铜带材纵剪缺陷分析及质量控制
2014-09-14傅红华
傅红华
(中铝上海铜业有限公司, 上海 200940)
铜带材纵剪缺陷分析及质量控制
傅红华
(中铝上海铜业有限公司, 上海200940)
阐述了圆盘剪的内部结构和剪切功能,分析了铜带材裁剪和分切过程中常见的质量缺陷,提出了改善措施.在实际加工过程中,通过对刀刃侧间隙和重叠量的调节,刀具和刀垫的合理选配及生产现场的品质控制与规范操作,主要缺陷可以得到有效克服,产品质量可控,质量水平能更好地满足用户需求,同时也可以提高工序成材率,获取更多的效益.
铜带纵剪; 圆盘剪; 缺陷分析; 品质控制
0 前 言
在板带生产中,经过压延加工的铜带材,通常产品规格不符合用户的实际使用要求,需进行裁剪和分切处理.在裁剪和分切过程中由于受到人、机、料和环境等因素的影响,往往会产生新的裁剪缺陷.这些缺陷直接影响用户使用和加工的成材率,严重的缺陷将导致无法继续生产加工.
1 圆盘剪要素简介
1.1 纵切原理和结构
铜带材的裁剪和分切通常由纵剪机列完成,通过上下刀片的相对运动(旋转)将带材分切开.目前使用最广泛的剪切机是圆盘刀结构.
图1为三种主要类型的圆盘剪的示意图.收卷机驱动型,带前张力剪切;联合驱动型,除圆盘剪驱动外,前后都带驱动,张力可调;圆盘剪驱动型,前后无张力,中间有活套[1].
1.1.1 带材裁切装置的核心单元
确保铜带材分切质量的核心问题是在分切的任何时刻和任何位置,上下轴刀具间都要保持足够精确的间隙,以及整个裁切系统要保持足够的裁切刚性.

图1 圆盘剪的主要类型Fig.1 Main type of disc shear
铜带材由上下圆刀滚剪成条状,一般称宽的部分为“雌刀”单元,窄的部分为“雄刀”单元.“雌刀”和“雄刀”两个基体单元交替地分布在上下刀轴之间.图2为圆盘剪装置示意图.

图2 圆盘剪装置示意图Fig.2 Disc shear device schematic diagram
1.1.2 组成裁剪核心单元各部分的作用
圆刀的作用主要是裁剪铜板材,其次是构成带宽,是保证带宽公差的重要部分.
图3为圆盘剪的刀片形状示意图[2].图3中a为双面刃,其他形状的刀刃为单面刃,仅在薄带材剪切时采用.
最小刀盘直径按下式[3]计算:

(1)
式中:h为被剪切带材的厚度;S为刀片的重叠
量;α为剪切时的咬人角度,一般取10°~15°;D为刀盘直径.
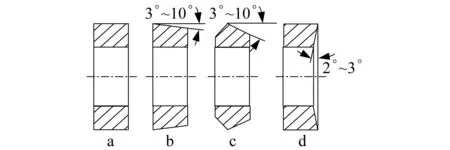
图3 圆盘剪的刀片形状Fig.3 Disc shear blade shape
刀盘厚度一般为刀盘直径的0.06~0.10,为了减少刀盘的摇摆,宜取上限.
橡胶隔离环的作用:一是圆刀裁切带料时要压住被切材料,防止材料边部产生波浪;二是用来传递金属带料,帮助裁切;三是橡胶隔离环的铁芯同样用来构成带宽,并保证其公差.对于较薄的带料,无论是“雄刀”单元还是“雌刀”单元,都要将两刀内侧空间垫满.
定距环是保证整个裁剪系统间隙精确的重要环节.可分为百位小数定距环(如1.01、1.02、1.06)、个位小数定距环(如1.1、1.2、1.6)和无小数定距环(如2、3、5).其作用各不相同.百位小数定距环主要用来满足配置间隙;个位小数定距环主要用来满足配置带宽;无小数定距环主要用来配置带宽和填充最外侧两把刀和轴肩及液压螺母之间的空间.
间隙取决于材料的厚度和强度,剪切铜材时的间隙一般控制在板材厚度的3%~5%.愈薄愈软的材料裁剪时对间隙的控制精度要求愈高.
圆盘剪切时刀具间隙的大小控制是影响板材裁剪质量的重要因素.图4为刀具间隙C对剪切断面形状的影响,以及正常剪切的刀具咬入比与相对间隙的范围(成功区). 重叠量:带材在滚动剪切时,真正实现剪切部分仅是厚度的一部分,其他部分的厚度是靠拉断的.厚度的剪切部分就是圆刀的重叠量.重叠量的大小同样取决于材料的厚度和强度,对于铜材料,所需的圆刀重叠量基本控制在厚度的50%.

图4 刀具咬入比与相对间隙对剪断的影响Fig.4 Cutter bit into the ratio and the relative clearance on the influence of shearing
2 纵剪缺陷产生原因及改善措施
2.1 压刀印
压刀印是一种常见的在铜带材加工过程中出现的质量缺陷,如图5所示.

图5 压刀印Fig.5 Knife pressure seal
日常生产中,一般比较重视圆刀磨损后的磨削,而对起支撑和剥离作用的橡胶隔离环的磨削不是很重视,往往不是跟随着刀片同时进行磨削,久而久之,橡胶隔离环的外圆直径与刀片的外圆直径不相匹配.如在装配刀片时,“雌刀”侧的橡胶隔离环外圆直径大于刀片直径,此时刀片与橡胶隔离环间的被剪材料受到极大的垂直压力,使被剪材料在刀刃应力集中处产生压刀痕迹,影响带材的品质.其次刀片间重叠量过大也会产生压刀印.经研究,该现象可通过调整橡胶隔离环和圆刀片的直径匹配以及刀片的重叠量来缓解,甚至完全可以避免发生.
防止压刀印的措施:
(1) 橡胶隔离环的直径必须与圆盘刀片的直径相匹配,而且橡胶环的材质必须一致,一般采用聚氨酯,相比丁腈橡胶,聚氨酯有更好的抗化学腐蚀,能更好地维持自己的硬度和形状.
(2) 装配刀片时,“雄刀”单元橡胶隔离环的外圆直径比圆刀外圆直径要大0.25 mm或0.5 mm.在圆刀开始重磨时,“雄刀”单元的橡胶隔离环的外圆直径要同时重磨.
(3) 裁切铜带材,刀片的重叠量控制在带材厚度的50%为佳(根据被剪切材料的强度适当调整).
2.2 剪边毛刺
剪边毛刺主要是剪切过程中在带材边部产生毛刺,甚至产生卷边,如图6所示.剪边毛刺产生的主要原因是圆盘刀片(上下两片)间有一定的轴向间隙所致.由于间隙的存在,剪力便构成一力矩而使带材在剪切过程中产生弯曲,产生正应力所形成,如图7所示.

图6 剪边毛刺Fig.6 Cutting edge burr

图7 截断面处A点受力情况Fig.7 Truncation surface point A stress situation
剪边毛刺的产生是由于剪切机的结构形成的,是不可避免的.只要有间隙存在,就一定有一弯矩产生在剪切面上,有正应力产生.正应力的大小在剪切力一定时,取决于两刀片间的间隙大小,间隙愈大则正应力愈大.因此可以通过调整轴向间隙的大小(不能为0)使正应力减小,从而减少毛刺的产生.因此在刀片安装过程中必须注意一切可能造成间隙偏离的因素,使上下圆盘刀之间的间隙达到最佳状态,来控制剪切毛刺和翻边.
防止剪边毛刺的措施:
(1) 剪轴必须固定锁紧,防止剪轴窜动.
(2) 保证圆盘刀、橡胶隔离环、定距环的厚度和材质的一致性,以及平面度、平行度必须在控制要求范围内.
(3) 安装过程中要仔细测量圆刀环间间隙,一般应控制在被分切材厚度的3%~5%以内.
(4) 一般采用单面刃圆刀,易于拼刀,选择硬而韧的材质,通常表面硬度(HRC)>85.通过磨削使得端面和平面平整度达到<0.01 μm.
2.3 擦划伤
纵剪机列有两个表面包有毛毡和压板的张紧装置,其压板对通过的带材施加压力,从而产生一个与挤压力成正比的卷取张力.但这种压力在两块刚性压板的整个表面上无法均匀分布.而这个包覆材料在使用过程中不可避免地会黏附影响铜带表面的细微外来物(如带材表面附带的金属粉末以及裁切过程中产生的金属粉末经过压板后嵌入包覆材料而划伤带材表面).同样,张紧辊、S辊的脏物,表面花纹都会导致分切带材表面的缺陷,如图8所示.
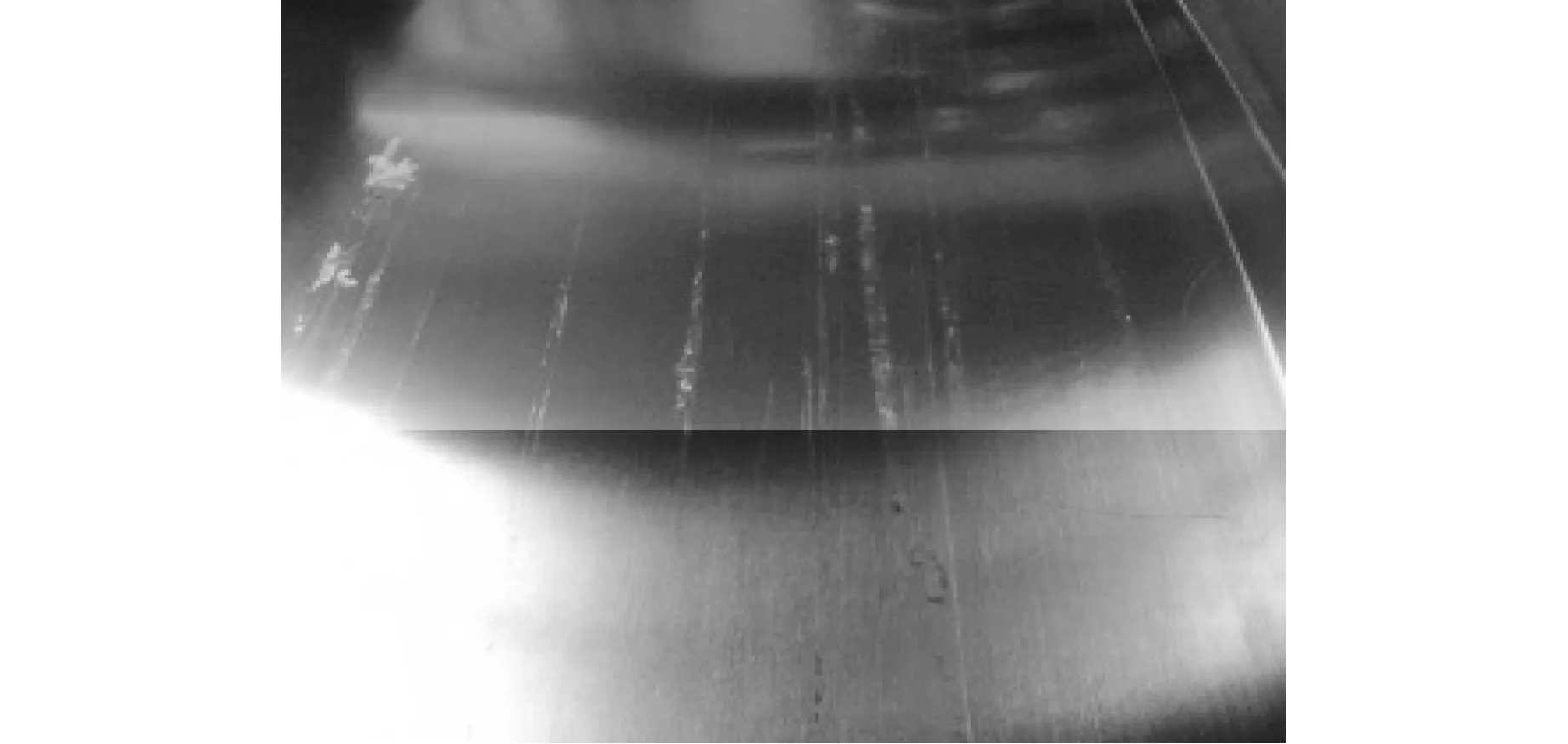
图8 擦划伤Fig.8 Clean cut
防止擦划伤的措施:
(1) 控制裁切材料的表面质量,材料表面必须光洁,不得有起皮、起刺等缺陷.
(2) 剪刃间隙不宜过小、防止带材边部碎裂,产生的金属粉末黏在压紧辊、S辊和压板处.对压紧辊、S辊和压板等与被剪切材料接触的设备和部件需要经常清理,及时更换毡垫、橡胶辊等,避免损伤产品.
(3) 稳态裁切时,通常拟采用小张力或者微张力.避免使用大张力,防止被剪切材料与设备的转动辊或压板的硬接触而造成产品表面毛糙.
3 结 论
(1) 通过对圆盘剪的内部结构和剪切功能的阐述,以及对铜带材裁剪和分切过程中常见的质量缺陷进行了原因分析,提出改善措施.
(2) 在实际加工过程中,通过对刀刃侧间隙和重叠量的调节,刀具和刀垫的合理选配及生产现场的品质控制与规范操作,主要缺陷可以得到有效克服,产品质量可控,能更好地满足用户需求,可提高工序的成材率.
[1]田荣璋,王祝堂.铜合金及其加工手册[M].长沙:中南大学出版社,2002.
[2]重有色金属材料加工手册编写组.重有色金属材料加工手册:第3分册[M].北京:冶金工业出版社,1979.
[3]娄华芬.铜及铜合金板带生产[M].长沙:中南大学出版社,2010.
CopperStripSlittingDefectanalysisandQualityControl
FUHong-hua
(ChinalcoShanghaiCopperCo.,Ltd.,Shanghai200940,China)
This article through to the internal structure of the disc shear and shear function,and in the process of copper strip tailoring and cutting and the reason of common quality defects analysis,improvement measures are put forward.In the actual machining process,through to the blade side clearance and overlap of adjustment,knives and knife pad reasonable selection and quality control and standardized operation of manufacturing,is the main defect can be effectively overcome,product quality is controllable,the quality level can better serve the needs of users,but also can improve the process yield and get more benefit.Keywordscopper strip slitting; disc shear; defect analysis; quality control
2014-05-15
傅红华(1970-),女,工程师,主要从事铜加工方面的研究.E-mail:13601611074@163.com
TG339
A