空间任意角度孔系加工的研究应用
2014-09-15,
,
(天津机电职业技术学院,天津 300131)
在数控加工中,孔加工占有很大比重,对于直孔,孔的轴线平行于坐标轴,指令参数相对简单;而对于空间任意角度的孔系,即空间斜孔,孔的轴线与坐标轴不平行,指令参数要复杂的多[1]。对于五轴加工中心来说,很多情况下,需要加工空间任意角度的孔系,点和孔轴心矢量的数据获取都很困难,这时就需要借助CAM软件。目前,各种高档数控机床和CAM软件,都提供了完善的固定循环指令,可以完成钻孔、铰孔、镗孔、钻孔及其他更为复杂的孔加工。但是,由于一般机床钻孔循环一般都是基于三轴的,即使一般的五轴机床都提供特征坐标系功能,但是其在空间上的应用涉及到坐标转换,数据量大,编程时,原始数据往往需要人工寻找[2][3],编程效率低下。为了解决这一困难,大部分企业选择避开固定循环,转而应用五轴联动RTCP功能配合G01与G00实现空间任意角度的孔系加工。虽然这样可以顺利完成加工,但是结果不但程序段冗长,给操作人员带来极大不便,而且不能发挥高档机床的优势,造成巨大浪费。为了解决这一问题,针对Mazak VARIAXIS 500-50II五轴联动加工中心和NX UG 8.0软件,充分发挥两者提供的现有技术,对空间任意角度的孔系加工进行研究。
一、Mazak VARIAXIS 500-50II钻孔循环指令
Mazak VARIAXIS 500-50II五轴联动加工中心通过工作台的双回转运动,以3+2轴定位进行空间任意角度孔系加工,不仅提高了加工精度,也大大提高了生产效率。为了提高编程效率,Mazak VARIAXIS 500-50II五轴加工中心为用户提供了G73(高速深孔钻)、G75(镗孔)、G81(点钻孔)、G84(攻丝)、G85(铰孔)等19个与孔加工有关的固定循环。本文主要重点研究G81点钻和G85铰孔,其他指令的应用可以借鉴该指令。
要制定合理的后处理器,必须了解固定循环的刀路和指令格式。Mazak VARIAXIS 500-50II 规定的点钻循环G81动作如图1所示,铰孔循环G85动作如图2所示。
G81指令格式:
G81XxYyRrZz
G85指令格式:
G85XxYyRrZz[Ptz]Ff0[Ef1Dd0]
其中,
tz:暂停时间或转数
f1:进给速度1,f1=0时,或者在没有指定时,以f0进行进给
f0:进给速度0
d0:从R点开始的距离
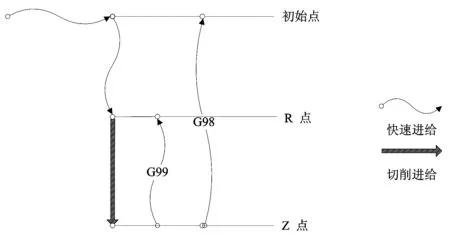
图1 Mazak VARIAXIS 500-50II G81循环示意图

图2 Mazak VARIAXIS 500-50II G85循环示意图
二、NX UG 8.0软件点位加工
虽然NX UG 8.0软件不能直接针对具体某款机床,输出直接可以使用的数控程序,但是对于点位加工,该软件提供了多种孔加工方法子类型,每种子类型里面又可以定义不同的循环类型。一般情况下,孔加工方法子类型配合不同的循环类型就可以对应具体机床的孔加工固定循环。同时,该软件提供的后处理生成器Post Builder提供了各种固定钻孔循环的模板,为后处理的制作提供了很大的便利。用户可以根据加工零件的需要选择合适的点位加工方法,也可以根据自己所使用的设备制定专用的后处理。由于本文只研究G81点钻和G85铰孔,因此对应这两个循环,研究NX UG 8.0对应的孔加工方法和循环类型。
NX UG 8.0提供的点位孔加工方法子类型Drilling为用户提供了最基本的点到点的钻孔操作;子类型COUNTERBORING提供一种可以在孔底暂停的扩孔功能。Standard Drill标准钻孔循环提供了包括进给速度、孔底暂停时间、回退距离等基本固定循环参数的设置。因此,可以使用孔加工方法子类型Drilling配合循环Standard Drill来对应G81点钻循环;使用COUNTERBORING配合循环Standard Drill来对应G85铰孔循环。
同时,NX UG软件提供了一个连续打多个孔的功能,同时可以优化刀路。图3是医用钛合金人造髋关节,零件上的29个空间斜孔,每个孔的中心线矢量都不相同。使用NX UG软件基于特征的孔加工方法,选择面上所有孔,进行自动优化,得到刀路如图3所示。
三、POST的设计
对于POST的设计,本文只研究图3零件所需要的点钻循环G81和铰孔循环G85的制定。由于钻孔循环是基于三轴的指令,因此可以利用Mazak VARIAXIS 500-50II五轴加工中心倾斜面的加工G68.2功能。
打开post builder,其界面如图4所示,其中,Drill标签对应G81点钻循环,Drill Dwell对应G85铰孔循环。Cycle Off标签对应取消固定循环G80,Cycle Plane Change标签对应孔加工操作过程中刀轴变化。
在钻孔加工中,当下一个孔和上一个孔的中心轴矢量不一致时,就会激发其内部的MOM_cycle_plane_change事件,因此要在如图4所示post builder后处理Cycle Plane Change标签下定义坐标变换。坐标变换之后,生成的刀位点必须基于旋转坐标系,才能保证程序的正确性,即需要把加工坐标系下的点坐标转化到特征坐标系下[4]。因此要在后处理对应的钻孔循环标签下定义点位坐标更新程序,以便使钻孔循环输出基于特征坐标系的新坐标。
由于G85中含有暂停时间P,但是NX UG暂停时间变量mom_cycle_delay是在MOM_drill_dwell第一次激发时就赋值了,后面再次激发时,mom_cycle_delay不再赋值,这时如果直接把获取时间的程序写在后处理钻孔循环标签下,得到的mom_cycle_delay值为0。MOM_initial_move事件是在第一次MOM_drill_dwell激发之后,在第二次MOM_drill_dwell激发之前,因此可以把获取暂停事件的程序写在Initial move标签下。

图3 NX UG软件的连续打孔功能

图4 后处理钻孔指令的制定界面
在制定后处理时,需要使用TCL语言,编写自定义命令。把自定义命令添加到NX UG提供的后处理模板对应的标签下,图5是孔加工循环相应标签的制定及自定义命令的功能解释。

图5 NX UG后处理孔加工循环相关指令的制定及注解
四、轴钻孔循环的应用实例
为了验证后处理是否可靠,把图3的人造髋关节钻孔刀路生成数控程序。以下是部分钻孔和铰孔除去辅助功能的主要程序代码:
O0000
…
G68.2 X0.0 Y0.0 Z0.0 I0.0 J-90. K0.0;
G53.1;
G01 Y-80. S800 M03;
Z59.102;
G01 X0;
G82 Z42.592 R80. F150. D15 P.01 E250.;
G80;
Z 300;
G68.2 X0.0 Y0.0 Z0.0 I-180. J65. K180.;
G53.1;
G01 X0;
G01 X0;
G82 Y-66.884 Z75.863 R99.357 P.01;
G80;
Z 300;
G68.2 Y0.0 Z0.0 I-158.009 J77.801 K117.621;
G53.1;
G82 X69.282 Y-30.631 Z58.959 R89.678;
…
G85 Z42.592 R80. F40. D15 P1 E50.;
G80;
Z 300;
G68.2 X0.0 Y0.0 Z0.0 I-180. J65. K180.;
G53.1;
G01 X0;
G85 Y-66.884 Z75.863 R99.357 P1;
G80;
Z 300;
G68.2 Y0.0 Z0.0 I-158.009 J77.801 K117.621;
G53.1;
G85 X69.282 Y-30.631 Z58.959 R89.678;
G80;
Z 300;
G68.2 X0.0 Y0.0 Z0.0 J102.199 K62.379;
G53.1;
G85 X69.282 Y41.873 Z25.149 R70.322;
G80;
Z 300;

图6 人造髋关节连续打孔效果图
…
在Vericut上仿真,加工结果如图6所示。
五、结论
通过对Mazak VARIAXIS 500-50II五轴加工中心孔加工固定循环和NX UG软件的孔加工方法的深入研究,制定出可以实现连续钻孔的后处理,解决了复杂空间孔系钻孔的难题。通过钛合金髋关节零件验证,后处理可靠。本文充分利用了CAM软件和五轴数控机床的优势,不仅保证了零件的加工质量,而且大大提高了编程效率。
参考文献:
[1]蔺小军,单晨伟,任军学.加工中心数控钻孔编程系统[J].机械科学与技术,2011,(01).
[2]叶松涛.弯道零件的斜孔加工[J].工具技术,2012, (02).
[3]赵宏.多面斜螺纹孔网架球[J].机床与液压,2010,(02).
[4]郭永亮,赵华,张礼.Mazak五轴联动机床UG后处理3+2功能定制[J].金属加工,2013,(10).
