搅拌头材质对搅拌摩擦焊温度场的影响
2014-11-16赵阳阳李敬勇李兴学
赵阳阳, 李敬勇, 李兴学
(1. 江苏科技大学 先进焊接技术省级重点实验室,江苏 镇江212003;2. 神华国能集团检修公司 安监部,河南 焦作454001)
搅拌摩擦焊由于具有接头质量高、焊接变形小和焊接过程绿色、无污染等优点[1],是铝、镁等有色金属合金优选的焊接方法[2]。搅拌摩擦焊热过程一直是国内外焊接界研究的热点之一[3~6]。通过对搅拌摩擦焊热过程的深入了解,可以预测焊接过程中的温度情况及接头区域的微区特征、硬度、应力应变分布,进而评价接头性能。
目前,搅拌摩擦焊热过程的研究主要集中在数值模拟分析及实验测定两方面[4~8]。实验研究大多限于对搅拌摩擦焊过程中焊接工件温度场的测定和分析,鲜见对搅拌头温度场实验测定和分析。搅拌头是搅拌摩擦焊的“心脏”[9],它既是完成搅拌摩擦焊过程必不可少的产热工具,同时也是焊接热量散失的主要途径[10]。本工作应用热电偶和自行研制的无线测温系统,通过实验方法同时测定了不同边界条件下焊接试板及搅拌头温度场的分布规律,并分析搅拌头材质对搅拌摩擦焊过程中焊接试板及搅拌头自身温度场的影响。
1 实验设计
搅拌摩擦焊过程中,搅拌头受到较为复杂的温度和载荷的交互作用。基于搅拌头各项功能的实现,其材质一般应具有较高的热强性、耐磨性、抗蠕变性、耐冲击性、热稳定性等[11]。铝合金搅拌摩擦焊一般采用工具钢制作搅拌头,因为该材料具有较好的耐高温静态和动态力学性能以及较好的耐磨性能,而且具有较高的熔点。
高速工具钢W9Mo3Cr4V 与铝合金之间的摩擦产热量比较高,采用该合金制作搅拌头焊接铝合金,可以有效提高焊接速率,进而提高生产效率。本试验研究以W9Mo3Cr4V 合金作为铝合金搅拌摩擦焊搅拌头的主要制造材料。同时采用马氏体不锈钢SUS440C 制作搅拌头,在相同焊接条件下,探讨搅拌头材质对搅拌摩擦焊摩擦偶之间温度场的影响规律。表1 和表2 分别列出W9Mo3Cr4V 和SUS440C的化学成分。表3 为两种材质的热物理性能。
采用5A15 铝合金焊接试板材料,试板尺寸为140mm×40mm×4mm。为了测定摩擦偶的温度场,分别在焊接试板及搅拌头上加工测温孔。考虑到搅拌头开孔对其散热条件及强度的影响,选择在搅拌头不同的横截面开不同深度的孔,孔底即为搅拌头测温特征点。图1 所示为实验所用轴肩直径为φ12mm 搅拌头测温孔的分布示意图。为了更清楚地描述搅拌头测温特征点的位置,依次将从轴肩向远离试板平面的特征点称为T-CH03,T-CH02 和TCH01。图2 为铝合金焊接试板测温孔的分布示意图。测温采用直径为φ1mm 的铠装热电偶,测温孔直径为φ1.2mm。实验过程中,搅拌头测温热电偶插入测温孔中,采用冷端补偿方式,将热电偶连接至自行研制的无线测温系统,该系统机械固定于搅拌摩擦焊设备主轴上,随搅拌头高速旋转,热电偶所测特征点的实时温度值经过无线测温系统的分析与处理,通过无线输出放大系统传至与电脑连接的无线接收装置。

表1 高速钢W9Mo3Cr4V 化学成分(质量分数/%)Table 1 Chemical composition of W9Mo3Cr4V steel (mass fraction/%)

表2 不锈钢SUS440C 化学成分(质量分数/%)Table 2 Chemical composition of SUS440C stainless steel (mass fraction/%)
表3 两种搅拌头材料的热物理参数Table 3 Thermal physical parameters of W9Mo3Cr4V and SUS400C

图1 搅拌头打孔位置及尺寸示意图Fig.1 Schematic diagram of points' distribution for measuring temperature in stirring tools(a)6mm-3mm-6mm;(b)3mm-6mm-3mm
焊接实验使用FSW-3LM-002 型龙门式数控搅拌摩擦焊机,焊接参数统一设定为:搅拌头转速ω=1500r/min,焊接速率ν =25mm/min,焊接倾角2.5°,搅拌头温度测量无线测温系统采样频率为1Hz。
2 搅拌头材质对焊接试板温度场的影响
图3 为采用两种不同材质搅拌头焊接时,测温孔深度为32mm(即测温特征点距焊缝中心8mm)焊接试板各特征点的温度曲线。测温孔深度为25mm 和18mm 焊接试板各特征点的温度曲线与图3 相似。表4 ~表6 分别列出不同测温孔深度焊接试板各特征点的峰值温度。由图3 及表4 ~表6 数据可以看出,尽管由于焊接过程中机械振动引起热电偶测温点采集数据出现一定的波动和误差,但是,两种搅拌头材质条件下,焊接试板温度场表现出相同的分布规律:焊接试板上距焊缝中心8mm 各特征点的峰值温度最高,随着测温点远离焊缝中心,焊接试板的温度越来越低,温度梯度也越来越小;随着搅拌头沿焊接方向向前行进,焊接试板上各测温点的峰值温度依次升高;前进侧测温点的温度均高于后退侧对应测温点的温度。

图2 试板上特征点位置及顺序示意图Fig.2 Schematic diagram of feature points on the workpieces
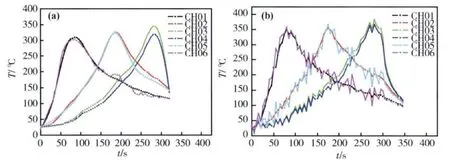
图3 不同材质搅拌头焊接时试板各特征点温度曲线(测温孔深32mm) (a)SUS440C 搅拌头;(b)W9Mo3Cr4V 搅拌头Fig.3 Temperature-time curve of the 32mm deep feature points with different tool materials(a)SUS440C stirring tool;(b)W9M03Cr4V stirring tool

表4 焊接试板各特征点峰值温度(℃)(孔深32mm)Table 4 Peak temperatures in samples with different tool materials(℃)
表4 ~表6 中结果显示,采用高速钢搅拌头焊接试板特征点的温度要比采用不锈钢搅拌头焊接试板的温度高。在测温孔深为32mm 和25mm 时,高速钢搅拌头焊接试板特征点峰值温度比不锈钢搅拌头焊接试板平均高20 ~50℃。而当孔深为18mm(距焊缝中心22mm)时,两者的温度差别不是很大,即特征点距焊缝中心越近,温度差异越明显。
3 搅拌头材质对其自身温度场分布的影响
图4 是采用图1a 所示搅拌头测温孔分布时,搅拌摩擦焊过程中高速工具钢和不锈钢搅拌头各特征点的温度变化曲线。图4 显示,采用不同材质搅拌头焊接时,搅拌头各测温特征点的温度变化规律基本一致,在搅拌工具稳定前进过程中,搅拌头温度场可以认为是一个准稳态的温度场,即搅拌头与焊接试板之间摩擦产热流入搅拌头的热量与通过搅拌头散失的热量基本保持动态平衡。
表7 列出稳定焊接阶段,高速工具钢和不锈钢搅拌头各特征点的温度变化范围。由表中数据可以看出,在同样焊接条件下,高速工具钢搅拌头各测温点的温度均高于不锈钢搅拌头对应测温点的温度。越靠近轴肩摩擦面测温点,其温差越大。

图4 不同材质搅拌头温度曲线Fig.4 Temperature curve in stirring tools of different materials (a)T-CH01;(b)T-CH02;(c)T-CH03

表7 不同材质搅拌头稳定焊接阶段各特征点温度波动范围Table 7 Temperature fluctuation range in stirring tools of W9Mo3Cr4V and SUS440C (℃)
表4 ~表6 中两种材质搅拌头条件下焊接试板的温度分布及表7 搅拌头温度场测定结果均显示,相同焊接条件下,采用高速工具钢搅拌头进行铝合金搅拌摩擦焊,摩擦偶之间的热效率高于采用不锈钢搅拌头。
由表3 可知,不锈钢SUS440C 的比热容比高速工具钢W9Mo3Cr4V 大,即单位质量的材料升高相同的温度,SUS440C 比W9Mo3Cr4V 需要吸收更多的热量,因此,相同焊接参数条件下,如果产生同等的摩擦热量,W9Mo3Cr4V 搅拌头的温度应高于SUS440C 搅拌头。同时,SUS440C 的热传导性比W9Mo3Cr4V 低,即W9Mo3Cr4V 具有更好的传热特性,因此,高速工具钢各测温点的温度均较不锈钢搅拌头相应测温点的温度高。由此可见,搅拌头材质对搅拌摩擦焊摩擦偶温度场的分布及焊接过程中的热散失具有一定的影响。采用比热容小、热传导系数高的材质制作搅拌头,焊接过程中其温度变化速率快,整体温度高,一方面可以向焊接试板输入更多的焊接热量,同时,通过其自身散热,也将有更多的热量散失掉。因此,在选择搅拌头材质时,应综合评定材质的热物理特性,以获取高的焊接热效率。
4 结论
(1)不同搅拌头材质条件下,搅拌摩擦焊试板及搅拌头自身温度场具有相同的分布规律。
(2)随着测温点远离焊缝中心,焊接试板的温度逐渐降低,温度梯度越来越小;随着搅拌头沿焊接方向向前行进,焊接试板上各测温点的峰值温度依次升高;前进侧的温度高于后退侧。
(3)在稳定焊接过程中,搅拌头温度场为一个准稳态温度场,即搅拌头与焊接试板之间摩擦产热流入搅拌头的热量与通过搅拌头散失的热量基本保持动态平衡。
(4)采用高速工具钢搅拌头焊接时,焊接试板及搅拌头自身的温度均高于采用不锈钢搅拌头。因此,搅拌头材质的选择应综合评定其热物理特性,以获得摩擦偶之间更高的热效率。
[1]王国庆,赵衍华. 铝合金的搅拌摩擦焊接[M].北京:中国宇航出版社,2010.
[2]陈影,付宁宁,沈长斌,等. 5083 铝合金搅拌摩擦焊搭接接头研究[J]. 材料工程,2012(6):24 -27.(CHEN Y,FU N N,SHEN C B,et al. Reach on the joint of friction stir lap welding for aluminum alloy 5083[J].Journal of Materials Engineering,2012(6):24 -27.)
[3]UPADHYA P,REYNOLDS A P. Effects of thermal boundary conditions in friction stir welded AA7050-T7 sheets[J]. Materials Science and Engineering:A,2010,527:1537 -1543.
[4]王大勇,冯吉才,王攀峰. 搅拌摩擦焊接热输入数值模型[J]. 焊接学报,2005,26(3):25 -28.(WANG D Y,FENG J C,WANG P F. Numerical model of heat input from rotational tool during friction stir welding[J]. Transactions of the China Welding Institution,2005,26(3):26 -28.)
[5]CHAO Y J,QI X ,TANG W. Heat transfer in friction stir welding-experimental and numerical studies[J]. Journal of Manufacturing Science and Engineering,2003,125 (1):138 -145.
[6]李红克,史清宇,赵海燕,等. 热量自适应搅拌摩擦焊热源模型[J]. 焊接学报,2006,27(11):81 -85.(LI H K,SHI Q Y,ZHAO H Y,et al. Auto-adapting heat source model for numerical analysis of friction stir welding[J]. Transactions of the China Welding Institution,2006,27(11):81 -85.)
[7]鄢东洋,史清宇,吴爱萍,等.搅拌摩擦焊接过程的试验测量及分析[J].焊接学报,2010,31(2):67 -70.(YAN D Y,SHI Q Y WU A P,et al. Measurement and analysis of friction stir welding[J]. Transactions of the China Welding Institution,2010,32(2):67 -70.)
[8]HWANG Y M ,KANG Z W ,CHIOU Y C,et al. Experimental study on temperature distributions within the workpiece during friction stir welding of aluminum alloys[J].International Journal of Machine Tools & Manufacture,2008,48:778 -787.
[9]何建军,刘明宇,杨宗辉.搅拌头——搅拌摩擦焊的心脏[J].电焊机,2004,34(1):24 -27.(HE J J,LIU M Y,YANG Z H. Stirring head—the heart of friction stir welding[J]. Electric Welding Machine,2004,34(1):24 -27.)
[10]李敬勇,亢晓亮,赵阳阳. 搅拌头几何特征对搅拌摩擦焊试板温度场的影响[J]. 航空材料学报,2013,33(1):28 -32.(LI J J Y,KANG X L,ZHOU Y Y. Influence of the geometrical features of stir pins on the temperature distributions within the workpiece during friction stir welding of aluminum alloys[J]. Journal of Aeronautical Materials,2013,33(1):19 -22.)
[11]中国搅拌摩擦焊中心. 搅拌摩擦焊专题之搅拌头[J].现代焊接,2006,43(7):25 -26.(China Friction Stir Welding Center. The FSW column—the stir head[J]. Modern Welding Technology,2006,43(7):25 -26.)
