车铣标准圆方铣削加工界面开发
2014-12-02齐重数控装备股份有限公司黑龙江齐齐哈尔161005安保钢
齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161005) 安保钢
1.变量GUD 定义
整理车铣系列机床标准圆方铣削加工的相关参数,考虑到编程方便将参数设置为变量。将自定义的变量存储在GUD4 文件中,设置变量及含义如附表。

设置变量及含义表
2.编写车铣程序
(1)铣削标准圆加工程序

3.车铣界面制作
在PC 上应用Easy Mask 软件编辑界面程序,使用文本编辑器编辑INI 和TXT 文件即可完成画面的设计,访问NCU 和PLC 变量。
(1)在主菜单中定义“铣削加工”软键,使得点击该软键时系统显示铣削加工主界面。
由于主菜单中第1 到第6 个软键已用于加工,调试等功能,第7 个软键是空白的(可用的),可用此键激活EasyMask,需要修改ADD -ON REGIE.INI如下:

(2)在Add -on EASYMASK EM2 目录下的EM.INI 文件中输入数据可定义“铣削界面”软键下级界面的24 个软键的文本和光标的响应。


上述语句定义了在铣削界面中设置的软键“主界面”、“铣圆”、“铣方”、“参数修改”、“参数确认”,且点击该软件时可实现相应的功能,如点击“铣圆”可将界面切换至铣圆操作界面,点击“参数修改”可应用键盘输入数据对界面中参数进行修改。
(3)在铣削界面中定义主界面,铣圆和铣方三个界面,分别应用名为MASK01、MASK02、MASK03的INI 和TXT 文件编辑相应界面的图片,文本和数据变量。从而实现在界面中修改参数即可指导加工的功能。
每个画面都有一个对应的MaskXX.TXT (XX=01.24),它包含了该画面中的所有文本,如Mask02.TXT 中定义了铣圆界面的所有文本。

每个画面都有一个对应的MaskXX.INI 文件,它包含了数据,文本,直线,图标,动作的描述。
(4)将应用Easymask 编辑完成的文件Add -on,变量文件GUD4,加工程序MPF 文件传入数控系统中,验证界面正确性,并进一步完善界面。需要注意的是系统仅识别Add-on 目录下的文件,因而不可随意更改该文件名称。
(5)完成界面如图1、图2、图3 所示。应用所开发的标准圆方铣削加工界面的操作方法简单直观,按下纵向软键“参数修改”,可输入数据,然后按INPUT 键确认,最后按“参数确认”键即完成参数修改操作。
4.车铣界面应用
选择零偏:参数2 代表选择G54 坐标系,3 代表G55,4 代表G56,5 代表G57 (见右侧提示)。

图1 车铣加工主界面

图2 铣圆界面

图3 铣方界面
铣主轴方向:参数3 代表正转,4 代表反转(对应程序代码M3 和M4)。
铣主轴转速-r/min:加工中铣主轴的转速。
端面铣削功能需机床具有可用于分度及进给功能的C 轴及用于铣削动力的铣主轴。通过特定的系统功能可实现端面整圆、方形的加工。使用一个直角坐标系,数控系统将编程设计的直角坐标系,转换成实际情况下各轴的运动,主主轴变为回转轴,垂直于旋转轴的横向进给轴与回转轴联动形成纵向进给轴的运动(见图4、图5)。
点击程序启动按键后,回到机床加工界面,在Auto 自动方式下当前运行程序显示区显示运行程序为铣圆程序XY.MPF,此时点击机床操作面板上的循环开始按键即可开始加工。
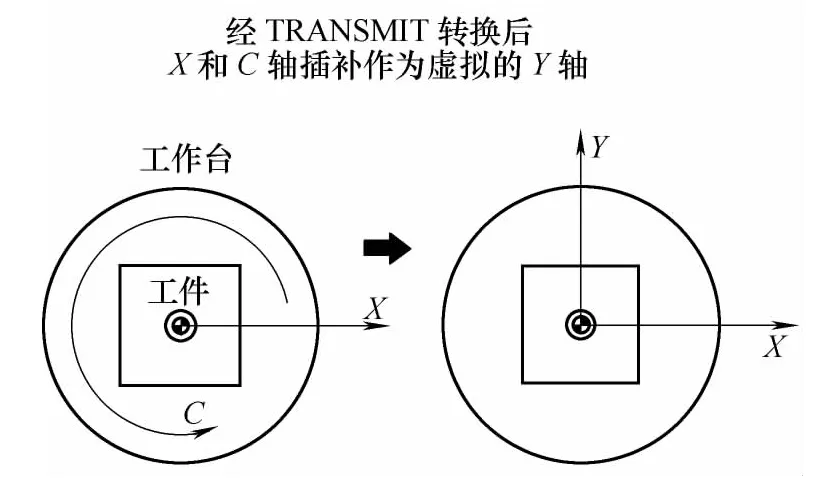
图4
5.结语
应用MMC Easymask 软件开发标准圆方铣削加工界面,并且在西门子840D 系统上完成验证,能够达到试验预期功能。标准圆方铣削加工界面配有加工示意图,中文操作界面简洁直观,配合编写的车铣界面使用教程易学易懂。用户可以按照界面提示修改参数进行圆方铣削加工操作,避免了操作者进行复杂和重复的编程,可提高了生产效率,具有很强的实用价值。

图5
