轧花机轧花部加工关键技术的试验
2014-10-04苗才华郭大伟阎秀广
■苗才华 郭大伟 阎秀广
〔邯郸金狮棉机有限公司,河北邯郸 056046〕
随着对棉花加工科研的不断投入,我国棉花加工设备的机械化、自动化水平日益提高,但是在保持棉纤维原生品质关键技术方面科研投入不大,缺乏相应的加工装备。邯郸金狮棉机有限公司在实施国家“十二五”科技支撑计划项目——“保持棉纤维原生品质的轧花关键技术研究”课题过程中,把工作箱几何形状、肋条形状、锯片线速度和锯片间距等作为研究对象,建立了3个轧花试验台。
一、研究对象的设计
(一)工作箱的设计
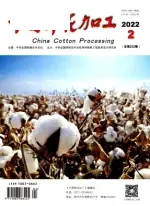
课题组对“工作箱”的设计进行了详细的再分解,如图1所示。分解为以下几个部分:
图1 工作箱结构分解图
1.轧花肋条工作点圆弧R1的设计方案。
针对此次课题,课题组设计了全新的肋条,重点对肋条工作点处圆弧R1进行了优化尺寸设计。增大锯齿在工作点处的勾拉能力,减少游离纤维和疵点的数量,提高皮棉产量和质量。
2.后抱合板圆弧R2的设计方案。
为了与新的肋条相适应,后抱合板圆弧R2的大小也应作相应调整,同样是为了减少游离纤维和疵点的数量,提高皮棉质量。
3.前抱合板圆弧R3的设计方案。
此次设计前抱合板圆弧R3的大小在理论研究基础上做了大胆设计,使籽棉卷在从后抱合板转动到前抱合板时密度能更快地减小,为排籽做好准备,而且增大弧度R3后,工作箱容积也随之增大,产量相应提高。
4.活动页板圆弧R4的设计方案。
活动页板圆弧R4由圆弧改为直板,曲率半径变为无限大,带来更好的排籽效果。
(二)锯片线速度的设计
为了得到准确的最佳锯片线速度,课题组设计采用变频器控制锯片电机转速,使锯片线速度在12 m/s~13.5 m/s范围内可无极调速。在相同工作箱和肋条情况下,通过调节变频器改变锯片转速,通过试验得到相应转速下皮棉产量和质量等数据。
二、建立试验台
要对以上研究方向和设计方案进行试验,就必须建立相应的轧花试验台,用试验台和目前市场上广泛使用的轧花机进行在线带料对比试验,课题组选用6MY98-17轧花机作为对比机型。为了降低其它因素的干扰,更准确地对比轧花部各关键轧花技术对棉花加工的影响,将试验台设计成与6MY98-17轧花机同样的宽度,并同时采用6MY98-17轧花机的清花部。针对16 mm、18 mm和19.4 mm三种不同片间距设计制造了3个试验台,分别为:MY104-16试验台、MY92-18试验台和MY86-19.4试验台。
1.MY104-16试验台。
锯片间距采用16 mm,锯片直径为Φ406 mm大锯片,锯片辊筒转速采用变频器调速,设计相应的新肋条和工作箱(在试验台上现场可更换工作箱各个弧板)。试验研究在不同锯片转速下,16 mm片距对皮棉产量、含杂和长度等指标的影响;新的工作箱和肋条对皮棉质量、籽棉卷运转和排籽的影响。
2.MY92-18试验台。
锯片间距采用18 mm,锯片直径为Φ320 mm小锯片,锯片辊筒转速采用变频器调速,工作箱和肋条均采用98型轧花机的。试验对比在相同工作箱情况下,17 mm和18 mm片距对皮棉产量、含杂和长度等指标的影响。改变转速,试验18 mm片距下最佳转速。
3.MY86-19.4试验台。
锯片间距采用19.4 mm,锯片直径为Φ320 mm小锯片,锯片辊筒转速采用变频器调速,设计相应的新肋条和工作箱(在试验台上现场可更换工作箱各个弧板)。试验研究在不同锯片转速下,19.4 mm片距对皮棉产量、含杂和长度等指标的影响;新的工作箱和肋条对皮棉质量、籽棉卷运转和排籽的影响。
三、在线试验
课题组在6MY98-17生产线上对3个试验台分别进行了连续带料试验,在不同的锯片线速度下对设计的工作箱各弧板进行了不同组合的试验。
(一)试验台安装调试
在轧花厂用3个试验台替换现场生产线上的6MY98-17轧花机的轧花部,调整试验台各主要工作间隙,锯片电机连接上变频器,通电调试其正反转,调节变频器观察锯片转速是否变化,机器转动是否平稳。如图2所示。

图2 三个试验台调试试车
(二)试验过程
1.锯片线速度的试验。
选取同一籽棉垛,把试验台锯片线速度调低到12 m/s(用手持测速器测得),喂料速度分别调成低、正常、高三种情况,把同一生产线上的98轧花机的喂料速度调成和试验台相一致,记录每次喂料频率,待两机型运转平稳后,从轧花机淌棉板处抓取籽棉样品,从轧花机出棉口抓取皮棉样品,做好标记。然后提高锯片线速度,重复以上试验过程。
把抓取的样品拿到检验室,按标记分类测量各个样品的回潮率、含杂率、纤维长度等数据并做好记录,最后从记录的数据中分析选取最佳的锯片线速度。
2.工作箱几何形状的试验。
MY104-16试验台和86-19.4试验台工作箱后抱合板制作2种,前抱合板制作3种,共有6组组合形式,现场可更换。安装好一组后,开车观察籽棉卷的运转状态,能平稳连续运转后,按照上述“锯片线速度的试验”过程进行试验、取样、测数据、做记录。然后换下一组进行试验直至6组试验全部完成。
在这6组工作箱工作时,提高喂料速度,观察锯片电机电流值,观察籽棉卷在工作箱里的运转状态,测此工作箱最大产量。
对以上试验所得数据进行分析,找到工作箱最佳几何形状。
3.锯片间距的试验。
以上设计试验的3种试验台分别采用16 mm、18 mm和19.4 mm片间距,与98型轧花机采用17 mm片间距的机型作对比,分析测得的各种试验数据,可以得到保持棉纤维原生品质的最佳锯片间距。
四、结束语
经过对3个试验台进行的在线带料试验,在工作箱几何形状、肋条弧度、锯片线速度和锯片间距等方面收获了大量试验数据。对比、分析试验结果,验证了课题组对轧花机关键部件形状、参数的理论研究,确定了工作箱几何形状、锯片线速度和锯片间距,为课题组下一步研制保持棉纤维原生品质新型轧花样机提供了准确、重要的技术参数。