浅谈轧花肋条的使用体会
2017-03-19
〔新疆兵团第八师141团加工厂,新疆石河子832028〕
在轧花生产中,因为轧花机的轧花肋条上部间隙被棉纤维嵌塞而与锯片摩擦产生起火,是整条轧花生产线中产生火情次数最多的地方,也是造成整条生产线停机最主要的原因。如何避免和减少因轧花肋条上部间隙被棉纤维嵌塞而与锯片摩擦产生起火,对棉花加工厂来说是一件很重要的事情。
2016、2017年,141团棉花加工厂与邯郸金狮棉机有限公司共同努力,试用了邯郸金狮棉机有限公司生产的改进型轧花肋条,通过改变轧花肋条上部V型口尺寸,扩大轧花肋条上部间隙,可以减少棉纤维嵌塞在轧花肋条上部间隙中的次数,极大降低了因棉纤维嵌塞在轧花肋条上部间隙而与锯片产生摩擦起火的概率,在提高生产效率和降低火灾险情方面取得显著的效果,为企业创造了良好的经济效益。
一、轧花肋条上部V型口的尺寸和间隙变化
籽棉由轧花机前箱进入中箱后,通过锯齿钩拉形成籽棉卷,受锯齿的钩拉和轧花肋条的阻挡,籽棉上的棉纤维与棉籽分离,被轧净的棉籽从排籽道排出机外,被锯齿钩拉住的棉纤维经轧花机后箱刷棉部刷下送入下一道工序。为此,中箱是轧花机的核心部分,它是由锯片、肋条、胸板、抱合板、棉籽梳等部件组成,这些部件的尺寸、间隙、转速决定了皮棉的加工质量。如果改变了轧花肋条上部V型口的尺寸和间隙,是否会对皮棉的加工质量产生影响?2016年,141团棉花加工厂在128型和168型两条机采棉轧花生产线进行了实验,取得了非常显著的效果。两条生产线所生产的皮棉全部进行了公检,从公检数据上看对皮棉质量没有产生影响。
2016年开始,邯郸金狮棉机有限公司对轧花肋条上部V型口进行了改进,扩大了轧花肋条上部V型口尺寸,经过2016、2017年两年的试用,效果非常显著,减少棉纤维嵌塞在轧花肋条上部间隙中的次数,极大降低了因棉纤维嵌塞在轧花肋条上部间隙而与锯片摩擦产生起火的概率。扩大了轧花肋条上部V型口尺寸,对皮棉质量没有影响。笔者分别测量了2015年和2016、2017年使用的128型、168型轧花机轧花肋条上部V型口尺寸和间隙并进行了比较,区别很明显。
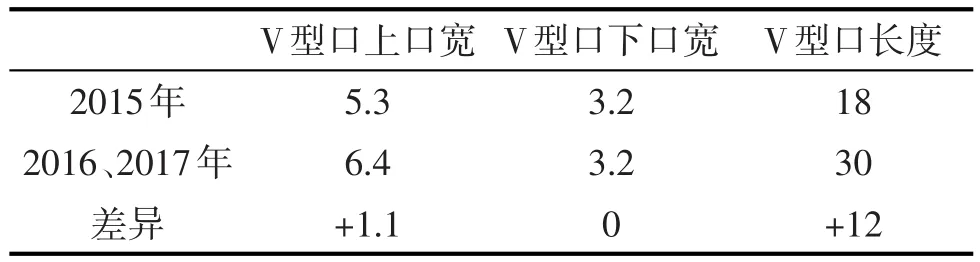
128型轧花肋条上部V型口尺寸和间隙表单位:mm
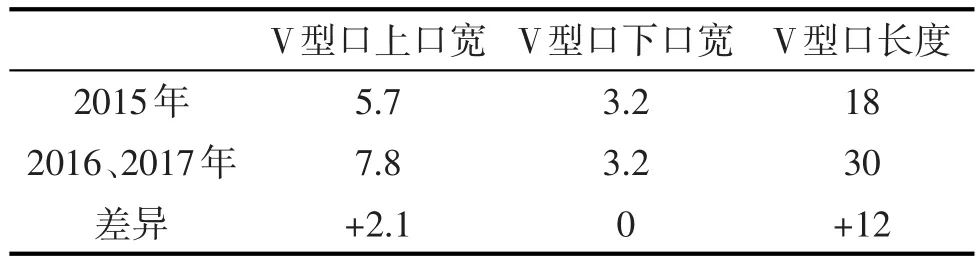
168型轧花肋条上部V型口尺寸和间隙表单位:mm
二、轧花肋条的质量和安装要求
(一)质量要求
轧花肋条规格必须符合标准规定,表面和两侧面光滑,无毛刺、无锈蚀、无缺口。
(二)安装要求
轧花肋条排表面光洁无锈蚀,棱边无毛刺,工作部位无缺陷。肋条排表面平直,工作点直线度误差不大于0.15 mm,相邻两肋条工作点间隙2.8 mm~3.2 mm,高低差不大于0.1 mm。两边墙板应垂直于肋条排。
安装好的轧花肋条排应达到“三平三齐”,即肋条顶端锺面、工作点弧面、肋条末端排面必须平;肋条脚踵顶端、肋条弧面顶端、肋条末端必须齐平成一条线。另外,轧花肋条顶孔向上应无三角区,即相邻肋条脚踵必须密合无缝。
三、轧花肋条安装使用时的注意事项
1.如轧花肋条之间的间隙不均匀,特别是肋条工作点间隙的不一致,就会造成锯片在轧花肋条排的间隙不居中。当锯齿将棉纤维和不孕籽拖过轧花肋条间隙时,与轧花肋条碰擦加剧,可能将棉纤维切断或整粒不孕籽挤破,还容易造成锯齿变形,轧花肋条侧面磨损加快。同时,轧花肋条之间的间隙不均匀,锯片钩拉棉纤维通过肋条时,棉纤维与肋条侧面剧烈摩擦而发热,使轧工质量急剧下降。更有可能锯片直接与肋条碰擦产生火花,引起火灾。
2.轧花肋条表面和两侧面光滑无毛刺,如不光洁会影响籽棉卷的正常运转,造成籽棉卷与肋条表面摩擦加剧,从而产生索丝,影响皮棉质量。
3.轧花肋条排工作点间隙规定为2.8 mm~3.2 mm。在台时产量固定的情况下,轧花肋条工作间隙大些,皮棉质量可以得到一定程度的提升,但是最好不要超过3.2 mm。
4.加强挡车工的责任心,经常检查肋条上部,勤清除嵌塞在轧花肋条上部间隙中的棉纤维和杂物,保证籽棉卷的正常运转,避免和减少因棉纤维嵌塞在轧花肋条上部间隙中而与锯片摩擦产生起火。
5.更换损坏的轧花肋条时,一定要将肋条安装在两锯片中间,防止锯片与肋条产生摩擦。如果锯片损坏或变形,就需要更换锯筒。☆
