综采工作面高压大流量泵站系统的模块化设计
2014-11-26李夏权
李夏权
(中国神华海外开发投资有限公司,北京市东城区,100011)
随着高产高效矿井建设的持续推进,千万吨级综采工作面对综采设备提出了更高的要求。对于综采工作面高压大流量泵站而言,大功率采煤机牵引速度的增加要求组成快速移架,同时大采高和大工作阻力液压支架的油缸直径及工作阻力的大幅度提升也要求泵站系统做到高压大流量以及实现自动化监测监控,才能保障为大采高和大工作阻力液压支架提供足够的液压动力。
如何最快速度和最优化地实现综采工作面高压大流量泵站,并能有效地发挥综采工作面高压大流量泵站的工作效率亟待解决。基于此,提出了综采工作面高压大流量泵站系统的综采大流量泵站、泵站控制装置、矿水过滤站、高压过滤站、乳化液自动配比与浓度检测装置以及泵站变频驱动装置六大模块化设计。经过理论计算和现场实践,满足了千万吨综采工作面的配套需求,综采工作面高压大流量泵站所需的流量应大于1000L/min,压力大于30MPa。
1 “4+3”模式的综采工作面高压大流量泵站的设计
鉴于国内外乳化液泵单泵流量不足500L/min和喷雾泵单泵流量不足600L/min的现状,快速且最优化地实现高压大流量的供给,是必须解决的难题。在综合考虑了现有设备的基础、可靠性和经济实用性3个方面后,神华集团首次提出了 “4+3”模式的设计理念,即 “四泵两箱”的乳化液泵站和“三泵一箱”的喷雾泵站,“4+3”模式的综采工作面高压大流量泵站总图见图1。
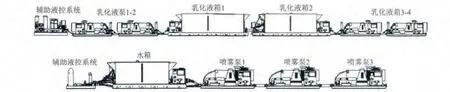
图1 “4+3”模式的综采工作面高压大流量泵站总图
由图1可见,“4+3”模式的综采工作面高压大流量泵站整体采用功能分组模块化设计,分别由底座焊接固定在每一个平板车上,分成泵组、乳化液箱 (水箱)及辅助液控系统三大部分。 “4+3”模式的综采工作面高压大流量泵站的提出不仅在现有设备条件的基础上满足了综采工作面高压大流量的需求,而且系统的可靠性得到了大大地提升,做到了完全的冗余设计,2套增压泵、4组相互独立的乳化液泵组和3套相互独立的喷雾泵组,任何一组 (包括乳化液泵、喷雾泵、增压泵,管路等)出现故障,完全不会影响到系统供液,极大地提高了综采工作面泵站供液的可靠性。但是这种模式的综采泵站由于流量大和压力高,所产生的压力冲击及脉动较大,怎样更好地保障稳定的压力供给是需要解决的难点。
2 基于总线的分布式泵站控制技术
神华集团早期引进的英国RMI泵站配套英国的Transmitton控制系统和德国KAMAT泵站配套德国的Promos控制系统,均采用单一控制箱集中控制方式,由于电缆接线繁杂和故障率高,常常给综采工作面的正常生产造成影响。
为此,神华集团要求按照提出的 “4+3”模式的综采工作面高压大流量泵站及系统设计理念和基于总线的分布式综采工作面高压大流量泵站及系统控制设计模式,对原有综采工作面大流量泵站的控制系统进行改进,迫使RMI用DD控制系统替代了原有的Transmitton控制系统,KAMAT用BARTEC控制系统替代了原有的Promos控制系统。出于商业、设计理念和使用习惯等因素,他们的设计具有局限性,只可配套应用于自己的泵站。这样给矿区综采大流量泵站控制系统造成多种制式、多种接口及不能全中文显示等困扰,使得现场的操作、维护以及备件储备等带来许多不便。同时出于技术保密等因素开放性较差,无法与其他综采设备进行对接,阻碍了神华集团数字矿山建设步伐。鉴于此,自主研制了国内首套综采工作面高压大流量泵站控制装置,可配套国内外主流的泵站使用。
本套泵站控制系统由主控箱、分控箱、应急箱、传感器和供电电源组成,基于总线的分布式泵站控制系统构成见图2。
由图2可见,泵站的控制方式分成集中控制、就地控制和应急控制3种方式。集中控制由主控箱中的控制芯片来完成,实现全自动和半自动两种控制方式;就地控制由分控箱中的控制芯片来完成,实现就地启停;应急控制由电气硬件来完成,通过应急箱与开关柜的硬线连接进行直接控制,在控制芯片和通讯出现故障时,手动完成应急控制乳化泵和喷雾泵的启停。
2.1 乳化液泵站压力稳定技术
在遇到高压大流量等问题时,如何实现压力的持续稳定供给是本项目的重点及难点。为了解决此问题,在机械、液压和电控3个方面采取了多重措施。基于此设计的高压大流量乳化液泵站压力为37.5MPa,泵站最大流量超过1500L/min。结果表明能很好地满足压力控制要求,能够保持压力控制在设定压力范围的±0.5MPa以内,解决了高压大流量乳化液泵站的压力脉动大及压力难以控制的问题,实现了压力的持续稳定供给。
2.1.1 改用双增压泵
压力稳定的前提是必须为乳化液泵供给足够的低压乳化液。为此采用双增压泵来保证足量的乳化液供给,而大流量乳化液泵站在传统自吸方式上经常会出现紊流和供液不足现象,增压泵不仅能够解决这个问题,而且也增加了乳化液箱的利用率。
但单增压泵又会产生大流量乳化液泵站液箱的容积要在8000L以上,考虑到巷道的高度和宽度要求,需采用双乳化液箱,这时两箱体的总长度大于10m,由于乳化液泵站的放置地——辅助巷道一般不是完全水平的,这时一个很小的坡度就会造成增压泵的吸液困难。改用双增压泵不仅满足在正负坡度情况,总会有一个增压泵能充分的吸液,而且起到一个互为备用的作用,极大地保证低压乳化液的正常供给。
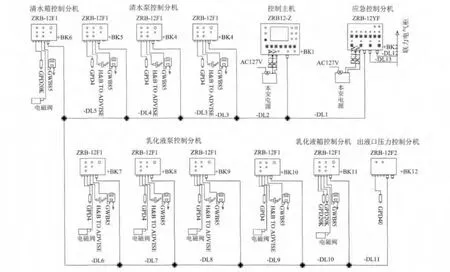
图2 基于总线的分布式泵站控制系统构成
2.1.2 采用电磁与机械加卸载方式
压力稳定的主要手段是进行加卸载,综采工作面频繁间断性的用液要求乳化液泵需要进行频繁的加卸载,采纳了电磁与机械并存的加卸载方式。
电磁与机械加卸载系统是乳化液泵中最重要的液压元件之一,它的功能是使乳化液泵的工作压力不超过设定压力值,同时在综采工作面支架不需要用液时,能自动把泵与工作面的供液系统切断,使泵处于空载状态下运转。当综采工作面需要用液时,又能自动地将乳化液泵排出液接入工作面液压系统,向工作面提供高压乳化液,从而降低了电机能量消耗,延长乳化液泵使用寿命。
2.1.3 增加压力缓冲装置
压力缓冲装置是压力稳定的辅助装置,其作用是减少压力冲击与脉动。乳化液泵多为柱塞泵,由柱塞泵的工作原理可知其流量具有不均匀性,势必会造成泵站压力的波动,波动会造成很多不利后果,为了减少压力波动,乳化液泵站和喷雾泵站都必须有缓冲装置,气囊式蓄能器为最佳选择。
2.1.4 基于模糊算法的压力控制策略
加卸载的执行由控制系统决定,控制系统的控制策略直接影响到其压力控制性能,因此控制策略也是压力稳定的重要保障手段之一。
目前,乳化液泵站对总出液口压力的控制通常由总出液口压力控制分机将采集到的压力数据上传到控制主机,由控制主机采用传统的时间控制或者PID控制方式统一处理,但在煤矿生产中,常遇到一些数学模型未知的复杂的非线性的压力控制系统,上述压力控制系统及方法很难实现对乳化液泵站的实时有效监控,使乳化液泵站不能稳定供液。为此,采用就地信号的采集与处理,在控制策略中引入了模糊算法,有效地解决了加载滞后和超调等现象。
2.2 关键传动件、结构件攻关技术
综采工作面高压大流量泵站传动系统的难题是联轴器,就乳化液泵而言,因工作过程中的频繁加卸载,负荷波动较大,对传动件联轴器的弹性缓冲能力和强度提出了很高的要求。在以往使用的过程中经常出现弹性套磨损严重导致油密封破裂,甚至是连接螺栓断裂,普遍使用寿命不足半年,且更换需拆除电机极为不便,大大地增加了维护量且影响正常使用。为此采用有限元分析软件,详细地分析整个组件的受力情况,同时能够得到各个零件的应力应变的情况,为进一步优化结构提供理论依据,对解析刚体的泵联轴器端施加扭矩载荷得到的最终应力应变图,联轴器受最大扭矩产生的应力图见图3。

图3 联轴器受最大扭矩产生的应力图
2.3 乳化液净化技术
液压系统中流体介质的质量是影响设备稳定的最关键因素之一,而流体的清洁度是影响流体介质质量的最重要因素。为了净化液压系统,提高乳化液的重复利用率,设计了多重过滤来提高了乳化液的清洁度,乳化液净化系统见图4。
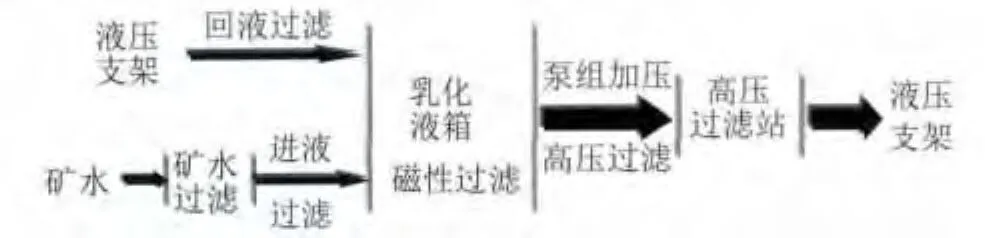
图4 乳化液净化系统
2.3.1 矿水过滤
矿水过滤分为井下矿水复用技术和反冲洗精密水过滤技术。
(1)井下矿水复用技术。井下水利用采空区过滤净化复用,矿井水复用率达60%以上。
(2)反冲洗精密水过滤技术。利用采空区过滤净化的井下水再进行过滤处理,过滤流量为50 m3/h,过滤精度≤15μm,出水浊度 ≤5NIU,这样使得设备用水可以反复循环使用,降低了水资源的浪费。为了延长设备使用寿命,矿水过滤站罐体材料、管路及重要零部件均选用304不锈钢材质,滤芯材料为纤维滤料。
2.3.2 高压反冲洗过滤
高压过滤是乳化液泵站到液压支架供液的最后一道过滤,不仅要满足过滤精度和过滤速度要求,而且要尽量做到压力损失降到最低。
在高压反冲洗过滤站在对高压液体进行过滤的过程中,沿程会受到接口、站内流道、截止阀和滤芯的沿程阻力和局部阻力,高压液体受到这些阻力之后就会产生阻力损失,继而表现为压力损失,因此如下设计可避免出现压力损失:
(1)进、出液口的设计。高压反冲洗过滤站的主进、出液口是流体压力损失的第一道关口,选用大通径的接口,会将接口处的局部阻力损失降到最低。另一方面,主进、出液口设计成大通径,也方便站内流道的设计。
(2)站内流道的设计。由于站内流道比较复杂,高压流体在站内要分别流经管道、截止阀、滤芯等部件,流体计算比较复杂,在设计过滤站流道时,采用先行结构设计,然后利用分析软件进行分析校核的方法从而得到优化设计的目的。在计算过程中,为了减少计算量,过滤站的模型从中分开,只模拟其一般体积上的流体特性,高压过滤器流体仿真图如图5所示。
2.4 乳化液自动配比与浓度检测技术
乳化液的质量对液压支架等用液设备的可靠性、安全性和使用寿命有着很大的影响,《煤矿安全规程》第六十七条12项规定 “乳化液的配制、水质、配比等必须符合有关要求,泵箱应设自动给液装置,防止吸空”。因此,保证乳化液的质量和供给是保障煤矿井下工作面生产顺利进行必不可缺的条件。
质量控制包括浓度控制、油滴粒度控制和污染控制三大方面。乳化液的浓度控制靠配制和检测来保证,油滴粒度的控制分布情况是由混合乳化过程来决定的,污染控制是所有液压系统的一个普遍的要求。
乳化液的质量控制要进入到每一个环节,在乳化油和水分离阶段,要控制乳化油和水的质量以及两者的相互适应性,相应的有乳化油和配液水量化指标以及油水匹配指标;在乳化油和水的配比阶段,要控制乳化油和水的比例,有乳化液的浓度指标;在混合乳化阶段,要控制乳化液的油滴分散程度,有乳化液的油滴粒度及数量百分比指标;在乳化液的存储阶段要控制污染物的进入;在使用维护阶段要控制乳化液的清洁度,有清洁度指标。
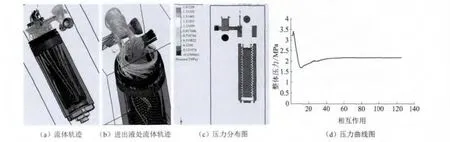
图5 高压过滤器流体仿真图
所以对乳化液的控制有以下要求,即及时适量自动补液 (数量损失补偿);保证配制质量 (配比浓度、混合粒度);准确浓度检测 (准确,稳定)。乳化液自动配比与浓度监测工作原理图见图6。
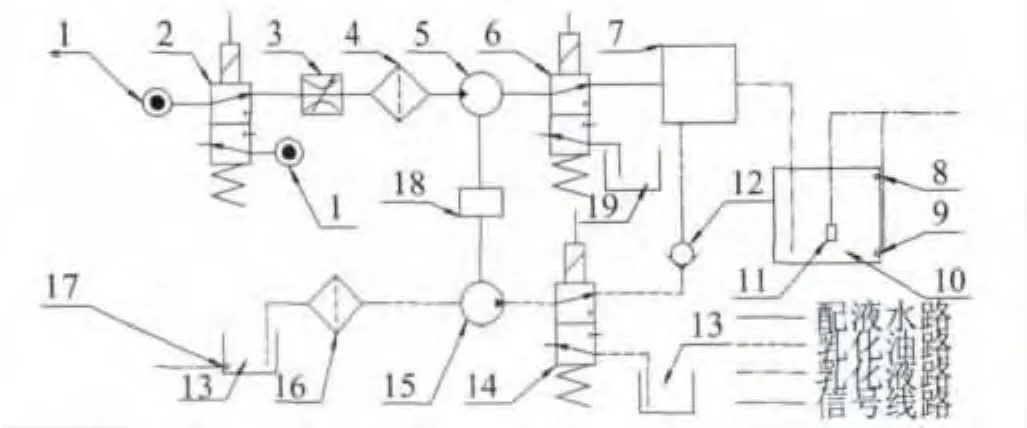
图6 系统自动配比与浓度检测工作原理图
由图6可见,通过进水带动吸油齿轮泵15吸油实现乳化液的自动配制,根据浓度反馈值控制进水电磁阀6和进油电磁阀14,实现对乳化液浓度的调节。
2.5 泵站变频驱动技术
由于采用了电磁与机械的加载方式,使得乳化液泵长时间处于空转,造成了极大的能源浪费,将变频恒压控制技术引入乳化液泵站的控制中势在必行。2011年神华神东公司某矿开始进行了综采泵站的变频改造工业试验。乳化液泵站和喷雾泵站各采用1台变频器驱动,通过PLC实现对系统的过程控制及变频PID控制,综采泵站变频驱动工作原理图如图7所示。
经过2年的工业应用,充分地显示了变频驱动技术采用的优越性,相比传统的驱动方式,其拥有压力控制性能好、降噪、节能、对机械组件冲击小及维护成本低的优点。
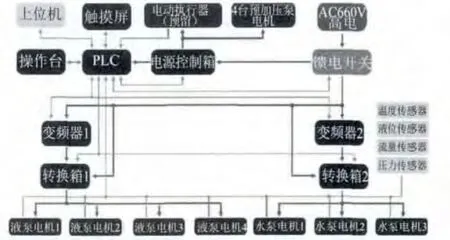
图7 综采泵站变频驱动工作原理图
3 结论
目前,综采工作面大流量泵站及系统中的综采工作面大流量泵站、泵站控制装置、矿水过滤站、高压过滤站、乳化液自动配比与浓度检测装置五大部分已成为神华矿区的大采高工作面的标准配置,得到了广泛的应用,取得了巨大的社会效益和经济效益。泵站变频驱动装置还处于推广应用阶段,将来势必会推动神华矿区综采设备的又一次升级换代。
[1]贾有生.新型乳化液泵控制系统的设计[J].中国煤炭,2009 (1)
[2]冯广生.智能高端乳化液泵站控制系统的研究[D].太原:太原理工大学,2007
[3]李卫平.基于模糊控制的分布式泵站监控系统研究[D].西安:西安建筑科技大学,2004
[4]贺天才,李永学,赵建民等.乳化液泵站的智能控制研究[J].煤矿机电,2004(5)
[5]何海洋,俞科云,陈国琳等.蓄能器—泵系统压力缓冲仿真与试验[J].舰船科学技术,2011(7)
[6]李首滨.矿用乳化液泵站控制系统的现状及发展趋势[J].煤矿机械,2011 (6)
[7]张盼盼.乳化液泵站自动监控系统的研究与开发[D].太原:太原理工大学,2009
