理设计脱氢前的加工留量。选用质量好的轴瓦体铸件,也可选用锻件;加工时注意控制走刀方向、走刀速度和吃刀量。加强轴瓦制造过程各个环节的质量监督。
4 结论
本文通过对国内某百万核电汽轮机轴瓦制造过程中探伤发现的质量问题进行总结分析,剖析了影响轴瓦最终质量的关键工艺,即巴氏合金的浇注过程各个环节的工艺重点和难点,在此基础上分析了本项目汽轮机轴瓦合金浇注工艺及其执行中存在的问题,并进一步提出了改善措施和建议。
随着核电汽轮机组容量的不断增大以及设备质量要求的不断提高,高结合力要求的巴氏合金轴瓦的应用将会成为趋势,本文从工程实践出发,对合金浇注这一特殊工艺环节进行的经验反馈,将为提升百万核电汽轮机轴瓦的国产化质量提供具有重要价值的建议。
[1]周建龙.影响巴氏合金结合力的因素和改进措施[J].汽轮机技术,1999(6):380-382.
[2]吴铁生.影响离心浇注巴氏合金轴瓦粘结不牢的因素分析[J].特种铸造及有色合金,1996(4):46-48.
[3]盛含香.浇注巴氏合金轴瓦的工艺实践[J].现代零部件,2005(2-3):111-113.
[4]耿建成.巴氏合金浇注过程中的温度控制[J].热加工工艺,2003(5):63.
[5]邱艳芳.如何提高轴承合金浇注质量[J].通用机械,2008(3):81-82.
[6]邱洪波.巴氏合金轴瓦的直立间歇浇注及其特点分析[J]水泥工程,2011(4):56.
[7]郭亚希.铸造方法对巴氏合金组织及性能的影响[J].河南大学学报自然科学版,2009(4):8-11.
[8]唐丽英.某超超临界发电机组汽轮机巴氏合金层剥落原因分析[J].理化检验物理分册,2010(46):207-210.
