喷雾干燥器全自动控制技术应用探讨*
2014-11-26张胜利
张胜利 李 婷 杨 松 王 林 燕 子
(咸阳陶瓷研究设计院 陕西 咸阳 712000)
1 人工操作存在的问题
我国虽然是陶瓷生产大国,产销量位居世界第一,但并不是技术强国,尤其是在生产装备的自动化技术方面。目前我国建筑卫生陶瓷企业,在湿法造粒喷雾干燥器生产线中,绝大部分采用人工操作,然而这种方法存在以下问题:
1)粉料取样采用微波炉烘干称重测量,数据准确度不高。微波炉加热一般需要4~5min,不但加热时间较长,还存在温度过高和加热不均匀现象,不能准确反映粉料水分的真实状况。
2)测量采用抽检方式,不能全面地反映粉料水分分布情况。测量时间长,不能为实际操作人员提供实时的参数依据,不易及时控制。
3)现场人工记录的参数不可靠、不准确,给企业的管理和考核带来困难。
4)采用人工操作的方式,人力成本高;喷料初期不稳定时间长,资源浪费大,不能顺应当前国家严格控制节能降耗的标准规范。当粉料水分有偏差时,人工调节波动大,调节时间长,粉料品质得不到保证。
针对以上存在的问题,我院对喷雾干器塔智能全自动控制系统技术进行了研究。
2 喷雾干燥器自动控制系统的优点
喷雾干燥器自动控制系统主要实现粉料水分的在线控制。其自动控制系统的优点主要有:
1)系统采用在线水分测量仪进行粉料水分的监视。在线水分测量仪按时间设定值持续显示粉料水分含量,能实时反映粉料的含水率。采用在线测量,所有粉料都通过检测设备,能全面反映粉料水分的分布。
2)在线粉料水分测量仪精度高,测量准确。
3)系统具有粉料水分超限报警实时记录功能,并实现自动定时报表输出。
4)系统根据在线测量当前的水分值,采用动态趋势控制的观点,实现了水分的真正在线控制。
5)系统根据粉料水分及热风炉出口温度计算后,输出信号来控制燃油或燃气流量大小,进而将含水量控制在规定范围内。
6)系统中粉料水分的控制是一个大时延、大滞后环节,系统加入热风炉出口温度与粉料水分值组成一串级控制系统,改善了系统的动态特性,使系统具有较好的控制效果。
7)自动调节与手动调节相比,有着调节精度高、响应快、效果好等特点。图1为人工控制与自动PID控制调节效果对照图。
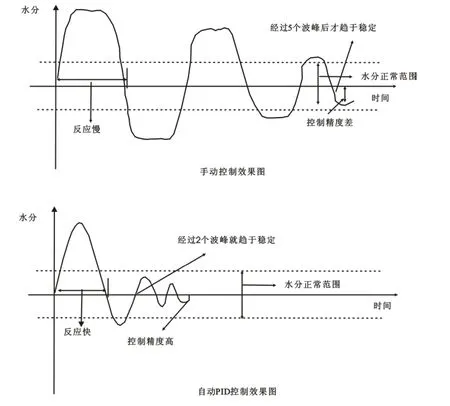
图1 人工控制与自动PID控制调节效果对照图
3 喷雾干燥器全自动控制系统的组成及功能
喷雾干燥器全自动控制系统由温度控制子系统、供浆控制子系统、燃烧控制子系统、负压控制子系统及平台系统6部分组成,其功能如下:

图2 温度控制子系统框图
3.1 温度控制子系统(见图2)
该系统负责将喷雾塔内的温度控制在规定的范围内,当水分偏差超过规定范围时,将塔内温度进行相应的升高或降低操作(必须在已安装在线水分仪的前提下)。
通过温度传感器接收现场的温度信号,同时接收在线水分仪所检测的粉料水分信号。当水分变化超出控制范围时,水分增大,应升高塔内温度;水分减小,应降低塔内的温度。同时,该系统根据温度的变化需求输出指令给燃烧控制子系统,使其进行相应的调节。
3.2 供浆控制子系统(见图3)
当水分波动不大时,可通过控制浆料的流量来控制粉料水分,并可通过供浆压力的大小来控制粉料的颗粒级配。

图3 供浆控制子系统框图
该子系统通过控制供浆压力来控制粉料的水分。若水分含量增大,则减小供浆压力;若水分含量降低,则增大供浆压力。该子系统还具有喷枪堵塞自动检测功能,发现喷枪堵塞时系统会自动报警。

图4 燃烧控制子系统框图
3.3 燃烧控制子系统(见图4)
当喷雾器内的温度需要升高或降低时,该系统控制热风炉的燃油或燃气供给,同时控制合理的风油比或风气比,确保安全优质的燃烧。
该子系统接收温度控制子系统来的控制信号,当温度需要升高时,应增加燃烧器油阀或气阀的开度;当温度需要降低时,应减小燃烧器油阀或气阀的开度。同时,当油阀或气阀动作时,风门挡板开度也应随之进行相应的比例调节,以确保燃烧的经济性。
3.4 负压控制子系统(见图5)

图5 负压控制子系统方框图
为保证粉料大小颗粒的合理,特别是减小微粉颗粒的影响,干燥器内需要保证一定的负压,该子系统确保将负压控制在规定的范围内。
该子系统通过压力传感器来检测喷雾塔的负压,当压力升高时,需要开大引风机的抽力,反之则减小引风机的抽力。
3.5 启停控制子系统
该子系统负责整个系统的启停操作。通过逻辑控制和联锁保护实现系统的自动起停及故障保护。
3.6 系统平台
系统平台通过硬件及软件系统实现以上各子系统的控制功能,包括数据输入输出卡、工业控制软件等。此子系统是整个系统的核心,以上所有子系统都是在这个系统平台上实现的,以达到喷雾干燥器造粒的全自动控制。
4 喷雾干燥器全自动控制系统实施的可行性
喷雾干燥造粒工艺是以喷雾干燥器为主体,并附有供浆系统、热风系统、除尘系统及控制系统等构成的设备。工作时,泥浆由柱塞泵压送到雾化器将泥浆雾化成细滴,进入干燥器内受到热空气干燥脱水,颗粒受重力作用下落,带有微粉及水气的空气经旋风分离器收集微粉,再经过水浴、除尘后从排风机排出。要控制好粉料的稳定性,喷雾塔内的进出风温度、风量、泥浆的压力以及泥浆的含水量等是关键要素,因此喷雾干燥塔的控制也是一个多因素变量的模糊控制系统。
喷雾干燥系统长期以来不能实现自动控制的原因是:喷雾塔粉料的品质无法得到在线检测;控制系统软硬件及设备的稳定性和可靠性较差。自从在线水分测量仪在喷雾干燥系统使用和自动控制元件诸如传感器等硬件质量技术的不断提高,喷雾干燥器自动控制系统的应用就成为现实。从技术方面来看,喷雾干燥系统的结构简单,控制的对象主要为热风炉的燃烧器和泥浆柱塞泵的压力。应尽可能避免堵枪现象,此外还要严格按操作规程以防出现意外情况。因喷雾干燥塔体积较大,热惯性大,自稳定能力强,所以目前的技术完全能够满足该自动控制系统的运行。
5 自动控制技术的经济效益
1)自动控制喷雾干燥器系统生产的粉料质量高,既提升了陶瓷最终产品的质量,又增强产品在市场的竞争力。
2)企业采用在线检测粉料水分设备,可以节省去现场测量粉料水分的人员,因而可以实现多台喷雾塔由一个人定期抽检的方式,减少了操作工人,并降低了现有测量实验设备的能耗;采用一个操作工人监护多台喷雾器,还能避免因多人操作而造成的损失。
6 结论
随着陶瓷工业技术的发展,自动控制作为一项前沿技术在陶瓷工业喷雾干燥系统中的应用会日益广泛,并使喷雾干燥器的性能进一步改善,控制更加精确,产品质量更趋于稳定,同时可以大幅度降低操作工人的劳动强度和人身的危害。相信随着陶瓷科技工作者的不断努力,建筑卫生陶瓷喷雾干燥器的自动控制技术会得到更大的提高。
1 蔡业斌.喷雾干燥技术研究现状[J].化工装备技术,2006,27(2):5~10
2 廖传华.喷雾干燥的控制系统设计[J].粮油加工与食品机械,2002(10):37~38
3 肖建章.自动控制技术[M].北京:中国劳动社会保障出版社,2004