2.0MW风力发电机后底座的焊接工艺评定及应用
2014-11-24风润新能源设备有限公司陕西咸阳712044曹晓民冯小静邹增辉
风润新能源设备有限公司(陕西咸阳 712044)曹晓民 冯小静 董 曼 邹增辉
1.概述
我公司是一家制造焊接式风力发电机底座的专业公司,先后为国内外十余家风力发电设备整机制造商生产过不同型号、不同规格的焊接式风力发电机底座,大多数厂家要求焊接前进行的焊接工艺评定均按照JB/T4708《压力容器焊接工艺评定》进行,其中部分厂家要求按照ISO15614—1《焊接工艺试验》标准进行评定,最近我公司开发的一个新产品就要求按后者进行评定。我们对ISO15614—1《焊接工艺试验》标准进行了系统性地学习,编制了pWPS,并严格按照ISO15614—1《焊接工艺试验》标准进行了相关的评定试验,并将评定参数应用于生产中,成功地焊接了该机座产品。
2.产品简介
2.0MW风力发电机后底座作为风力发电机部件的支撑结构,结构复杂,钢板规格多,厚度大,焊接工作量大,质量要求高,大部分尺寸公差为±1mm,箱型梁表面平面度2mm/m,横向直线度1mm。其接头类型及钢板厚度、材料如表1所示,箱型梁结构如图1所示。
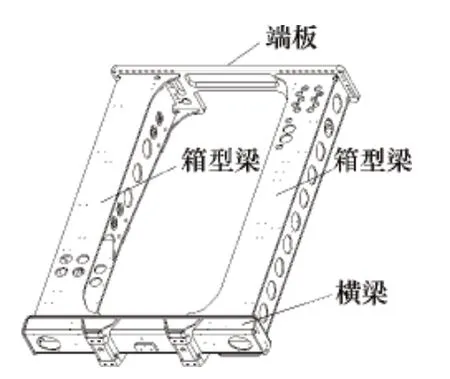
图1 箱型梁结构

表1 2.0MW后底座接头类型
3.焊接工艺评定要求
(1)人员要求 工艺评定前对从事该项目的焊工进行培训,并按照ISO9096—1《焊工考试-熔化焊-第一部分:钢》标准进行本人所从事的项目的考试,合格后方可参加该项目的焊接评定工作及产品焊接工作。
(2)材料要求 材料分为母材及焊接材料,评定前按照ISO/TR15608《焊接-金属材料分类》标准中母材的钢组及焊接材料分类,确定评定的材料。原则是进行一类母材及焊接材料的工艺评定能尽可能的具有较大的认可范围,从而在满足焊接标准要求的前提下减少工艺评定的数量,节约成本。
(3)焊接位置要求 评定所选择焊接位置严格按照ISO6947《焊缝-施焊位置-倾斜和旋转角度定义》标准的规定进行,原则是评定焊接位置尽可能多的覆盖施焊位置,以减少焊接评定的数量。
(4)评定项目 通过综合分析,我们选取了四种接头进行工艺评定试验,分别为平板对接(两种)、单V坡口角接头、角焊缝。评定试件接头形式及尺寸如表2所示。此工艺评定可完全覆盖产品的要求。
按照以往的经验,考虑到评定板材的特点,评定时的工艺规范参数如表3所示。
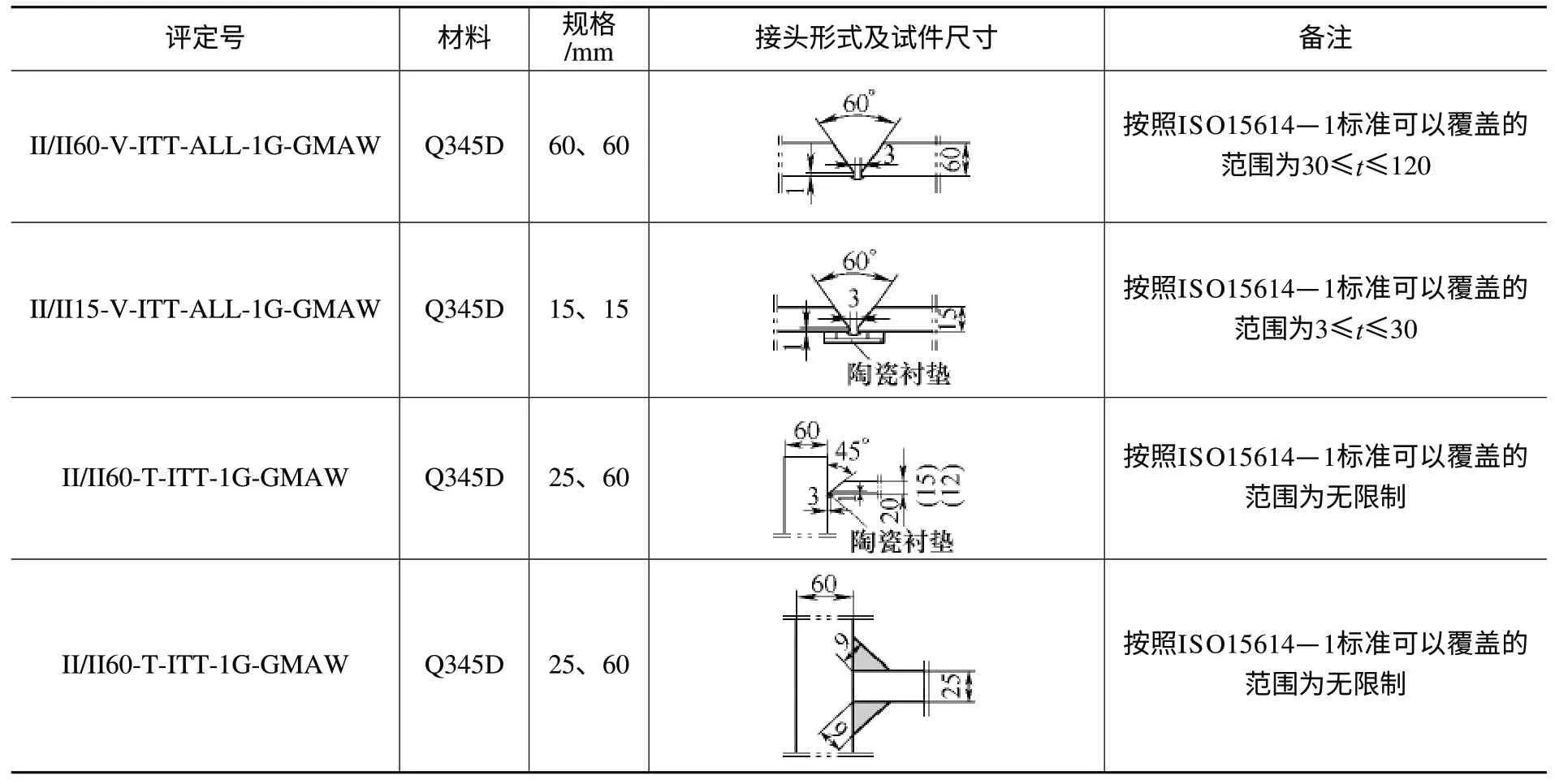
表2 评定试件类型及尺寸

表3 评定工艺规范参数
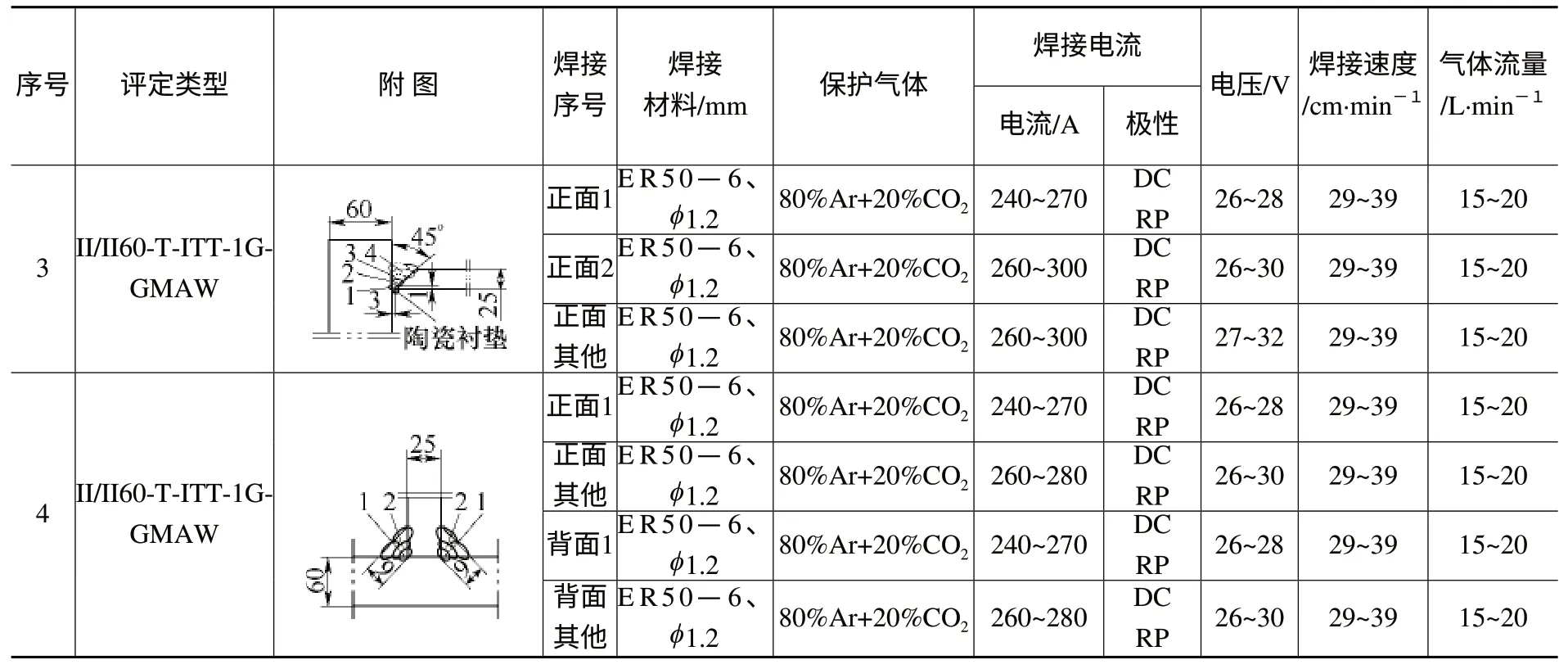
(续)
4.焊接工艺评定试验结果
(1)平板对接评定试验结果 按照ISO15614—1《焊接工艺试验》标准要求对60-60厚钢板进行取样、加工试样、试验,得到的力学性能结果如表4所示。
执行标准ISO15614—1—2004,经60℃ 1+1盐酸侵蚀,肉眼观察宏观金相组织如图2所示,未见缺陷。
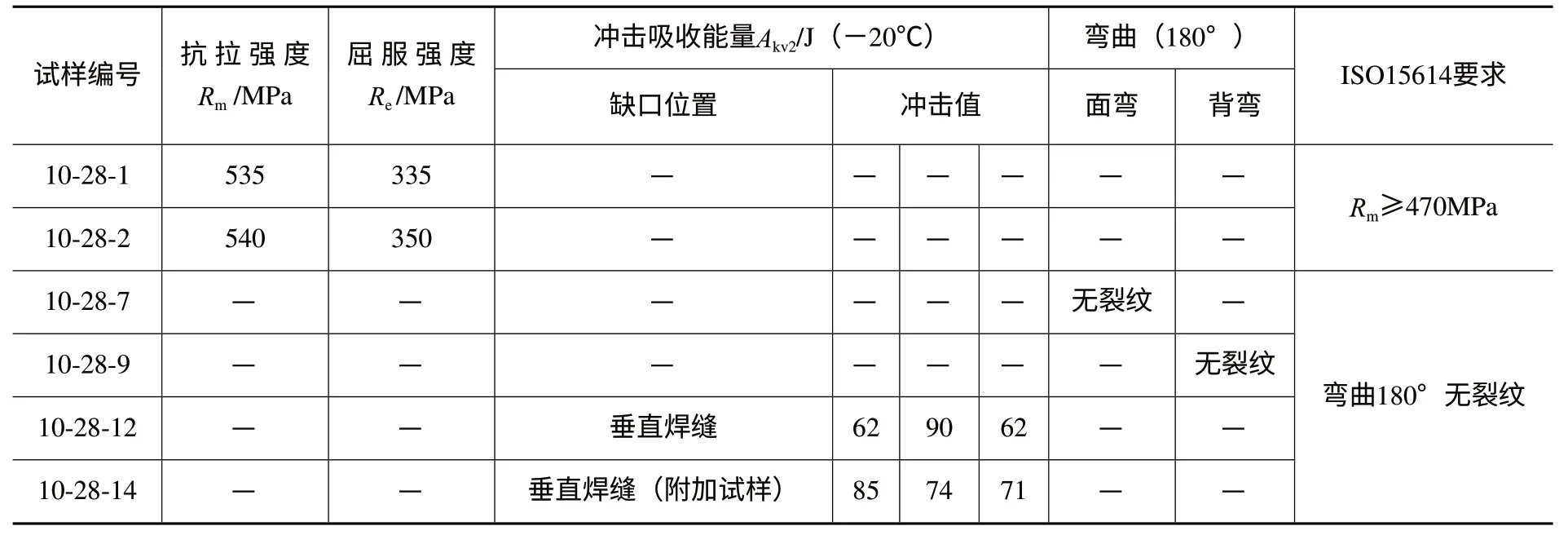
表4
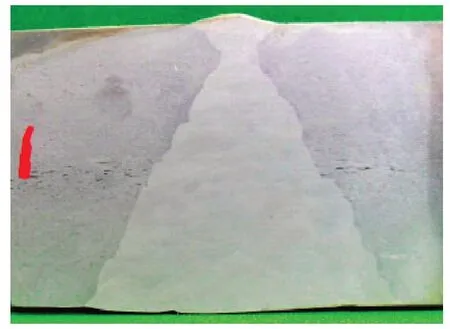
图2 试样1
硬度试验结果(HBW10/3000):按照标准ISO15614—1—2004、GB/T231.1—2002(相当于ISO6506—1—1999)进行硬度试验,结果如表5所示。

表5 (HBW)
按照ISO15614—1《焊接工艺试验》标准要求的标准及方法进行取样、加工试样、试验,得到15-15厚对接试板力学性能试验结果如表6所示。
按照标准ISO15614—1—2004,经60℃ 1+1盐酸侵蚀,肉眼观察宏观金相组织如图3所示,未见缺陷。
硬度试验结果(HBW10/3000):按照标准ISO15614—1—2004、GB/T231.1—2002(相当于ISO6506—1—1999)进行硬度试验,试验结果如表7所示。

表6
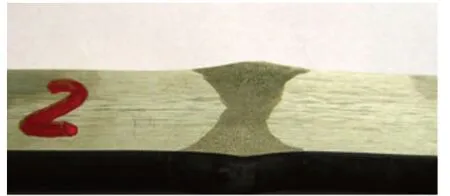
图3 试样2

表7 (HBW)
(2)角接头及T形接头评定结果 25-60厚钢板T形接头试验结果:执行标准ISO15614—1—2004,经60℃ 1+1盐酸侵蚀,肉眼观察宏观金相如图4所示,未见缺陷。

图4 试样2-1(T形熔透)
硬度试验结果(HBW10/3000):试验标准ISO15614—1—2004、GB/T231.1—2002(相当于ISO6506—1—1999),硬度试验结果如表8所示。

表8 (HBW)
25-60厚钢板T形接头试验结果:执行标准ISO15614—1—2004,经60℃1+1盐酸侵蚀,肉眼观察宏观金相如图5所示,未见缺陷。
硬度试验结果(HBW10/3000)如表9所示。

图5 试样1-1(T形)

表9 (HBW)
5.产品组装、焊接时的工艺要求
(1)下料件原则上全部采用精密切割法进行,保证零件尺寸偏差。
(2)参照表3编制生产用WPS,生产中严格执行各项工艺规范参数。
(3)组装采用分片组装法进行,下料时箱型梁零件预留焊接收缩量,长度上留约7mm收缩量(实际中总结得到值)。
(4)箱型梁焊接前加工艺支撑,或制作工装保证组装尺寸,焊接时对称施焊,焊后火焰矫形。
整体组装时长度上加3mm收缩量,对角线加工艺支撑,热处理后去除。
6.结语
不论是采用国内还是国外焊接工艺评定标准,评定前应认真分析图样,认真学习标准,确定评定的类型及项目,获得切合实际的工艺规范参数,以此编制焊接工艺指导书,指导生产。通过按照ISO15614—1—2004标准进行工艺评定试验,确定了工艺规范参数并应用于生产。采取其他必要工艺措施,成功的焊接了2.0MW风力发电机后底座,为类似产品焊接提供了参考。
