移置、半固定带式输送机用Q345E焊接工艺的研究
2014-11-26李志强
李志强 张 诚
(宁夏天地西北煤机有限公司,宁夏自治区石嘴山市,753001)
我国露天煤矿分布以东北和华北居多,这些地区都会遇到冬季寒冷的气候条件,而移置、半固定带式输送机作为露天煤矿输送系统的重要组成部分,长期处在这一环境条件下进行作业,其结构部件需要选择一种在低温环境下具有良好冲击韧性的材质。根据材质特性,选用Q345E低合金高强度钢作为其结构件用材,因其在-40℃都具有良好冲击韧性。国外将屈服强度在295~460MPa的低合金高强度钢广泛应用于井上 (露天采矿、港口输送)带式输送机结构部件中,在保证其性能的同时也取得了较好的经济效益,而国内煤机行业在这方面起步较晚。移置、半固定带式输送机结构复杂且对焊缝质量要求很高,因此,做好焊接工艺评定并制定切实可行的焊接工艺成为其制造技术的关键。
本文根据实际生产项目的需求,研究了Q345E材质的焊接工艺,并利用 “焊接地图”这一技术手段对产品中关键焊缝的质量及整个生命周期进行了有效的管理和控制。
1 Q345E材质性能及焊接性分析
1.1 材质性能
Q345E钢属于低碳合金钢,符合GB/T1591-1994《低合金高强度结构钢》,其金相为带状分布的铁素体+珠光体,它是在16Mn合金钢系列的基础上增加了一些微量合金元素,并且严格控制P和S元素,以提高其低温度冲击性能 (在-40℃的冲击吸收功不小于27J)。Q345E钢在保证拉伸性能的基础上,侧重改善钢材的冲击韧性,为了防止低温环境下结构脆断,增加了钒、铌和钛等细化晶粒的微量元素,Q345E的化学成分 (质量分数%)为:C≤0.18,Mn为1.0~1.6,Si≤0.55,P≤0.025,S≤0.025,V 为 0.02~0.15,Nb 为0.015~0.06,Ti为 0.02~0.2,Al≥0.015。Q345E的力学性能为:屈服点σS≥325MPa,抗拉强度σb为470~630MPa,伸长率δ5为22,冲击吸收功AKV(纵向,-40℃)为27J。
1.2 Q345E焊接性分析
1.2.1 碳当量基计算
选用国际焊接学会碳当量公式,计算结果为Ceq=C+Mn/6+ (Cu+Ni)/15+ (Cr+Mo+V)/5=0.416。当碳当量>0.4时有一定的淬硬倾向,焊接性一般,材质在室温 (16℃~20℃)情况下焊接通常不需要预热,但厚板或在低温环境下焊接则需要预热,预热能有效地防止裂纹的产生,并有一定的改善焊接接头性能的作用,预热温度选择在100℃左右。
1.2.2 焊接热输入分析
焊接热输入是决定焊接接头组织性能的主要参数,热输入过大时会使焊接热影响区的晶粒粗化,形成粗大的铁素体,甚至出现魏氏组织,降低韧性。还可能形成上贝氏体及M-A组元,对热影响区的韧性十分有害。热输入过小时将会在热影响区出现淬硬组织,易产生焊接冷裂纹。这两种情况皆直接影响焊接接头的质量,进而影响整个结构件的可靠性。因此,热输入必须控制在合理范围内。
2 焊接工艺评定
2.1 焊接工艺评定条件及程序
焊接工艺评定是验证所拟定的焊接工艺的正确性而进行的试验过程及结果评价,要求被焊材料在进厂前要经过严格检验,且检验结果符合相应的标准。焊接工艺评定的所用设备、仪表与辅助机械均应处于正常工作状态,施焊时必须由有资质的熟练焊接人员进行试件焊接,焊后由有资质的第三方进行检测,并出具检验报告。焊接工艺评定具体实施程序见表1。

表1 焊接工艺评具体实施程序
2.2 焊接试样及坡口类型
根据移置、半固定带式输送机的特性及结构件材质,并依据GB/T 19869.1-2005《钢、镍及镍合金的焊接工艺评定试验》,制定出4组不同坡口形式的焊接接头,编制焊接工艺评定任务书及相应的焊接工艺规程。具体焊接接头及坡口类型如图1所示。

图1 焊接工艺评定试样及坡口简图
2.3 焊接材料及工艺参数的选择
高强度钢焊接时,一般选择与母材强度相当的焊接材料,且综合考虑焊缝金属的韧性、塑性及强度等满足设计要求又能符合生产的实际情况,采用CO2气体作为保护焊,选择ER50-6焊丝作为填充金属。
由于Q345E材质冲击功要求为-40℃时不小于27J,而ER50-6焊丝的保证值为-29℃不小于27J,低于母材要求。经过反复试块焊接并取样分析后得出,采用合理的焊接电流和电压,同时把焊接热输入控制在合理的范围内,可以提高焊缝的冲击韧度,经试验最终得出表2所制定的焊接参数符合母材材质要求。
2.4 试样检测项目及结果分析
试块焊接后,依据相应的标准取样并检测,所有的焊接工艺评定检测项目由具有相关资质的第三方检测机构来完成。每种试样的检测项目及检测数量均按照下发的 《焊接工艺评定任务书》中相关内容来执行,同时符合相关国家标准。检测项目有外观检测、拉伸试验、弯曲试验、-40℃低温环境下冲击试验、无损检测 (超声波探伤、磁粉探伤)、接头硬度检测及宏观金相。试样结构不同,所需检测的试样项目与数量也不同,具体检测内容及检测结果见表3。

表2 焊接参数
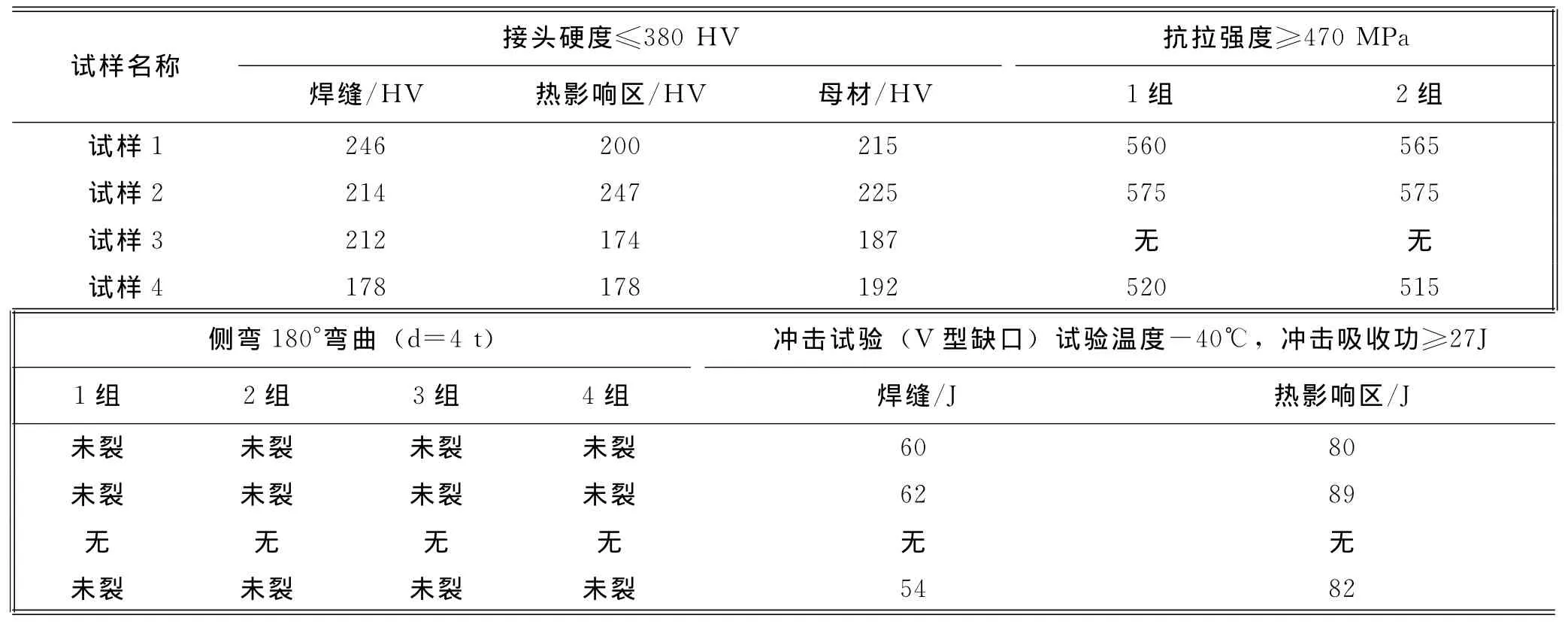
表3 试样检测项目及检测结果
另外,对所有试样焊接接头进行宏观金相检测,均无夹杂、裂纹、未融合和气孔等缺陷,焊缝成形良好。经无损探伤检测焊缝接头均符合EN1714:2000焊缝无损探伤检测标准的Ⅱ级要求。
根据检测结果可以看出,各项检测指标均符合相关要求,其中所有冲击试样的冲击值均高于母材,可见焊缝的机械性能良好,这说明所编制的焊接工艺规程是合理的,完全可以在生产中得以应用。
3 焊接质量的控制及焊接地图的应用
焊接是钢结构件生产中的重要工序,影响其质量的因素有很多,概括起来有人员、设备、材料、工艺方法和生产环境。对焊接质量的控制所涉及的范围比较宽,主要包括焊工考试、焊接工艺评定、焊接材料管理、焊接设备管理和焊接过程5条控制线。其中,产品焊接的控制又包括焊前清理、定位焊的控制、产品试板、焊工资质、施焊记录、施焊工艺纪律检查、焊缝检测、焊缝返修和控制及焊后热处理等多道环节。通过上述内容可以看出焊接质量控制其程序比较繁杂,实施起来比较困难,很难做到面面俱到。焊接过程也是一种冶金反应过程,其质量主要在过程控制。这就需要有一种高效的技术手段对其进行统一管理与控制, 为此,我们创新的引入了 “焊接地图”的概念。
“焊接地图”是利用图形及表格将产品中的关键焊缝和重要焊缝标示出,规定其焊接方法、连接方式、施焊人员、所要参照的焊接工艺规程以及需要进行的无损检测项目和检测率等,以此来对焊接过程和焊缝质量进行动态控制,使产品中关键、重要焊缝的整个生命周期都有可追溯性。它的作用集工艺指导、质量控制及生产管理与一身,使产品中的每一条关键重要焊缝都有法可依、有据可查。
焊接地图由关键焊缝示意图及焊接控制组织卡两部分组成。关键焊缝示意图是将结构件中关键焊缝、重要焊缝 (全熔透焊缝)标示出来,并用焊缝符号表示出其焊缝特点。焊接控制组织卡是对每条标示出的焊缝进行分析后,依据其焊缝与连接方式的特点规定了其所用的焊接方法、所要执行的相关工艺规程、施焊人员、检测人员、检测项目及检测率等。
4 结论
通过对Q345E焊接性分析及一系列的焊接工艺评定试验得出,此次焊接材料的选择能够达到母材强度的要求且不易产生缺陷。通过合理的焊接参数的控制,可以选用冲击性能低于母材的焊接材料焊接Q345E钢,使得其焊接接头质量达到产品结构的技术要求。
[1]中国机械工程学会焊接学会.焊接手册 (第二卷)材料的焊接[M].北京:机械工业出版社,2001
[2]赵博韬.风电主机架用Q345E钢的焊接工艺研究[J].金属加工 (热加工),2010 (2)
[3]韩国明.焊接工艺理论与技术[M].北京:机械工业出版社,2007
[4]李亚江,王娟,刘鹏.低合金钢焊接及工程应用[M].北京:化学工业出版社,2003
