Sauter 系列伺服刀塔调试
2014-12-02沈阳机床集团成套设备有限责任公司辽宁110142吴剑英
沈阳机床(集团)成套设备有限责任公司 (辽宁 110142)孙 娜 吴剑英
Sauter (邵特)伺服转塔的应用相当广泛。随着我国制造业的如日中天,机床行业正迅猛发展。转塔是数控车床的核心部件,随着数控机床技术的发展,转塔刀架更新换代也很快,数控车床的附件产品也需要随之更新换代。由原来的液压转塔刀架、霍尔元件控制的电动转塔刀架、编码器控制的电动转塔刀架,发展到今天,已经被伺服转塔刀架所代替。伺服转塔刀架的特点是:转位速度快、转位精度高、稳定性好、维修方便、应用逻辑简单明了、易于生产厂家设计人员、维修人员掌握,是当今新数控车床设计和旧数控机床翻新改造的首选刀架。下面的文章针对数控车床12 工位转位调试。
1.伺服转塔及驱动的连接
伺服转塔及驱动的连接如图1、图2 所示。
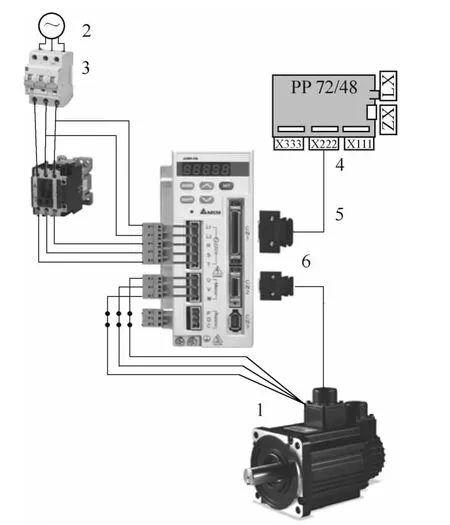
图1
2.调试前检查
(1)按照图1、图2 检查接线,确保接头拧紧勿虚连。
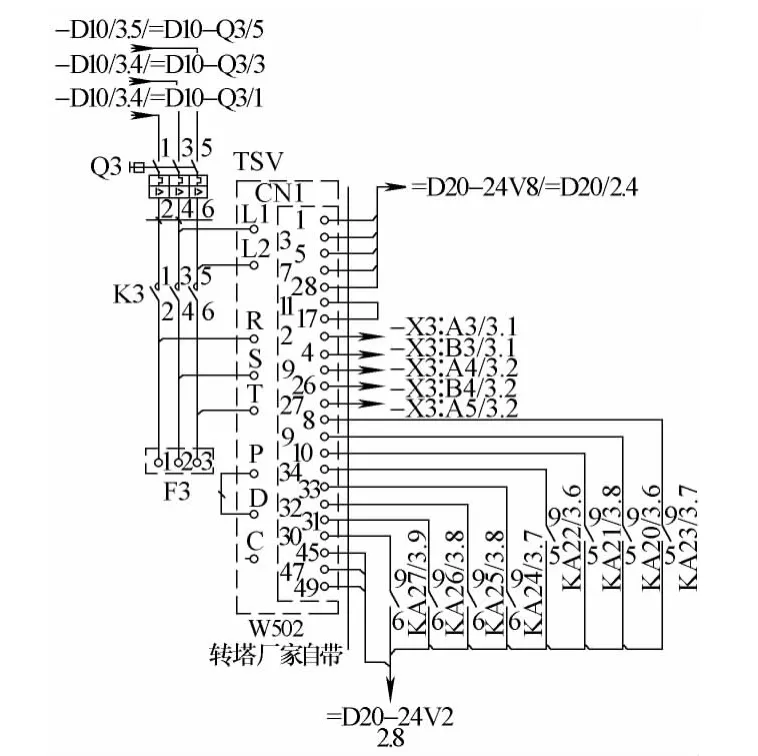
图2
(2)检查刀塔压力表,刀塔加工时,油压夹紧压力要保持住,油压在45~55MPa。
(3)确保刀塔驱动与刀塔的对应(供应商已经根据要求设定其中一些参数)。
3.参数表调整注意事项
(1)P1-44 为齿轮比设定,216 参数设定为54、220 参数设定为72。
(2)P1-50 为原点复归大偏移补正参数0 或1 (1等于P1-51 参数值的10 000)。
(3)P1-51 为原点复归小偏移补正参数0~10 000 (当设定值大于10 000 或小于0 时请修正P1-50)。
(4)P2-46 为刀位选择,12 刀参数设定为12,8刀参数设定为8。
(5)P4-05 为JOG 寸动,参数设定值为寸动速度建议设定范围100~200。
(6)P4-07 为显示DI 输入信号。
(7)P4-09 为显示DO 输出信号。
(8)更改以上密码之前都需先更改P2-08,P2-08 是密码保护,是为维护产品,避免客户不当更改参数下导致驱动器及刀塔损坏,如须密码修正参数请洽刀塔售服人员。
4.刀塔原点确认
(1)刀塔锁紧状态。
(2)刀盘锁紧盘,刻度“1”在12 点钟位置。
(3)S1 原点接近开关输出电压为0V (P4-07 DI5 显示“1”)。
(4)S8 锁紧信号接近开关输出电压24V。
(5)分水盘与分水环之间的刻度对齐。
5.刀塔原点偏移处置程序
以下为VDI 刀盘偏移时,伺服驱动器调整的步骤:
(1)调整偏移时控制2 个参数,分别为P1-50 及P1-51。P1-50 为粗调 (控制伺服电动机旋转的圈数),单位为圈;P1-51 为微调(控制伺服电动机旋转的脉波数),单位为脉波/PULSE;伺服电动机总偏移数=伺服电动机旋转圈数+伺服电动机旋转脉波数,1 圈=10 000 脉波数。例如,P1-50 设为1;P1-51 设为7 300,总偏移量为1 (圈)+7 300 (脉波)=17 300 脉波数。
(2)一般伺服动力刀塔在出厂前,偏移量皆先设定完成,如要调整,视客户端实际需求调整数值:偏移角度大时,设定P1-50 为0~1 (调整建议值);偏移角度小时,设定P1-51 为1~9 999 (调整建议值)。

图3 伺服驱动器开启画面
(3)参数调整数值加减的判断:VDI 刀盘右偏时,数值要加大;VDI 刀盘左偏时,数值要减少。

图4 按下MODE 钮显示画面

图5 按下SHIFT 功能切换钮

图6 按上下的箭头调整参数
(4)偏移量为机械原点和伺服电动机原点的偏移距离(初始设定为0,视电动机安装后原点位置作适合调整);P1-51 调整时建议以100 为单位调整,可以比较快速调整到需要的位置;伺服驱动器各项参数调整完后,切记要将驱动器电源重开,不然新输入的数值不会写入驱动器。
