五层自循环干燥器和宽体窑在陶瓷砖行业的研究应用*
2014-11-26荆海山吴俊良
熊 亮 荆海山 吴俊良
(广东摩德娜科技股份有限公司 广东 佛山 528222)
前言
近年来,陶瓷砖的产量越来越大,抛光地砖的单条生产线产量已突破38000m2/d,砖的烧成燃耗仅为570kcal/kg砖左右(燃料为水煤气),这在4年前是不可想象的(2009年新增抛光地砖生产线的产量约为15 000m2/d左右,烧成燃耗超过了700kcal/kg砖)。抛光地砖在产量、单位燃耗等方面取得巨大的突破,除了工艺配方改进的因素外,关键是节能宽体辊道窑和高效五层自循环干燥器技术的成熟。从2012年开始,这两款新装备已经成为了行业热门装备和陶瓷企业新增生产线的首选,推动了陶瓷砖行业的健康发展。
在2010年及以前,抛光地砖宽体窑基本处于探索、研究、试用阶段;2011年,有部分陶瓷企业选择了宽体窑和多层干燥器,部分陶瓷企业开始关注;2012年,这两项装备逐步获得了陶瓷行业的认可;2013年,宽体窑及多层干燥器在国内陶瓷砖行业的销售达到了巅峰。从广东摩德娜科技股份有限公司(以下简称摩德娜公司)的业绩也可以看到这一发展趋势:2010年,宽体窑及配套装备的销售额占摩德娜公司销售额的15.7%,2011年为16.2%,2012年达到了35.8%,2013年超过了70%。宽体窑和多层干燥器获得了众多陶瓷企业的青睐,其原因笔者分析如下:
1 技术特点
现以摩德娜公司高效五层自循环干燥器和节能宽体窑为例进行介绍。
1.1 多层干燥器
1.1.1 基本概念
通道超过2层的干燥器称之为多层干燥器,抛光地砖产量超过20000m2/d的干燥器通常采用五层自循环干燥器,如图1所示。

图1 五层辊道式干燥器一侧
1.1.2 技术特点
1.1.2.1 节能显著
当单、双层干燥器和五层自循环干燥器都不利用冷却余热及烟气余热时,五层自循环干燥器燃耗仅为1250~1600kcal/kg水,而国内常规干燥器(一层或双层)的燃耗为2500~3000kcal/kg水,两者相比较,五层自循环干燥器干燥坯体的单位燃耗低50%左右,其主要原因是:自循环结构提高了热利用率、干燥速度快、排湿量少且排出温度低、框体散热面积小等。如果将窑炉烟气和冷却余热全部利用,该干燥器几乎可以不使用燃料。
1.1.2.2 干燥效率高
在干燥800mm×800mm抛光地砖时,五层自循环干燥器的干燥周期可控制在30~40min,而国内常规干燥器的干燥周期一般为50~60min,因此五层自循环干燥器的干燥效率可提高40%以上。
1.1.2.3 干燥缺陷少
与双层干燥器相比,五层自循环干燥器内的砖坯运行速度较慢(五层循环干燥器砖坯的线速度为双层干燥器的2/5),受热均匀且受热时间长,几乎没有机械破损和开裂缺陷。当干燥800mm×800mm抛光地砖时,使用五层自循环干燥器的合格率可达99.5%以上,而采用国内常规干燥器合格率一般在99%以下。
1.1.2.4 参数变化快
根据坯体特点,该干燥器的每个标准模数段在长度为2.8~4.9m处设置一个燃烧机和循环风机,整个干燥器设置1套或2套独立的排湿系统,不仅每节的温度可以自动调节,且每节热风的湿度也可以通过排湿量灵活调节。该干燥器的参数变化后能够快速稳定,对于频繁转换产品的陶瓷企业具有明显的优势。
1.1.2.5 生产稳定性好
该干燥器设有燃烧机和循环风机独立控制的供热系统以及独立的排湿系统,只使用部分冷却余热,窑炉与干燥器之间相互干扰少,生产过程中稳定性较好。
1.1.2.6 占地面积小
该干燥器占地面积小,长度只有双层干燥器的40%。除此之外,该干燥器将风管设计在内部两侧,结构紧凑,外形美观。
1.1.2.7 工作环境好,设备寿命长
五层自循环干燥器主要利用窑炉冷却余热(少部分使用烟气),以湿热气体循环为主,因此干燥器内的坯体不需要大正压(一般为5Pa左右)、高温度(一般在150℃左右)干燥,热气逸出量也较少。
而双层干燥器一般在前段利用窑炉烟气(含有一定湿度可达到高温高湿,可以减少裂砖),后段利用冷却余热,依靠高正压(20Pa以上)来缩小温差,以高温(最高达250℃)热气“慢焖干”(不循环)。其结果导致整个车间充满刺鼻的烟气,干燥器周围的环境温度较高,烟气中的硫从干燥器泄漏出后不仅会迅速腐蚀金属框架,还会腐蚀房屋的框架钢材,致使工作环境比较恶劣。
1.2 节能宽体窑
1.2.1 基本概念
所谓宽体窑是相对概念,对于抛光地砖而言,是指通道的横截面内宽(高温区两侧内壁之间的距离)超过3m的窑炉,如图2所示。

图2 宽体窑出砖(每排3片800mm×800mm砖)
1.2.2 技术特点
1.2.2.1 产量高
与普通2.5m内宽的窑炉(目前使用的主流抛光地砖旧生产线)相比较,内宽超过3m的窑炉,每排可以进4片600mm×600mm砖(内宽为2.5m的窑炉每排进3片),或者每排进3片800mm×800mm砖(内宽为2.5m的窑炉每排进2片),在窑长和烧成周期相同的情况下,600mm砖的产量可以增加33.3%,800mm砖的产量可以增加50%,极大地提高了产能和效率。
1.2.2.2 节能措施多
将砖坯冷却带的大量热空气通过助燃风机进、出口“接力”加温,提高助燃风温度至250℃并实现自控,稳定可靠;集成保温新技术和新材料(如纳米保温绝热材料)成功将窑墙厚度减薄了20%,外表温度降低了5%;综合燃耗可节省10%以上。
1.2.2.3 温差小
设计出等温高速烧嘴和纵横交错的多孔喷火分流器结构改变了火焰流向,缩小了烧成截面的温差;并研发出自由移动的“急冷弯管”调节急冷区截面温差技术,这些技术将窑内的截面温差控制在5℃以内,解决了产品色差和变形等问题。
1.2.2.4 传动好
除采用高强度高温辊棒外,还利用“弧形”辊棒纠正砖坯走向,解决了因窑炉长和宽度加大后产生的砖坯挤压和变形问题。
2 多层自循环干燥器与宽体窑连线搭配的运行情况
摩德娜公司以五层自循环干燥器和宽体窑连线搭配使用已有多年,综合技术处于行业领先水平,尤其在抛光砖和全抛釉烧成方面,有很多的成功案例。多层干燥器与宽体窑连线搭配如图3所示。

图3 多层干燥器与宽体窑连线搭配
五层自循环干燥器与宽体窑连线搭配案例如下:
2.1 基本参数
五层自循环干燥器长50.4m,内宽3.2m,2台并排布置;窑炉长399m,内宽3.15m。
2.2 运行参数
2.2.1 五层自循环干燥器
干燥周期为38min,干燥产品39000m2/d。
2.2.2 宽体窑
烧成周期为32.64min,干燥产品38500m2/d。
2.2.3 合格率
使用五层自循环干燥器的产品合格率为99.5%。
2.2.4 干燥器和窑炉综合能耗
1)燃耗:燃料为水煤气时,以800mm×800mm砖进行测算,煤耗为3.3kg煤/m2砖,每公斤煤气化后约为3Nm3水煤气,热值为1450kcal/Nm3,砖烧后单重约为25kg/m2,单位综合耗热约为574.2kcal/kg砖(或82kgce/t砖)。
2)电耗:干燥电耗约为0.0035kW·h/kg砖,烧成电耗约为0.01kW·h/kg砖,综合电耗为0.0135 kW·h/kg砖。
3 多层自循环干燥器与宽体窑连线搭配方案的显著优势
为了降低生产和管理成本,各陶瓷砖企业在新增生产线时首先考虑的是单线产量因素。如抛光地砖,要求超过30000m2/d或产量更高(一些旧生产线产量仅为10000m2/d左右)。此时,多层干燥器和宽体窑以其产量大、效率高、布置紧凑等特点成为最佳组合,其主要优势如下:
3.1 产量高
宽体窑与普通2.5m内宽的窑炉相比,800mm砖产量可增加1.5倍。而干燥器的层数越多,产量也越大。如五层自循环干燥器,在同样内宽、占地面积接近、相同干燥周期的条件下,比双层干燥器(目前使用的主流抛光地砖旧生产线)的产量高2.5倍。
3.2 占地面积小
由于厂房结构、工艺路线不同,单条瓷砖生产线所有设备的占地面积和所用厂房也不相同。为了直观,下面仅以窑炉和干燥器自身占地面积进行比较(输送线及其功能设备除外)。
3.2.1 多层自循环干燥器与宽体窑搭配方案
以摩德娜公司设计、制造的日产800mm×800 mm抛光地砖38000m2的单线装备为例:使用2台五层自循环干燥器,单台长度为50.4m,内宽为3.2m,框架和风管(布置于框架内两侧)占地宽度(含电机)为4.5m,2台占地面积总计为453.6m2。
所使用窑炉为单层,长度为399m,内宽为3.15 m,框架和两侧风管的占地宽度为6.01m,占地面积约为2398m2。
3.2.2 双层干燥器与内宽2.5m窑炉搭配方案
假设单线日产量达到38000m2,在相同干燥周期的条件下,若窑炉内宽为3.2m,双层干燥器长度将达到252m,框架和风管(布置于框架外两边)占地宽度为4.8m;占地面积约为1209.6m2。
假设窑炉为单层,窑内宽度为2.5m,在相同烧成周期的条件下,要达到日产38000m2,那么窑炉长将达到598.5m(由于砖坯线速度将超过10m/min,因此目前难以达到这样的长度),框架和风管占地宽度为5.36m(假设窑墙保温层厚度相同),占地面积约为3 208m2。
3.2.3 两种干燥器和窑炉搭配方案占地面积比较(见表1)
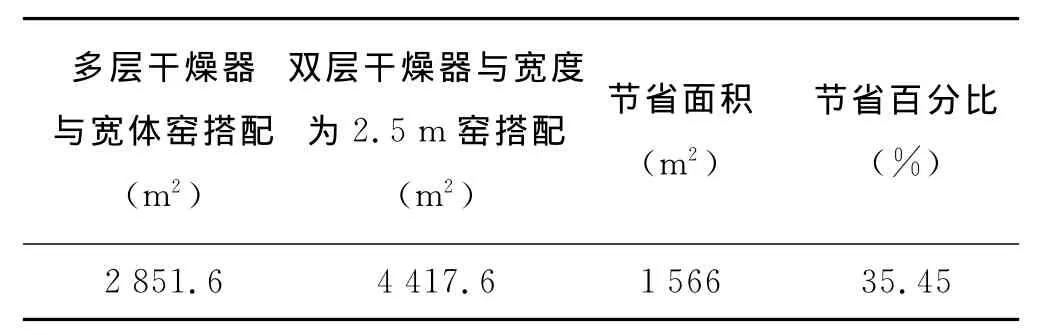
表1 两种干燥器和窑炉搭配方案占地面积比较
从表1可以看出,多层干燥器与宽体窑搭配方案比双层干燥器与窑内宽度为2.5m窑搭配方案占地面积节省35.45%,如果加上输送线等设备,节省面积将会更多。
除此之外,要达到高产量,双层干燥器和窑内宽度为2.5m窑炉长度都会很长,在相同干燥、烧成周期的条件下,砖坯运行线速度太快,不确定因素就会增加。如果采用两条生产线,占地面积更大,投资和管理成本将会大幅增加。这在土地日益紧张且价格较高的地域,该方案的优势比较明显。
3.3 节约能耗
目前,摩德娜公司生产的五层自循环干燥器以自循环结构为基础,排放温度低,热量散失少,加上每层空间小,热气与产品接触充分、均匀,热散失也少,因此节能效果显著。
而在相同产量的情况下,生产尺寸为800mm×800mm砖时,窑内宽度为2.5m窑比宽体窑的长度要长50%,给传动走砖带来了较大难度。由于窑炉过长,高温带正压大,热损失严重,燃耗增加;而排烟区负压较大,漏风严重,导致温差增大。为了平衡窑压,需选择较高压力的排烟风机,因此耗电量增加(见表2)。
从表2可以看出,多层干燥器与宽体窑搭配方案比双层干燥器与窑内宽度为2.5m窑搭配方案节能效果好。
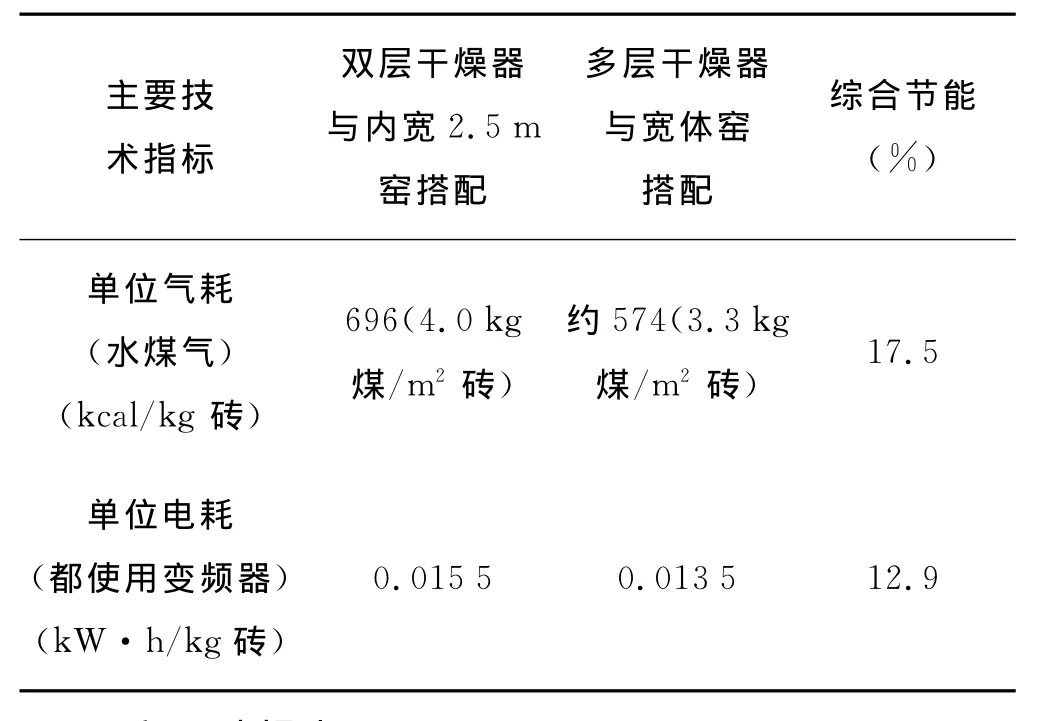
表2 两种方案能耗数据对比表
3.4 产品破损少
砖坯在运行中会出现一定比例的破损,尤其是在干燥过程中更为明显。从上述计算可以看出,当单线抛光地砖的日产量达到38000m2时,2台五层自循环干燥器的长度都为50.4m,而双层干燥器长度为252 m。在相同条件下,五层自循环干燥器内的砖坯线速度仅为双层的20%。即使采用1台五层自循环干燥器,其砖坯线速度也只有双层的40%。运行速度慢,意味着砖坯之间撞击力(砖坯与砖坯、砖坯与辊棒摩擦)减小,产品破损率降低。
3.5 操作人员劳动强度降低
在日常生产中,为了维护设备正常运转,操作人员必须24h围绕干燥器和窑炉不间断巡视。按上述计算数据,在相同样产量情况下,窑内宽度为2.5m窑宽体窑比长1.5倍,双层干燥器比五层自循环干燥器长2.5倍。采用此搭配降低了操作人员的劳动强度。
4 结语
多层干燥器与宽体窑搭配方案比双层干燥器与窑内宽度为2.5m窑搭配方案的综合优势十分明显,尤其是五层自循环干燥器搭配宽体窑。我们希望陶瓷企业多做比较,上新生产线时择优选择干燥器和窑炉搭配方式;在条件允许时,及时淘汰现有产量低、能耗高、占地面积大、合格率低的旧产线上的干燥器和窑炉,加速陶瓷企业转型升级。
