浅谈清洗机自动控制系统的硬件设计
2014-09-15
(天津市北辰区中等职业技术学校,天津 300400)
引言
电器传统的控制主要为继电接触式,这种系统具有结构简单、价格低廉、维护容易、抗干扰能力强等优点,至今仍是机床和其他许多机械设备广为采用的基本电气控制形式。但是这种控制系统由于采用固定接线方式,灵活性差,工作频率低,触电易损坏,可靠性差的缺点,从而被一种新型的产品可编程控制器(PLC)所代替。PLC能进行模拟量控制,具有数据运算、数据处理和通信联网等多种功能。它的另一个突出优点是可靠性很高,平均无故障运行时间可达10万小时以上,可大大减少设备维修费用和停产造成的经济损失。目前,世界上发达国家如日本、美国和西欧等国生产和使用PLC的数量日益增多,PLC作为工业控制器广泛地应用于冶金生产、汽车制造、石油化工、轻工食品、能源、交通等几乎所有的工业领域。PLC的控制方法也从简单的单机开关量逻辑控制向过程控制、数字控制和多机网络控制发展。如今PLC已成为电气自动控制系统中应用最广的核心装置。
一、工程介绍
1.工程简介
本系统是为清洗橡胶管而设计的一套自动化控制系统,该清洗系统分为净洗和漂洗两个部分,它的功能是把橡胶管经过热水和化学清洗剂的清洗后,再经温水漂洗其表层、内壁的污垢、灰尘等杂质。
2.工艺流程
把待洗的橡胶管装进塑料筐,然后把塑料筐装入清洗框并关紧框门和清洗槽门。这样如果温度、水位和机械都在原位时,自动运行指示灯闪烁并提示可进行自动净洗和漂洗,清洗时净洗框以恒转速翻转,同时在竖直方向上进行上下移动并开始计数和计时。当净洗结束时,净洗框停在最上端并继续翻转两圈后停在初始位置,为下一次运行做准备,同时对计数器和计时器自动清零。当净洗框移动到最下端时,使整个净洗框完全浸没在液体中;当净洗框移动到最上端即初始位置时,则完全离开液面。这样刚好完成一次净洗过程。漂洗过程与净洗过程类似,只是温度和液料浓度的控制要求不同。橡胶管经过净洗和漂洗才完成一次清洗过程。清洗过程的工艺流程图如图1-1所示。

图1-1工艺流程图
二、工程设计
1.系统控制要求
根据清洗系统的工艺流程,本系统改变以往各级分散控制的模式,采用目前技术较成熟、可靠性高的可编程控制器(PLC)结合温度控制仪表、计数器、计时器、接近开关等,有效地控制了蒸气阀、电磁阀电机等,从而实现了对清洗系统的自动控制。
2.电气控制流程
根据控制要求以可编程控制器(PLC)为核心,以温度控制仪表输出、计数器输出、计时器输出、接近开关等作为输入量通过继电器从而实现对蒸汽阀、电磁阀、电动机等的控制。控制流程图如图2-1所示:
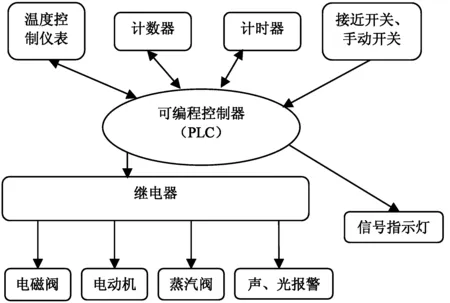
图2-1 控制流程图
3.设计方案
本设计中采用日本三菱FX2N-80MR型为系统的控制核心,三菱FX2N系列PLC的输入输出都采用光电耦合电路,可有效地防止生产现场各种强电干扰信号进入PLC,因此其工作的稳定性和可靠性较高,又由于PLC是以串行方式工作的,采用循环扫描工作方式(如图2-2所示)。这种工作方式可以在PLC工作时避免继电控制触点竞争和时序分配问题。温度控制仪表选用RKC-402H型温控表,它通过传感器、电磁阀形成单闭环反馈控制系统有效地控制净洗槽液体的温度,并实现相应的高、低温报警,漂洗槽的温度TSI传感器、继电器实现控制。净洗框的上下移动由蒸气阀通过气缸来控制,并通过磁敏式接近开关来限位并作为计数脉冲,净洗框的翻转由电动机经过变速箱通过链传动实现控制,净洗槽的水位由磁性浮球、继电器、电磁阀来控制。净洗框门、槽门、气缸上位通过逻辑与,从而起到安全保护作用,该清洗系统通过手动调整原位后自动运行。为了让操作者方便在控制面板还有相应的状态指示灯、声、光等报警信号,该系统有漏电保护、过载保护、短路保护、急停等应急保护系统。

图2-2 PLC工作过程框图
4.清洗机的工作过程
通电并闭合总电源开关,电源指示灯指示,按操作准备按钮,操作准备灯接通显示同时系统进入系统测试状态,检查净洗槽和漂洗槽的水位、温度是否达到设定值,否则发出声、光报警并打开电磁阀给水、给蒸汽。如果达到设定值,应继续检查清洗框和漂洗框是否在原位,如果在原位说明操作准备完毕,否则将“手动/自动”开关置于手动位置,使用“上升”开关调节气缸使其上升到顶端,再使用“翻转”、“正转”或“反转”开关调节净洗和漂洗的框使之置于水平原位。这时,净洗和漂洗的操作准备灯闪烁,表示相应的准备工作已经就绪,可以进行清洗操作。此时把待洗的装橡胶的塑料筐装进清洗框并关紧框门、槽门,再按清洗按钮,清洗开始,清洗框先向下移动并开始翻转,同时计数器、计时器开始计数、计时并显示。气缸从顶端到底端再回到顶端计数一次,当满计数时计数器输出时,清洗框停止上下移动,同时PLC输出给计数器一个复位信号,但清洗框继续翻转两圈然后停止在原位,计时器复位为下一次做准备。若程序有故障在计时器复位后15分钟自动停止清洗并发出“清洗时间过”的报警指示。
三、结论
通过此次设计,我发现了很多问题。对知识的认知有待于进一步提高,包括对现代化器件、现场机械设备的运用等,使我对整套机器的实际操作有了充分的了解。同时也发现了一些元器件存在的缺陷,比如电磁阀的密封程度,热电偶测量温度的准确性等。我还认识到,光让学生学习书本上的知识是远远不够的,应该走理论与实际相结合的道路。现代化的许多机器设备都是机电结合的成果。在做诸如此类的工程时,应有效地做好现场记录工作,以便于自己在最短的时间内排查出机器存在的故障。同时在选择器件方面也要引起高度的重视,尽量选择品牌效益好并且耐用的器件,以保证机器的正常运行。总之,清洗机的自动控制系统是一个很好的机电结合的实例,它所涉及的学习内容有:电工基础、硬件电路的CAD设计、PLC的软件编程、现场机械的布线以及整台设备的工艺设计。我和学生在本次设计中学到很多知识,受益匪浅。
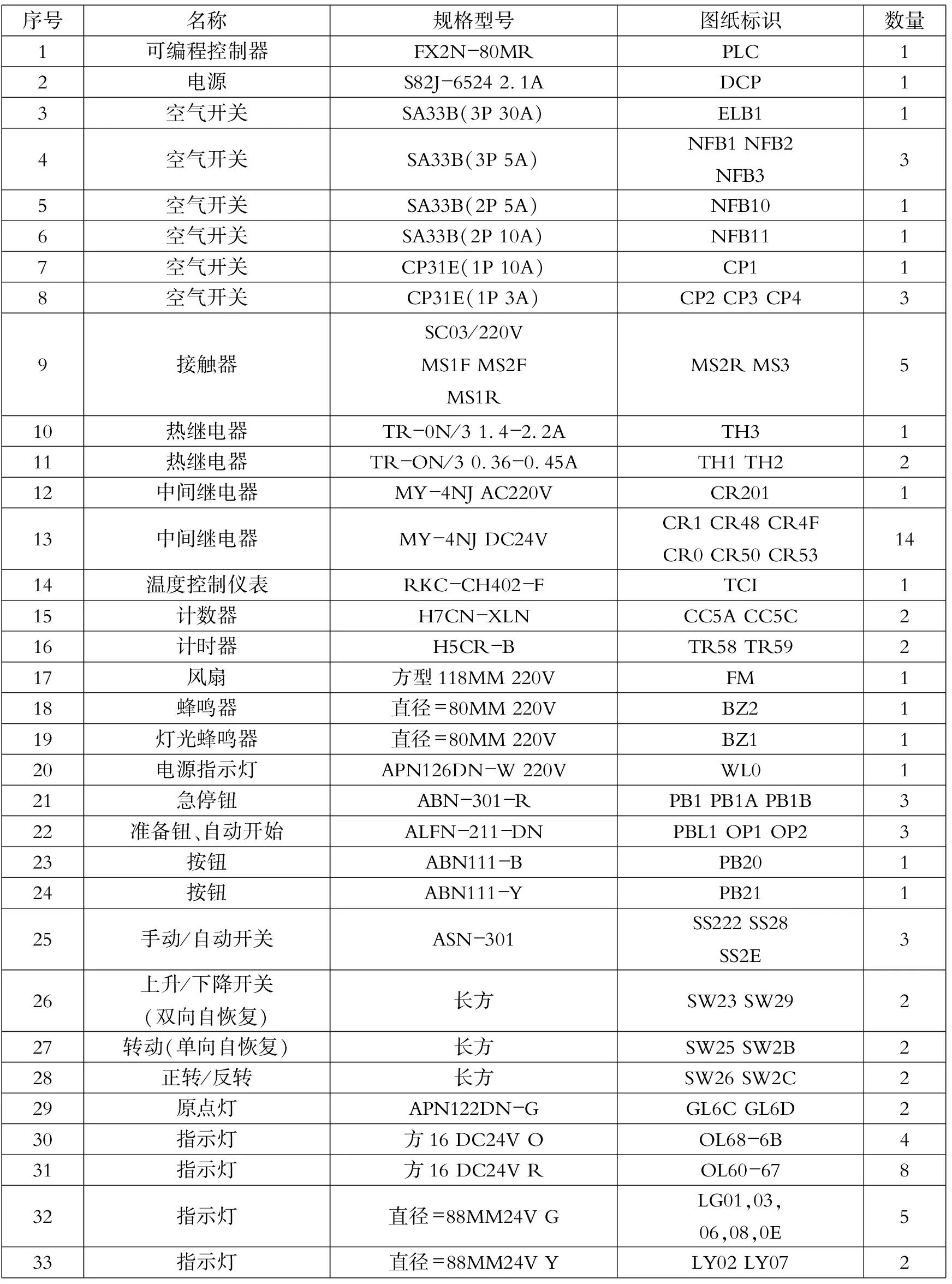
附录1 清洗机自动控制系统元件明细表
参考文献:
[1]钱锐.PLC应用技术[M].北京:科学出版社,2006.
[2]李国厚.PLC原理与应用设计[M].北京:化学工业出版社,2005.
[3]胡学林.可编程控制器教程[M].北京:电子工业出版社,2005.
[4]伍冬初,应群民.PLC与变频器在热电厂循环水系统中的应用[J].自动化与仪表,2005,(02).
[5]弭洪涛.PLC应用技术[M].北京:中国电力出版社,2006.
[6]李洁.浅谈PLC控制系统设计应注意的几个问题[J].西安航空技术高等专科学校学报,2005,(01).
