综采工作面乳化液自动配液系统的应用研究
2014-11-26何勇华
何勇华
(北京天地玛珂电液控制系统有限公司,北京市朝阳区,100013)
作为液压支架的工作介质,乳化液直接影响到综采工作面液压支架的使用寿命,浓度过低会影响抗硬水能力、防锈效果和润滑性;浓度过高会增加生产成本、降低消泡能力和增大对橡胶密封材料的溶胀性。
综采工作面自动化程度的提高离不开工作面乳化液泵站系统的自动化程度,传统的泵站系统未对乳化液配比进行有效的控制,没有乳化液浓度检测装置,也就没有较可靠的乳化液自动配比装置,大部分综采工作面的乳化液泵站系统完全采用人工进行乳化液的配比,不仅需要占用大量的人力去搬运乳化油,而且在将乳化油向液箱内灌注过程中,也无法有效地控制乳化液的浓度。
为了有效地为煤矿用户解决目前这一难题,采用乳化液自动配液站方案,将乳化液自动配比、乳化液浓度的检测和电控等相关技术相结合来实现乳化液的自动配比。
1 综采工作面乳化液配比现状
由于成本等方面的原因,多数综采工作面采用的传统乳化液泵站系统仅仅起到了向工作面提供高压乳化液的功能,而乳化液的自动配比、乳化液浓度检测以及自动加水等功能均需要人工进行,而且传统的泵站系统对液箱也没有液位的监视,一旦发生液箱液位过低的情况,很可能会造成泵站系统由于吸空而导致泵站损坏。
1.1 配比情况
我国煤矿安全规程对综采工作面液压支架用乳化液浓度作出了规定,要求浓度须保持在3%~5%之间,但是由于没有一种合适的乳化液浓度自动配比装置,除了一些采购进口泵站系统的综采工作面,多数工作面仍然采用人工配比乳化液,而人工配液时无法精确掌握水与乳化油的用量,从而导致配比后的乳化液浓度无法达到要求。
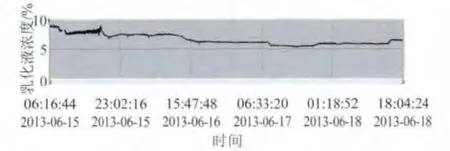
图1 人工配液浓度曲线
图1是对人工配液进行的浓度在线监测曲线,从图1中可以看到,刚开始时乳化液浓度达到了8%~9%,随着综采工作面液压支架的不断用液,乳化液浓度开始缓慢下降,但也一直保持在5%以上,故人工配液存在很大的误差。
1.2 浓度在线检测
乳化液检测方法分为非在线检测和在线检测两大类,非在线检测又分为手动检测法与自动检测法。手动检测法采用折光法的糖量仪,依靠人眼读取糖量仪上的刻度值再乘以相应的系数即为被测液体的浓度,此方法由于是人工读数方式,受到人眼读取误差和光线等条件制约,获取的浓度值偏差会较大。自动检测法是采用电子仪表进行数据检测并进行显示,此方法可获得较为准确的乳化液浓度值,但此方法采用的仪表是非在线方式,且该仪表不具有数据输出接口,无法对测得的乳化液浓度值进行保存与传输。
在线检测有较多的方法,主要的原理是超声法与光学法。目前煤矿用户用得最多的是采用手持式的折光仪进行浓度检测,该方式不仅误差大,而且无法实现历史数据存储。
2 乳化液自动配比装置
2.1 文丘里式自动配比装置工作原理
文丘里式乳化液自动配比装置采用射流泵原理,高速水流由喷嘴喷出形成高速射流,在吸油腔内产生负压,并在大气压的作用下将乳化油从油箱吸入吸油腔,与高速水流混合后从出液口流出。通过调节节流阀的开口量可以达到控制吸油速度和调节乳化液浓度的目的。文丘里式自动配比装置工作原理示意图如图2所示。
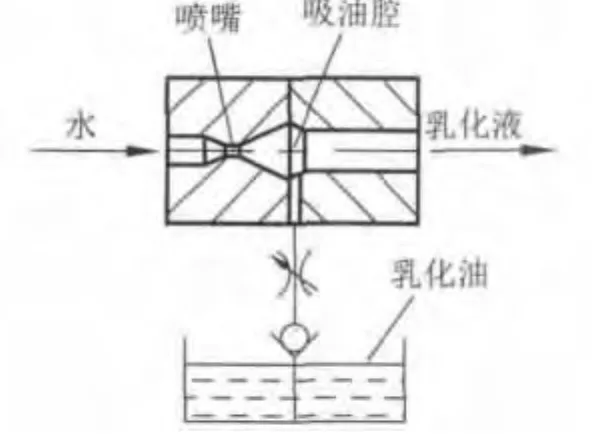
图2 文丘里式自动配比装置工作原理示意图
2.2 齿轮泵自动配比装置工作原理
齿轮泵乳化液自动配比装置则采用液压马达带动齿轮泵的工作方式,当水进入自动配比装置后驱动水轮旋转,带动齿轮泵吸取乳化油,乳化油与水混合后从出液口流出,改变节流阀的开口量可以调节乳化液浓度。齿轮泵自动配比装置工作原理示意图如3所示。
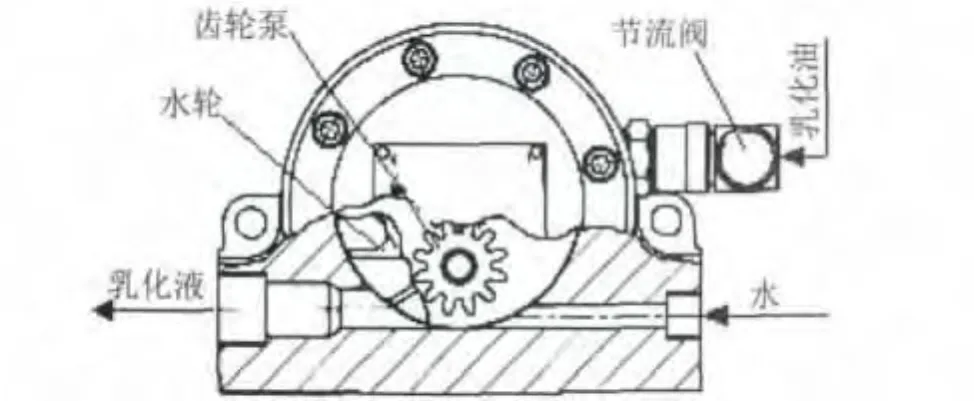
图3 齿轮泵自动配比装置工作原理示意图
2.3 文丘里式自动配比装置与齿轮泵自动配比装置比较
虽然两种乳化液自动配比装置的工作原理不同,但二者存在一个共同点:通过调节吸油口节流阀的开口量控制进油量,进而控制乳化液浓度。由于高压水流速与吸油口真空度以及吸油口真空度与乳化油进油量之间都不是线性关系,当高压水流速发生变化时,两种自动配比装置配制乳化液的浓度都会发生改变。通过配比试验对两种自动配比装置的稳定范围和配比效果进行比较。文丘里式自动配比装置进水压力与浓度变化曲线和齿轮泵自动配比装置进水压力与浓度变化曲线如图4和图5所示。
从图4和图5可以看出,进水压力在0.38~0.43MPa范围内变化时,文丘里式自动配比装置的浓度最稳定。而齿轮泵自动配比装置没有出现非常稳定的区域,配制浓度一直在小范围内波动,但总体波动量小于文丘里式自动配比装置。由于两种自动配比装置对进水压力都比较敏感且两者的进水压力都比较低,因此实际使用需要在进水口处安装定压减压阀。
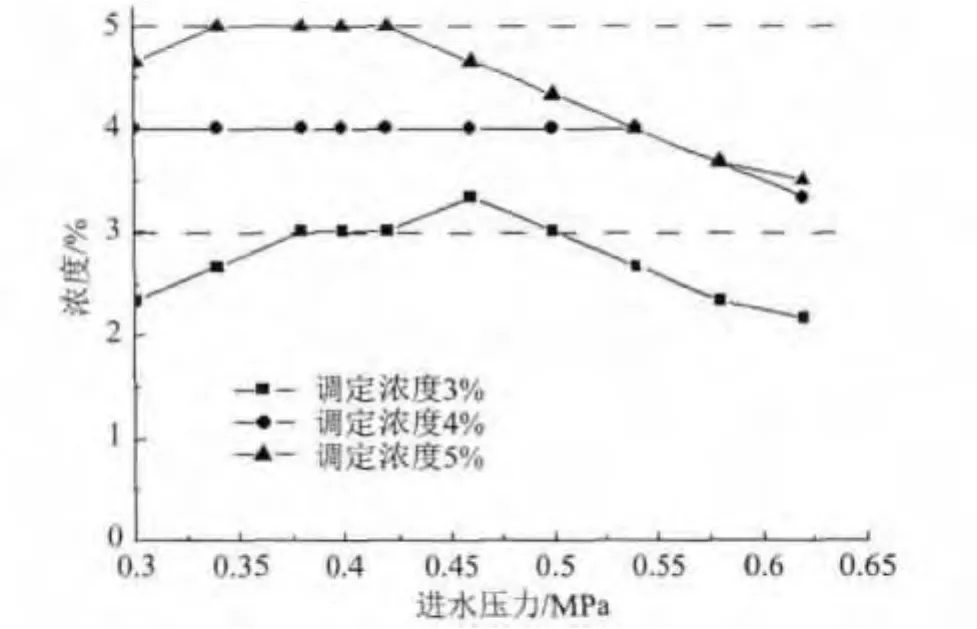
图4 文丘里式自动配比装置进水压力与浓度变化曲线
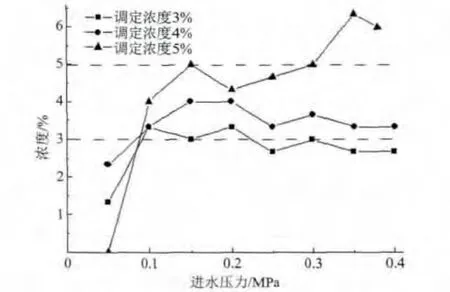
图5 齿轮泵自动配比装置进水压力与浓度变化曲线
通过对两种乳化液自动配比装置的比较,齿轮泵自动配比装置的实际应用效果要好于文丘里式自动配比装置,因此本系统采用齿轮泵自动配比装置。
3 自动配比及检测装置
自动配比及检测装置主要包含自动加油功能、自动加水功能、自动配比功能和自动控制及检测功能4部分功能,能够实现加油的自动控制、加水的自动控制、乳化液自动配比的自动控制以及乳化液浓度的在线检测,实现原来由操作工人手动完成的加油工作、加水工作和乳化液的检测等工作的自动化,减轻工人的劳动强度。自动配比及检测装置工作原理如图6所示。
3.1 自动加油
传统的泵站系统没有自动加油功能,完全靠工人将乳化油从油桶内通过手动方式向油箱或乳化液箱内倒入,不仅劳动强度大,而且在配比时不能有效地将乳化油与清水充分地混合在一起,因此不能得到浓度准确的乳化液。本装置采用了一台自动加油泵及油箱,通过加油泵将乳化油从油桶内抽到乳化油箱内,油箱内安装一个液位传感器,该传感器可以实现对油箱内乳化油液位高低进行检测,检测到的油位信号传输到控制系统的控制器上,再由控制器对储油箱的油位进行判断,如果储油箱内油位低于设定值,控制器会自动打开加油泵,将油桶内的乳化油向储油箱内抽入,直到储油箱内的油位达到设定值的上限,控制器会自动停止加油泵运行,实现自动加油功能。
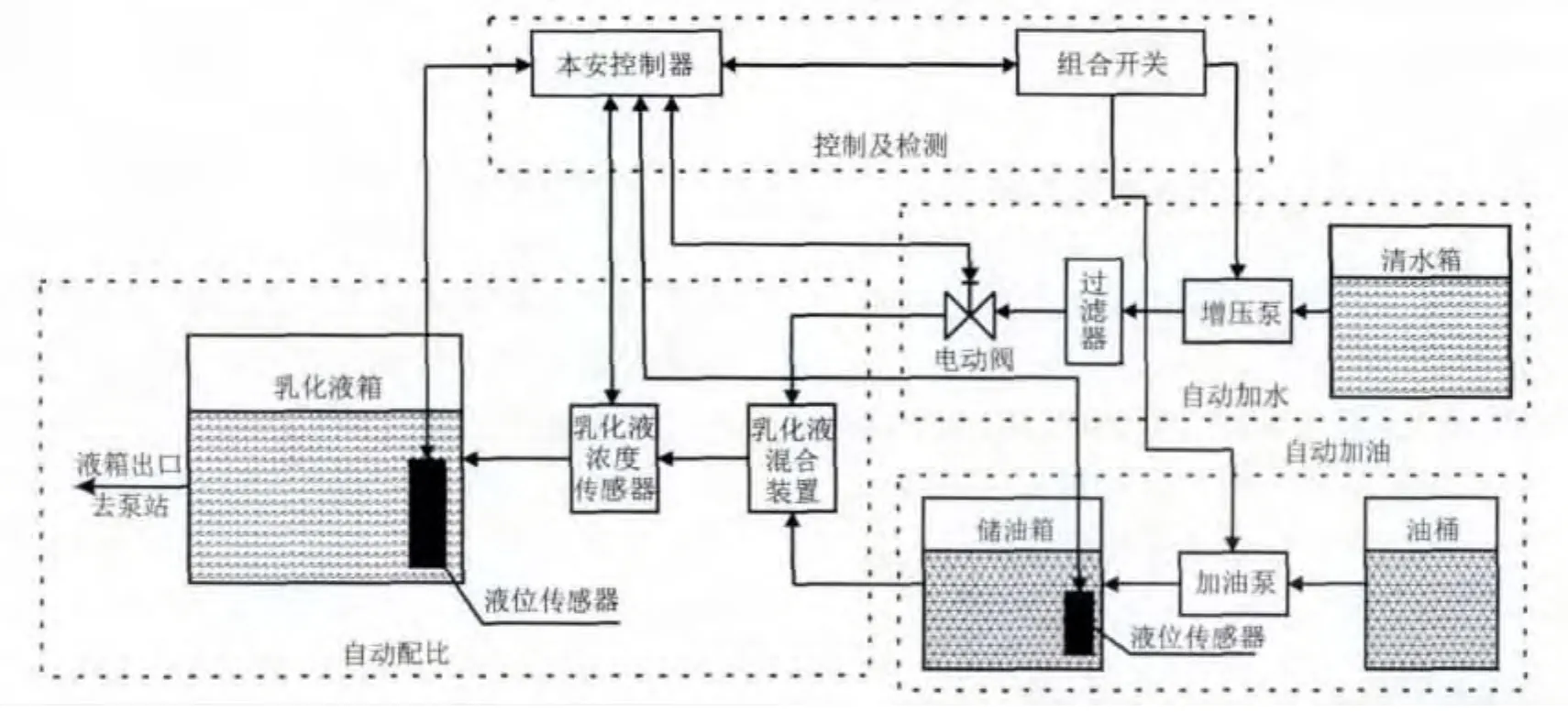
图6 自动配比及检测装置工作原理
3.2 自动加水
由于齿轮泵式自动配比装置需要较为稳定的水压,因此采用增压泵从清水箱将清水抽出,再通过过滤器向乳化液箱内加水,本安控制器控制电动阀开启与关闭实现自动加水功能。由于综采工作面支架用乳化液在运行过程中压力较高,如果液体内有较大颗粒杂质,将在高压下对支架产生破坏,因此必须采用过滤器将清水的杂质进行过滤,过滤器精度为25μm,该过滤器能保证进行乳化液箱清水的洁净度。
3.3 自动配比
采用齿轮泵配比装置实现乳化液的自动配比,由加水部分提供较为稳定的清水动力源,驱动齿轮泵将乳化油从储油箱内抽出,清水与乳化油经过配比器后充分混合在一起,通过乳化液浓度传感器后流入到乳化液箱内。在乳化液箱内安装液位传感器,当液位传感器检测到液箱内液位低于设定值低限时,自动打开增压泵及电动阀开启自动配比功能,直到液箱内乳化液的液位达到设定值的高位值时,停止自动配比过程。
3.4 自动控制与检测
本安控制器内核ARM具有较强的数据处理及控制能力,采用该控制器作为控制系统核心。分别在乳化液箱内及储油箱内安装液位传感器,实现对乳化液液位和乳化油油位的检测,并将液位值传输给本安控制器,本安控制器通过逻辑运算后向增压泵、加油泵和电动阀发出控制指令,实现加油及自动配比的自动控制 (通过向开关输出无源干节点控制信号实现对泵站的启停控制)。
本系统采用折光法的浓度传感器,在自动配比装置出口处安装乳化液浓度传感器,实现对配比后的乳化液浓度进行检测,并将检测数据显示在本安控制器上,控制器能够对乳化液的浓度数据进行存储,通过本安控制器可以对乳化液的浓度数据进行历史数据查询,如果浓度值没有达标,需人工对配比装置的调节阀进行调节。
4 应用情况
本系统在宁煤集团的羊场湾矿、灵新矿和阳煤集团的新元矿、新景矿、阳煤一矿投入了使用,通过煤矿用户的实际使用,得到了一致好评。图7为在上位机采集到的乳化液浓度值曲线,从图7中可以看出,乳化液浓度值一直稳定保持在3%,不仅反映了自动配比的准确性,同时也保证了乳液浓度传感器检测的浓度值也是准确的。
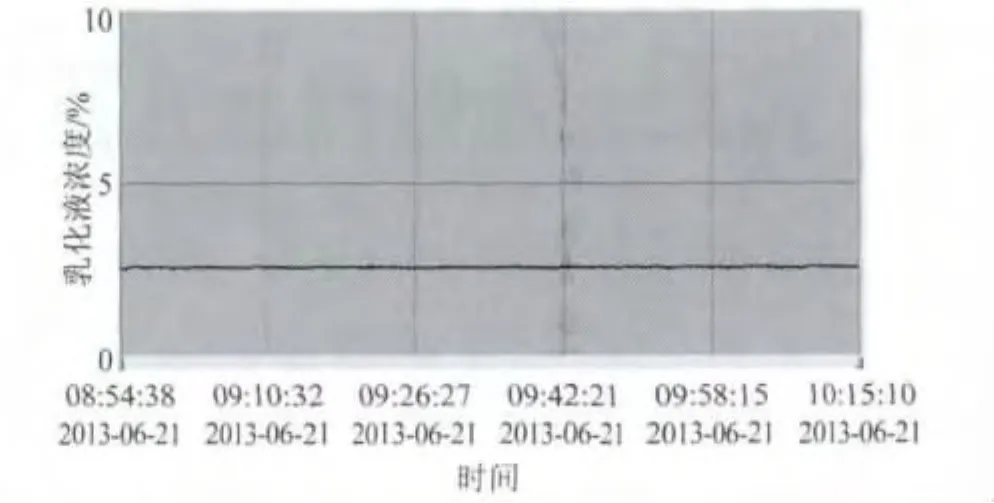
图7 乳化液自动配比浓度
5 结论
自动配液系统不仅解决了综采工作面乳化液浓度的在线检测问题,也实现了综采工作面乳化油自动加油和自动配比等功能,该系统大大提高了配比过程的自动化,降低了工人在乳化液配比过程中的工作量。在实际使用过程中,操作人员的工作完全由自动控制装置完成后,操作人员只需定期对该系统进行巡视及检修即可。
该系统不仅可以作为泵站系统的一部分实现乳化液自动配比功能,而且也可以作为一个独立系统对目前还采用手动配比综采工作面进行改造,只需增加很少一部分设备即可实现配比的自动化,改造费用及对原泵站系统的变更较小,既经济又实用,具有很好的推广意义。
[1]赵四海,李文昌,李明等.采用检测光学混浊度确定乳化液浓度方法的研究[J].煤炭学报,2011(1)
[2]孙勇.基于PLC的综采变频调速恒压供液自动控制系统研究[J].中国煤炭,2012 (4)
[3]李夏权.综采大流量乳化液泵站控制系统设计[J].中国煤炭,2010(12)
[4]赵四海,王琦,刘志强.国内乳化液浓度检测与自动配比技术研究进展[J].工矿自动化,2012(8)
[5]任伟.U形管振荡法检测乳化液浓度的可行性分析[J].煤矿机械,2013 (2)
[6]吕利强,李文英.矿用乳化液浓度自动检测方法的研究[J].流体传动与控制,2009(7)
