不锈钢蒸发冷凝器焊接问题分析及对策
2014-11-24瑞星集团有限公司山东东平271509巩汝强张道福
瑞星集团有限公司(山东东平 271509)巩汝强 张道福
1.概述
2012年12月,我公司承接了两台FN=1600m2蒸发冷凝器的制作任务,该设备是CO2气提法年产80万t尿素装置中的关键蒸发设备之一,总重36t,其结构如图1所示。
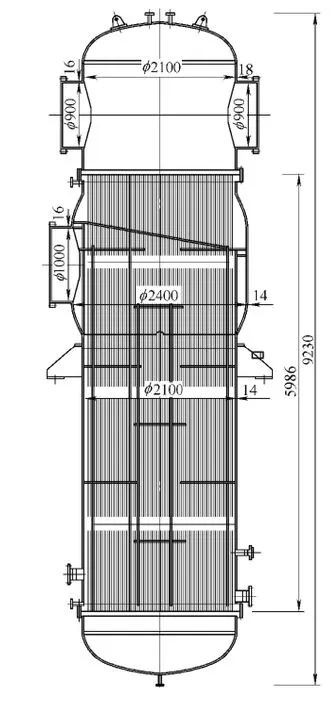
图1 FN=1600m2蒸发冷凝器结构
该设备管板外径为2260mm,管板厚度100mm,管板上钻φ25.4mm管孔3544个,换热管规格为φ25mm×1.6/L=6000mm。该设备公称直径为DN2100mm,壳程筒体厚14mm,壳程上半部分有DN2400mm导流筒一件,上面有φ1032mm×16mm接管一件,材质均为022Cr19Ni10(00Cr19Ni10)。该设备上下两管箱部分材质为Q345R,筒体厚18mm,其中上管箱上面有φ932mm×16mm接管两件。
2.焊接难点分析
(1)易产生焊接变形 壳程导流筒和上管箱上面都有大尺寸开孔,焊接接管时容易产生筒体塌陷变形。尤其是壳程导流筒部分,其材质为022Cr19Ni10,该类材料线膨胀系数较大,传热系数较小,更容易产生较大的焊接变形。
(2)影响管板的密封性能 管板与壳程筒体接头连接形式如图2所示。由图2可看出,焊接管板与筒体的角焊缝时,焊缝填充金属较多,如果控制不当,随着焊缝金属的冷却收缩,容易产生管板边缘部分向筒体部分拉伸、管板中间部分向外突出变形的现象,从而影响管板的密封性能。
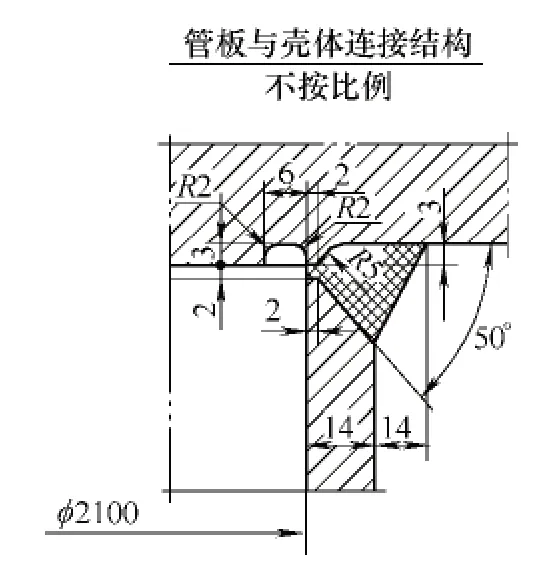
图2 管板与壳体接头连接形式
(3)焊接热输入的控制 管板直径较大,换热管根数较多,焊接换热管与管板角焊缝时,热输入过于集中,如果控制不当,容易导致管板发生不规则的波浪形变形。
3.施焊方案及控制措施
(1)导流筒及管箱焊接的控制措施 为防止导流筒及管箱大口径接管在焊接过程中发生变形,我们采取了一系列的防变形措施。
第一,使用辅助支撑工装。根据以往的制作经验,我们根据导流筒和管箱的内径尺寸分别制作了两套防变形支撑工装。工装分为上、下两部分,由弧形垫板、弓形板、筋板和圆形垫板组成,工装结构如图3所示。
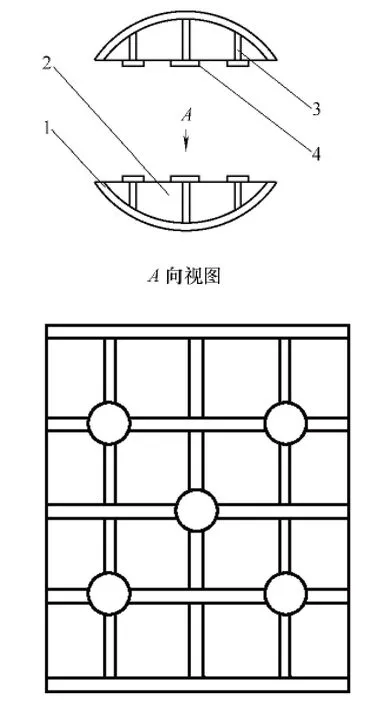
图3 支撑工装结构
焊接接管前,先将上、下两部分支撑工装分别放置于接管筒体及其对应的位置,使用1台32t螺旋千斤顶放置在中间圆形垫板上,使用4台16t螺旋千斤顶放置在外面4块圆形垫板上,将上下两部分顶紧。当螺旋千斤顶的旋出长度不足时,可在千斤顶顶盖上面放置长度、直径适宜的高压管短节,使工装的弧形垫板与导流筒或管箱筒体的内壁紧密接触,以有效地防止焊接过程中筒体的径向变形。具体操作场景如图4所示。
根据我们多年的施工经验,焊接前可以使用千斤顶将筒体向外支撑出6~8mm的变形量,这样焊接完成后,由于工装的支撑作用,筒体的塌陷变形很小,与6~8mm的预变形量基本上可以抵消掉。这样既有效降低了实际变形量,又减少了焊接残余应力。

图4 工装使用情况场景
第二,焊接时严格控制焊接热输入。使用小电流多层多道快速焊法,焊接时焊条不作横向摆动,控制焊道之间的层间温度<60℃。每焊完一层,检查合格后用小刨锤敲打焊缝表面金属至焊道模糊,以释放焊接应力,待焊缝金属冷却到60℃以下时再进行下一道的焊接,如此反复直至全部焊完。待焊缝完全冷却后再拆除掉支撑工装。
(2)管板与筒体角焊缝焊接的控制措施 使用管箱法兰对管板进行刚性固定。制作过程中先不进行管箱法兰的焊接,焊接管板前,使用双头螺柱把管箱法兰与管板牢固地紧固在一块,如图5所示,对管板的边缘部分起到了有效的固定作用,降低了管板焊后边缘部位受力拉伸变形的可能。
如图6所示,将管板中间部分10根换热管临时抽出,使用圆钢加工10根M24×6080mm拉杆,穿入管孔中用螺母紧固,然后对每根拉杆周围的6根换热管的两端进行焊接,相当于对管板中间部分进行了10处支撑和固定,降低了管板中部向外突出变形的可能。
采用合理的焊接参数,严格控制焊接热输入,采用小电流多层多道快速施焊的方法进行焊接,焊接时焊条不做横向摆动。每焊完一层,检查合格后用小刨锤敲打焊缝表面金属至焊道模糊,以释放焊接应力。待焊缝金属冷却到60℃以下时再进行下一道的焊接。因该设备筒体直径较大,焊接时采用两名焊工分段对称施焊,下一层焊缝起点与上一层焊缝起点错开90°,焊接参数如表1所示。
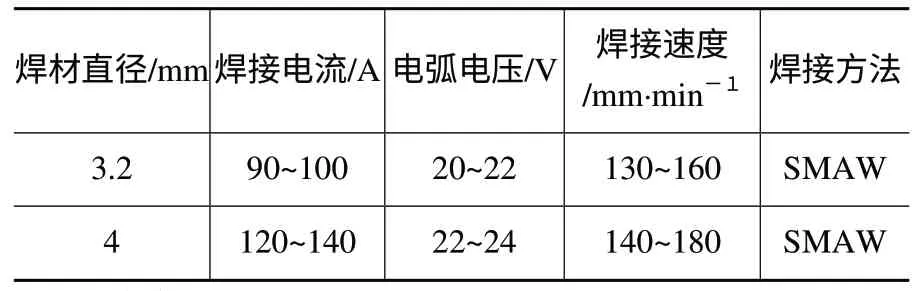
表1 管板与壳体的焊接参数
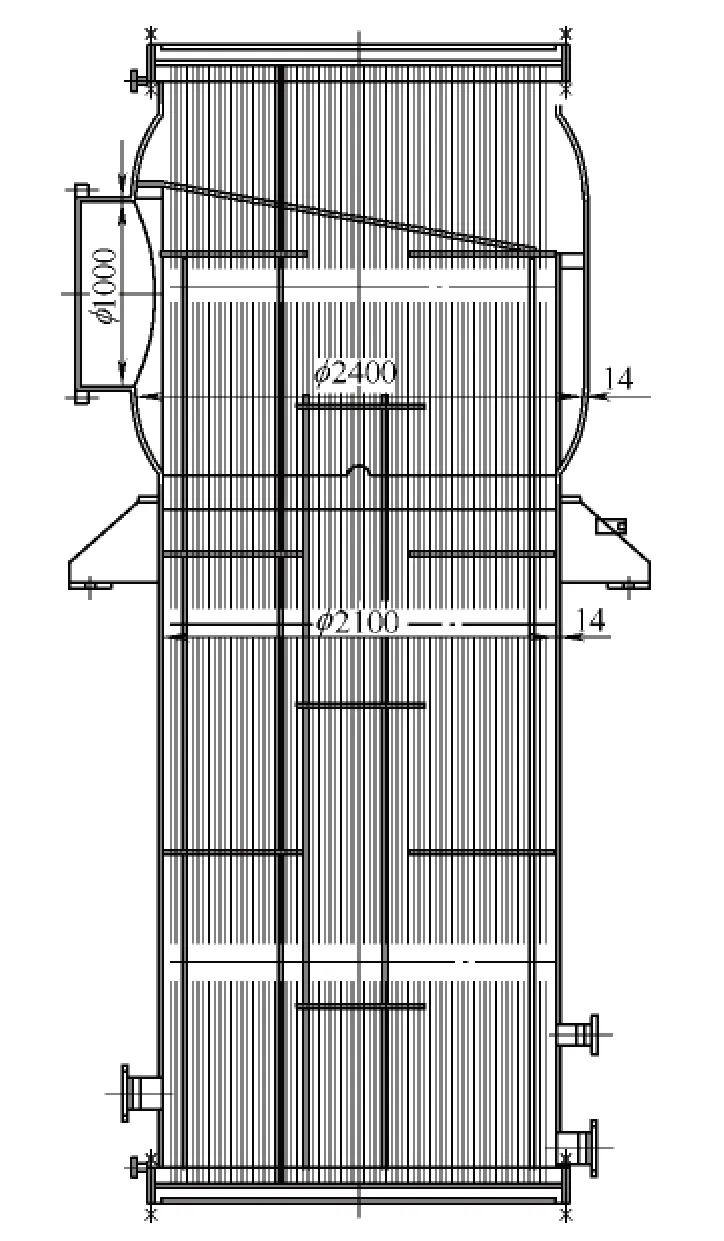
图5 使用管箱法兰对管板进行刚性固定
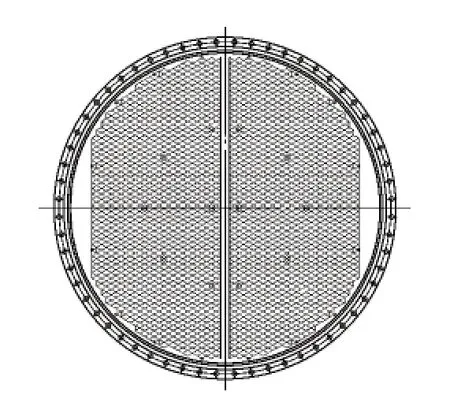
图6 双头螺栓在管板上的分布位置示意
(3)换热管焊接的控制措施 因设备管板面积较大,焊接前我们把管板分成8个区,如图7所示。焊接时采用两名焊工对称施焊,第一名焊工按1、7、2、8区依次施焊,第二名焊工按5、3、6、4区依次施焊,焊接每个区内的换热管时,均按照从中心向边缘焊接的顺序进行焊接。
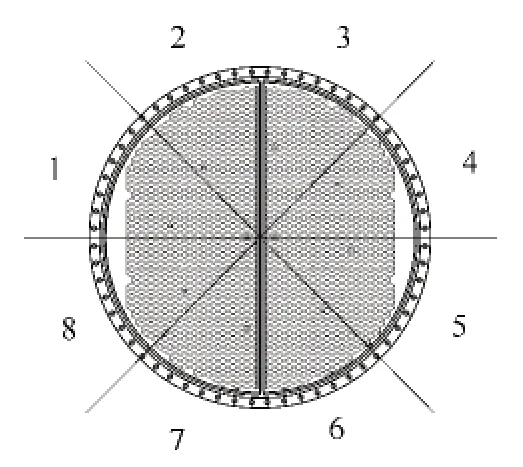
图7 管板分区焊接示意
焊接采用氩弧焊,焊丝牌号:H03Cr21Ni10Si,其焊接参数如表2所示。
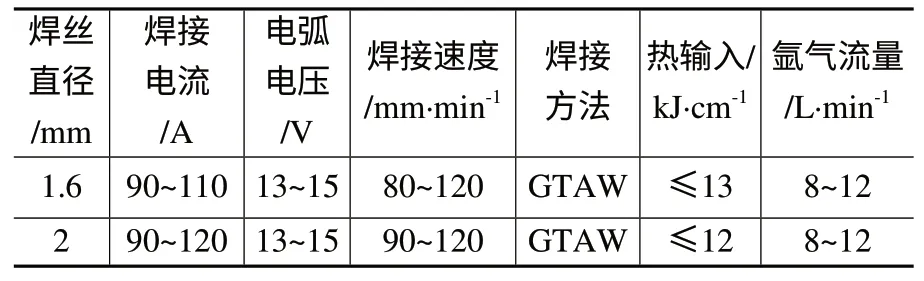
表2 换热管管束焊接参数
4.结语
通过以上控制措施,我们顺利完成了FN=1600m2蒸发冷凝器的制作,经检验各项均符合图样和有关规范的要求,压力试验、气密性试验合格。
由此,我们得出结论:大型不锈钢蒸发冷凝器由于材料和结构的特殊性,容易产生焊接变形,但只要善于分析和总结,对症下药,从工艺措施、焊接参数、焊接方法等方面加以注意,是完全可以把焊接变形控制到最小限度的。