压延铜箔生产工艺概述
2014-09-14田军涛
田军涛
(中国瑞林工程技术有限公司, 江西 南昌 330032)
压延铜箔生产工艺概述
田军涛
(中国瑞林工程技术有限公司, 江西 南昌330032)
综述了国内外压延铜箔的生产现状,分析了压延铜箔的生产工艺和关键技术,指出厚度控制、表面质量和表面处理是铜箔生产的关键环节,全面、全过程和全员参与的质量管理制度是压延铜箔生产的保证;介绍了电子铜箔的种类、应用领域和工业标准;综合对比了电解铜箔与压延铜箔的性能,与电解铜箔相比,压延铜箔具有更好的延伸性和耐折性,更高的软化温度和强度,更低的表面粗糙度,指出压延铜箔是制造挠性印刷线路板基板的关键材料.
压延铜箔; 挠性印刷线路板; 电解铜箔; 生产工艺; 关键技术
0 前 言
国民经济的快速发展以及生活水平的迅速提高,带动了通讯、消费性电子产业的飞速发展.便携式电子产品已经成为人们生活的必需品,如数码相机、液晶电视、汽车导航仪、移动电话、笔记本电脑、CD唱机和游戏机等.消费者对电子产品轻、薄、短、小的性能追求永无止境,从而要求其核心部件之一——印制电路板更薄、更轻,配线密度更高,性能更稳定.而铜箔是制造印制电路板的关键材料之一,在印制电路板中主要起导通电路、互联元器件的重要作用,被称为电子产品信号与电能传输、沟通的“神经网络”.微电子技术的飞速发展对铜箔提出了更高的要求,主要表现在高(物理性能和高可靠性)、低(低表面粗糙度)、薄(9 μm及以下)、无(无外观缺陷)4个方面.压延铜箔因其强度、延展性、抗弯曲性、导电性和致密度均优于电解铜箔,能很好地满足高端挠性印制电路板的性能要求,因此被广泛用于制造高频、高速传送和精细线路的印刷电路板.
1 铜箔的用途
铜箔是将高纯度的铜材,经过压延加工或电化学等方法制成的一种箔状制品.铜箔根据生产工艺的不同可分为压延铜箔和电解铜箔,其在电子工业中的应用如图1所示.
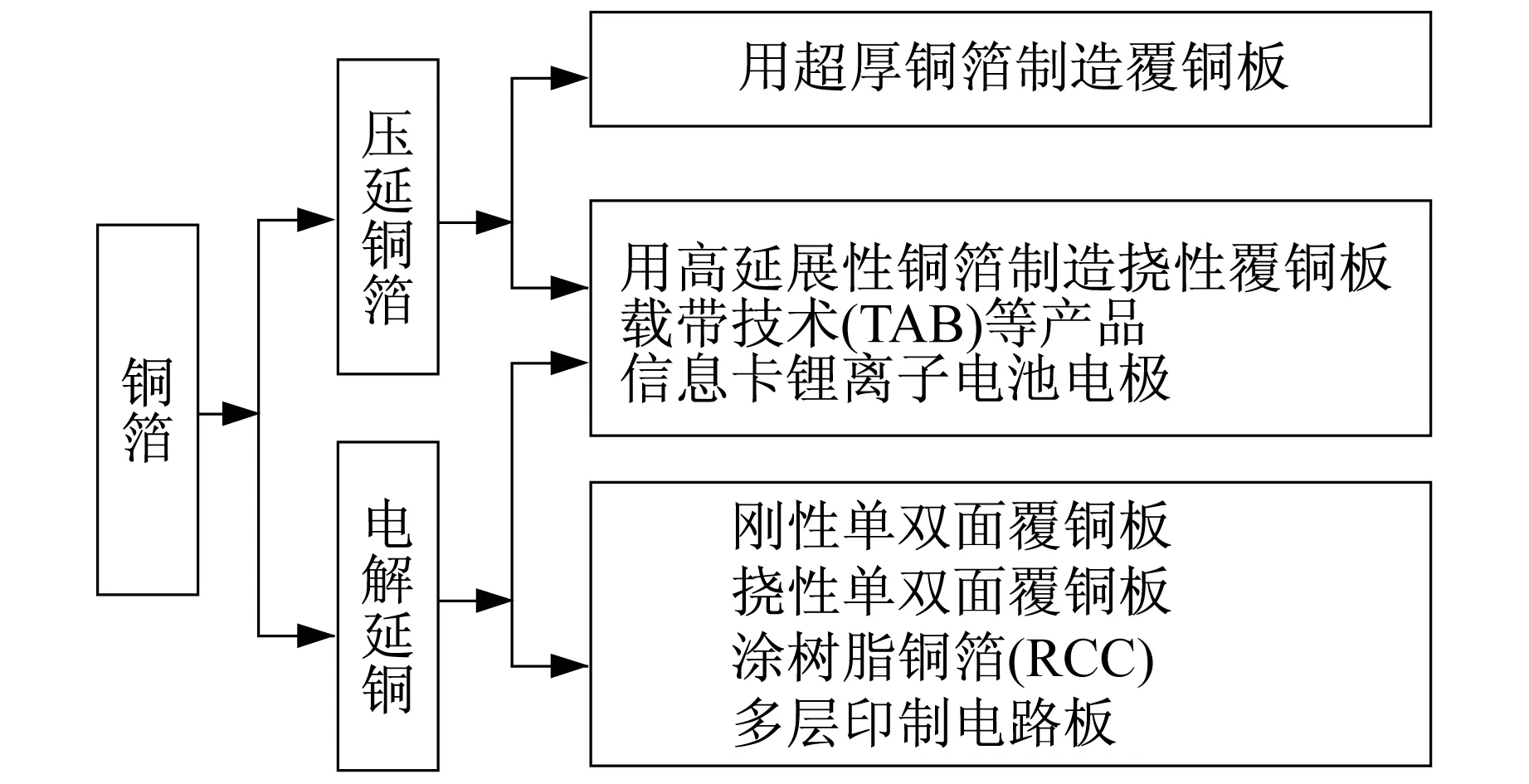
图1 铜箔在电子工业中的应用Fig.1 Application of copper foil in electronics industry
2 我国电子铜箔的生产情况
与国外铜箔企业相比,国内生产的电子铜箔产品在档次和技术水平上仍有不小的差距[1].表1为国内18家主要铜箔企业填报至电子铜箔分会的各种规格、类型铜箔的产量及比例.从表1中可以看出,国内电子铜箔占比最大的品种是35 μm铜箔,占整个铜箔产量的42.3%;其次是18 μm铜箔,占比为28.8%.18 μm以下及35 μm以上铜箔的占比远低于日本电子铜箔业产品结构中的同类产品.
3 印制线路用金属箔的分类和标准
3.1 印制线路用金属箔的质量分级
印制线路用金属箔按特性的质量保证水平差异分为3个等级.3级:适用于要求保证等级最高的应用场合;2级:适用于电路设计、工艺及规范一致性要求允许局部区域不一致的应用场合;1级:适用于要求电路功能完整、力学性能和外观缺陷不重要的应用场合[2].
3.2 铜箔的行业标准
世界上权威铜箔标准见表2.国内铜加工箔材指厚度≤0.05 mm的带材;国外指厚度≤0.1 mm的带材.

表1 2009、2010年填报问卷调查企业各种规格、类型铜箔的产量及比例[1]Tab.1 Proportion and production of various specifications and types of copper foil for the investigation of main companies in 2009 and 2010
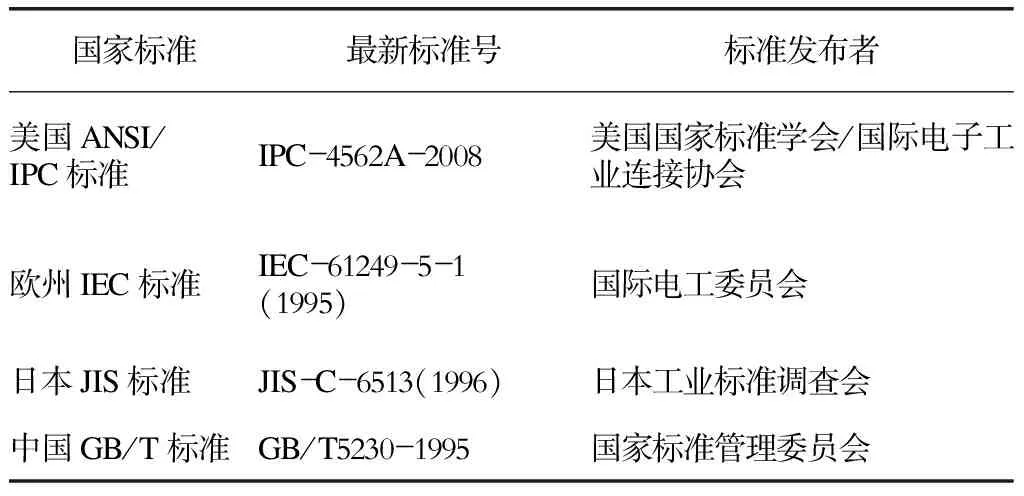
表2 世界上权威铜箔标准Tab.2 Authoritative copper foil standard in the world
3.3 PIC-4562《印制线路用金属箔》金属箔
近年来IPC标准在国际社会得到广泛的使用及认可.最新PIC-4562《印制线路用金属箔》标准涉及的金属箔共9种,其型号及详细规范见表3[2].
3.4 印制线路用金属箔的技术要求
IPC-4562印制线路对金属箔标准的主要技术要求,包括外观、尺寸、物理性能、工艺、工艺质量、金属箔纯度和质量电阻率等,见表4.
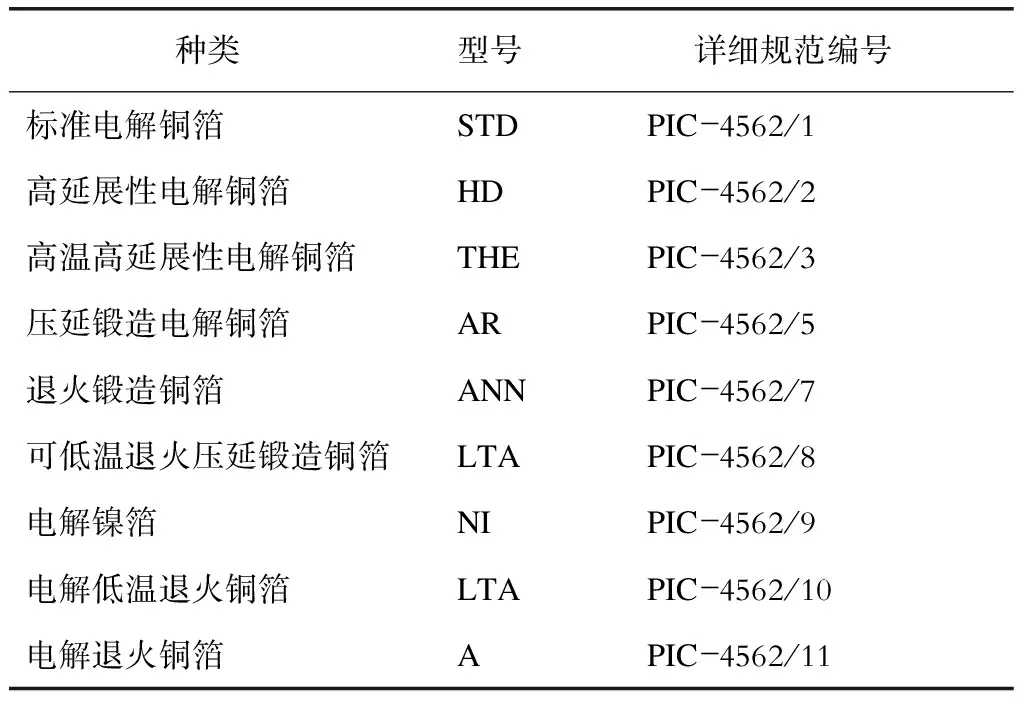
表3 PIC-4562金属箔的分类Tab.3 Classification of PIC-4562 metal foil
4 电解铜箔与压延铜箔的性能对比
压延铜箔是将铜锭经过不断碾轧制成,其结晶形态呈片状结构,与电解铜箔相比,具有更好的延展性、柔软性、抗弯曲性和更高的强度,故压延铜箔常用于挠性覆铜板中;同时由于表面粗糙度较低,致密度较高,有利于高频信号的传输,极大地减少了信号的损失.因此,在精细线路,高频、高速传送的PCB等高端产品中必不可少.电解铜箔与压延铜箔的主要性能比较见表5[3].

表4 IPC-4562印制线路对金属箔的主要技术要求Tab.4 Main technical requirements of printed circuit for metal foil in IPC-4562
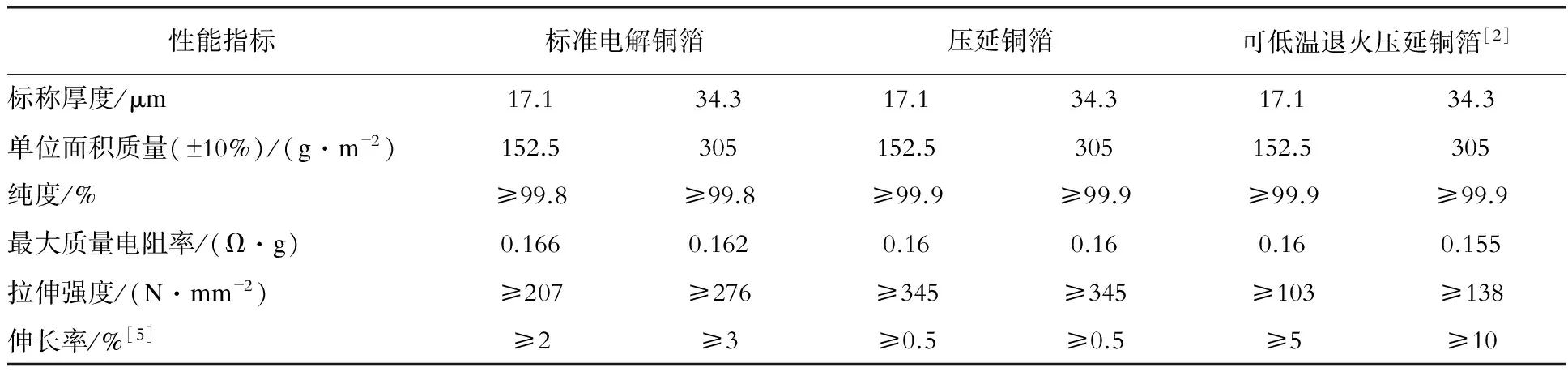
表5 电解铜箔与压延铜箔的主要性能比较Tab.5 Comparison on main performance between electrolytic copper foil and rolled copper foil
注: (1) 数据来源:GB/T5230-XXXX《印制板用铜箔》(报批稿)、IPC-4562A-2008;
(2) 退火条件为177 ℃,15 min;
(3) 测量长度为50 mm,温度为23 ℃,试验速度为50 mm/min.
5 压延铜箔的品种和规格
5.1 压延铜箔的品种
目前,除了一般压延铜箔品种之外,还有高挠曲性压延铜箔、高强度(压延铜合金箔)压延铜箔和薄型化压延铜箔等品种.压延铜箔采用不同的耐热层表面处理,可根据耐热层表面处理方式不同,划分为多个压延铜箔品种[4].目前常用的有3个不同表面处理的压延铜箔品种,即BHN、BHC和BHY,见表6.
5.2 压延铜箔的规格
根据IPC-4562,压延铜箔的总厚度包括所有处理层,最小厚度不应小于表7中标称值的95%,最大厚度不应超过最大箔轮廓,表7中标称厚度的110%.没有规定标准轮廓箔的最大厚度要求.
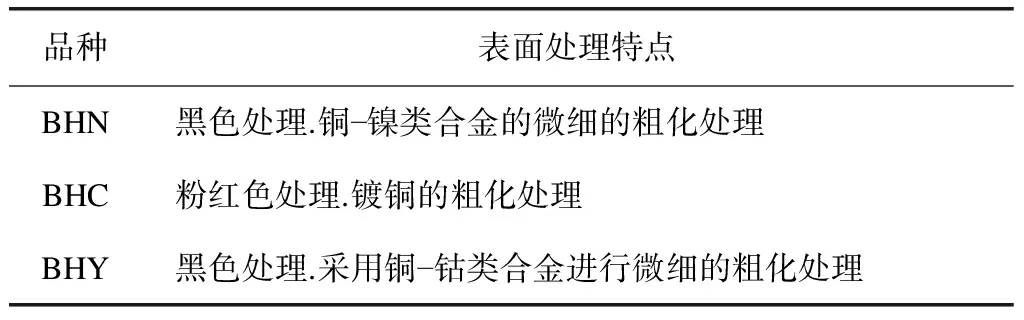
表6 压延铜箔按不同耐热层的表面处理划分的品种Tab.6 Classification of rolled copper foil by surface treatment for heat resistant layer
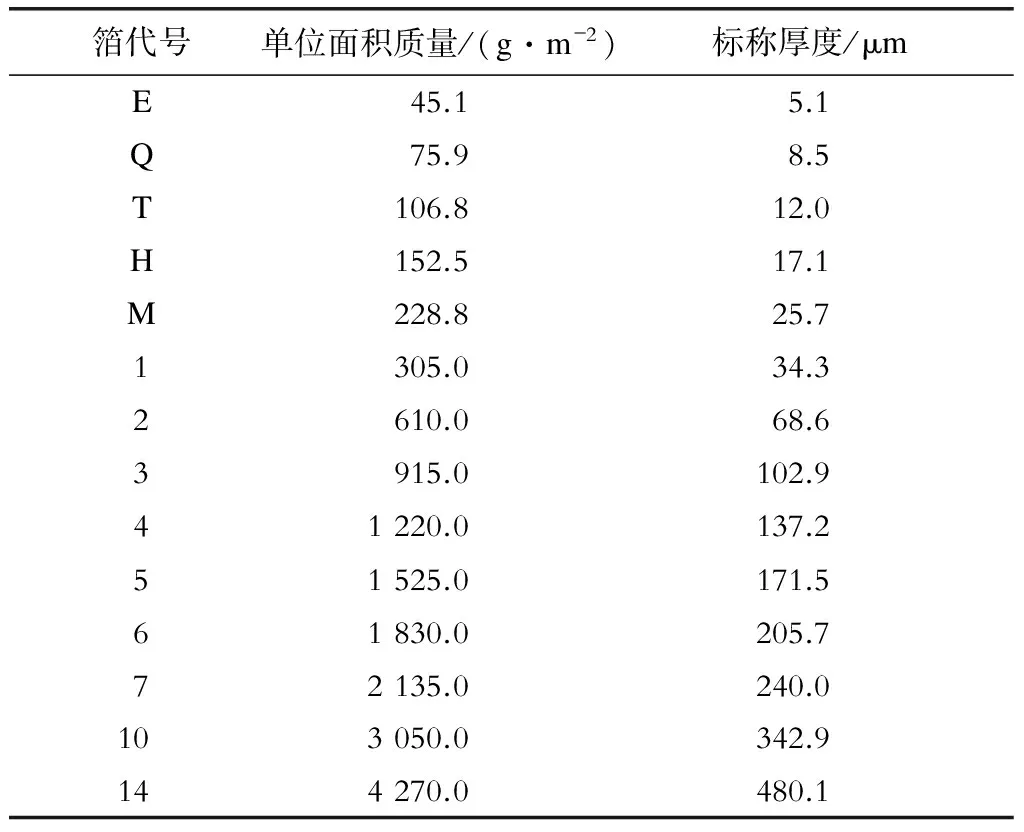
表7 压延铜箔代号对照表Tab.7 Rolled copper foil symbols
6 国内外压延铜箔的生产现状
世界上压延铜箔的生产集中度较高,其核心生产技术被日本和美国少数几个生产商掌握,并且占据了压延铜箔的大部分市场份额.全球主要的压延铜箔生产厂家有日矿金属、福田金属、奥林黄铜和日立电线等.
国内压延铜箔的生产起步较晚,工艺比较陈旧,如使用成卷真空炉退火、小4辊慢速轧制等.产品宽度<200 mm,厚度>50 μm,生产效率和成品率低,力学性能的均匀性、稳定性差,产品尺寸精度较差,存放时间短,容易氧化变色等,不能满足国内电子铜箔市场的需求.经表面处理的压延铜箔,国内还不能生产,一些覆铜板厂家只能以电解铜箔为原料生产档次较低的柔性印刷线路板.由于市场需求巨大,使得压延铜箔项目成为铜加工领域新的投资热点,国内新建的压延铜箔生产线见表8[5].
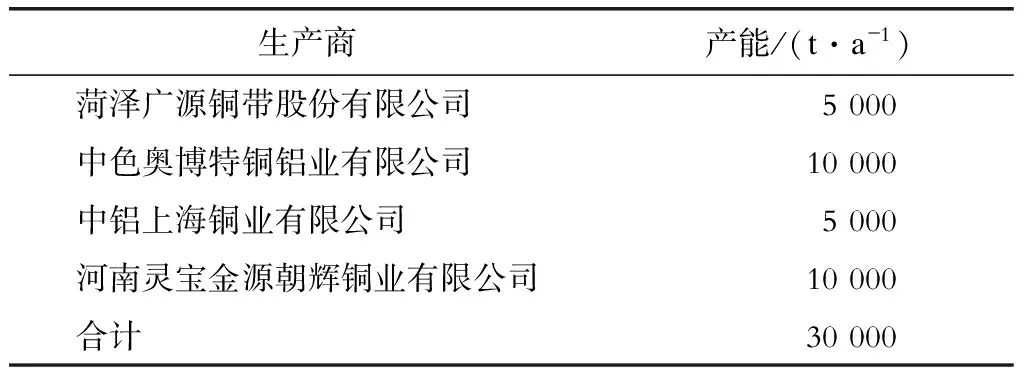
表8 国内新建的压延铜箔生产线Tab.8 New construction production line of rolled copper foil
7 压延铜箔的生产工艺和关键技术
7.1 压延铜箔的生产工艺
压延铜箔的生产工艺如图2所示.
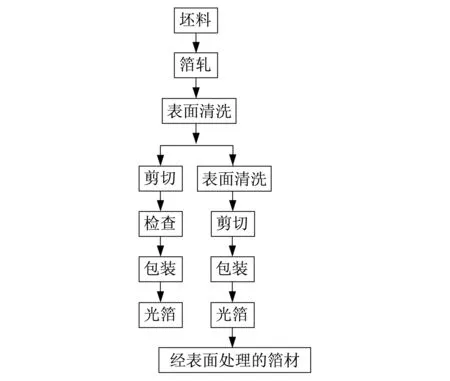
图2 压延铜箔的生产工艺流程Fig.2 Production process of rolled copper foil
压延铜箔的生产难度大,设备精度要求高,国内高精度压延铜箔生产尚处于起步阶段,相关研究刚刚开始.铜箔生产线一般以厚度为0.1~0.4 mm铜带为坯料.
7.2 压延铜箔轧机的选型
压延铜箔生产方式的主要区别在于轧机的选型.箔材轧制的特点是对轧机的厚控系统、张力、速度和冷却润滑的控制要求严格.因此,要求轧机的刚度大、结构精密,要尽量减小轧辊的辊径.目前欧、美国家箔材轧制采用20辊或18辊轧机,而日本箔材的轧制通常采用X型6辊轧机.在实际生产中,对于超薄产品(厚度<0.05 mm),业界趋向采用X型6辊或18辊轧机生产[6].图3为18辊轧机的辊系示意图.
7.3 压延铜箔生产的关键技术
7.3.1 铜箔轧制
压延铜箔要求比铜带具有更小的厚度偏差、更好的平整度和更小的残余应力.在线路板高速蚀刻线上,铜箔偏厚或偏薄,都会导致线路出现蚀刻残留或过蚀刻现象.铜箔轧制为压延铜箔生产的关键工序,而铜箔轧制过程中的厚度、速度、张力和表面质量控制尤为重要.

图3 18辊轧机的辊系示意图Fig.3 Schematic diagram of 18 high rolling mill
(1) 厚度控制
根据最小轧制厚度公式:
(1)
式中:Hmin为最小轧件厚度;D为工作辊直径;E为轧辊材料弹性模量;μ为摩擦因数;Rp为轧件材料的屈服强度;q为平均张应力.
铜箔轧制属于极限压延,在0.035 mm以下厚度轧制时使用无(负)辊缝为主体的AGC控制方式.在无(负)辊缝状态下,轧辊的变形已是一个非圆轮廓,接触弧长等于轧辊压扁,辊缝已全部压靠,其压下量与轧制压力大小已无绝对关系,即轧制力的增强变化对箔材厚度的变化影响已经很小,轧制过程完全由控制张力和轧制速度的大小来完成.铜箔轧机的厚度控制主要通过张力控制环和速度控制环来实现.
根据斯通方程,轧制箔材厚度越薄,则要求轧机的工作辊辊径越小.最小可轧厚度与工作辊直径成正比关系.如果采用的工作辊直径太小,则不宜获取更高的轧制速度用于减薄;并且不宜获取更高的轧制扭矩.因此,对于铜箔轧制,应当综合考虑最小可轧厚度、轧制扭矩及轧制速度,来获得合适的工作辊径.
(2) 轧制速度及除油效果
轧制速度是铜箔轧制的一个重要参数,其大小直接决定轧机的生产效率;是衡量轧制技术水平高低的重要指标;也是实现箔材轧制厚度减薄的重要因素.轧制速度越高,进入变形区的油膜厚度越厚,有利于减薄.随轧制速度的增加,摩擦因数则降低,减少了变形阻力,降低了能量消耗.
由于铜箔厚度极薄,单卷铜箔的长度极长,所以铜箔轧机高速稳定轧制是实现高效率生产的前提.以质量为4 t、宽度为650 mm、厚度为18 μm铜箔为例,采用400 m/min的速度高速轧制,轧制单道次仍需要1.5~2 h.因此如何实现铜箔高速稳定轧制是铜箔生产的关键技术之一.
轧机除油效果对轧机的轧制速度和相关生产影响很大.主要表现在以下几个方面:增加带材表面的残油含量,导致增加生产成本;降低轧机的轧制速度,降低生产效率;轧机除油效果不好,导致铜箔表面残油量过高,卷曲容易打滑,进而影响卷取质量;轧机除油效果不好,会降低轧机排烟系统抽吸效果,导致轧制油雾逸散至整个车间,因而会恶化车间环境.
铝箔轧机一般为4辊轧机,双合轧制6.5 μm厚度时,速度可达到2 400 m/min,其原因是铝的变形抗力较铜小,比热为铜的2.3倍,所以冷轧时产生的变形热使铝产生的温升不太明显,铝合金轧制时可以采用闪点不太高的煤油作为基础油.铜合金的热容比铝合金小得多,变形抗力又大,变形热较大,轧制过程中产生的变形温升比轧制铝箔大得多,高速、高温轧制时易使轧制油挥发或焦化,带面易发乌,因此轧制铜合金只能用闪点达140 ℃的机油做基础油.其黏度远比铜箔用轧制油大.由于轧制油黏度大,轧制铜箔时采用高速轧制带面除油相当困难.
铜带冷轧机常见的除油手段有:压缩空气吹扫除油、挤干辊除油、5辊除油、刮油条除油、小辊除油、真空抽吸除油和3M辊除油等,但仅仅靠上述某一种手段很难达到除油效果.所以,现在的轧机除油通常采用上述两种或多种手段进行组合除油.过多的除油方式配置不但增加轧机机组的长度,还为生产维护增加了困难,降低了生产效率.通常轧机除油采用的除油手段及组合方式主要根据生产带材表面质量要求、机组速度、生产成本及维护难度等方面综合决定[7].
(3) 轧制张力
轧制张力是铜箔轧制厚度控制的重要手段,同时也是消除轧制缺陷、获得良好板型、实现稳定轧制的重要途径.铜箔轧制时选取更大的张力值,可以实现稳定轧制,有利于板型控制,能有效降低轧制压力,减少能耗,防止带材打滑.通常后张力则对防止咬入“跑偏”和降低轧制力更为有效,而前张力对消除“波浪”和“压皱”等缺陷明显有效.在轧制铜箔过程中,轧件很容易出现“波浪”、“压皱”和“跑偏”等现象,因此应采用较大的张力加以消除.相比“跑偏”的概率,“波浪”和“压皱”对宽幅铜箔轧制更容易出现,所以轧制时前张力应比后张力更大[8].通常单位张力q的取值范围为(0.2~0.4)σ0.2.
轧制张力对厚度的调节功能与轧制时的摩擦因数有关.摩擦因数越小,张力的厚度调节功效越大,润滑油膜厚度与轧辊粗糙度决定了轧制摩擦,速度越高则进入轧辊间的润滑油量越多.但是随着轧制过程的进行,热力学条件发生变化,轧制摩擦力会随着温度升高而升高,在生产时还需要考虑润滑油的黏度变化对润滑条件的影响,找到合适的速度—油量—黏度—张力的组合关系.
(4) 铜箔轧制的表面质量
表面质量是压延铜箔的重要指标之一.外观要求包括:清洁度、针孔、气隙度、麻点、压痕、缺口、撕裂、皱折和划痕等.铜箔轧制时的工艺润滑、轧辊的表面粗糙度、轧制油过滤精度和外部环境是影响铜箔表面质量的3个重要因素.
① 轧制变形区的润滑状态
工艺润滑对压延铜箔轧制过程具有重要的作用.油膜厚度不同及不同润滑状态,对板型控制、铜箔的最小可轧厚度将有重要影响,尤其影响退火后的表面清净性和轧后表面质量.因此控制轧制变形区的润滑状态是压延铜箔生产的关键技术之一,而轧制油运动黏度和道次压下率是影响轧制变形区的润滑状态的关键因素[9].
② 轧辊表面质量
轧辊是实现铜箔变形的直接工具.轧制时,冷轧辊的受力状态和工作环境极其复杂,其表面物理性能,如硬度、粗糙度、表面抗剥离性和耐腐蚀性等,直接决定轧材的表面质量.因此,对磨削精度、硬度和材质都有非常严格的要求.铜箔专用冷轧辊通常为调质硬质合金钢,工作辊表面硬度(HS)高达95以上,使用时表面粗糙度要求控制在0.05 μm以下,因此工作辊表面必须在专用磨床上超细精磨.
③ 轧制油过滤精度和车间环境
铜箔针孔产生的原因较多,润滑油、空气中的颗粒在压延过程中都有可能被压到箔面而产生针孔,所以外部环境及轧制油过滤精度都需要有较高的要求.铜箔轧机的轧制油过滤系统其过滤精度要求<2 μm.铜箔轧制工作环境洁净度要求较高,洁净度应该在10万级以上.由于我国空气质量较差,恶劣的空气污染事件时有发生,尤其在北方,冬天风沙较大,因此要求铜箔生产车间的通风设计应该综合考虑通风换气、净化、夏天散热和运行能耗等方面因素.
7.3.2 铜箔的表面处理
PCB用铜箔可分为电解铜箔和压延铜箔,两种“制箔”工艺相差甚远,而“后处理工程”一般分为粗化和固化、耐热与防蚀抗变色3个主要步骤.具体工艺流程[10]如图4所示.
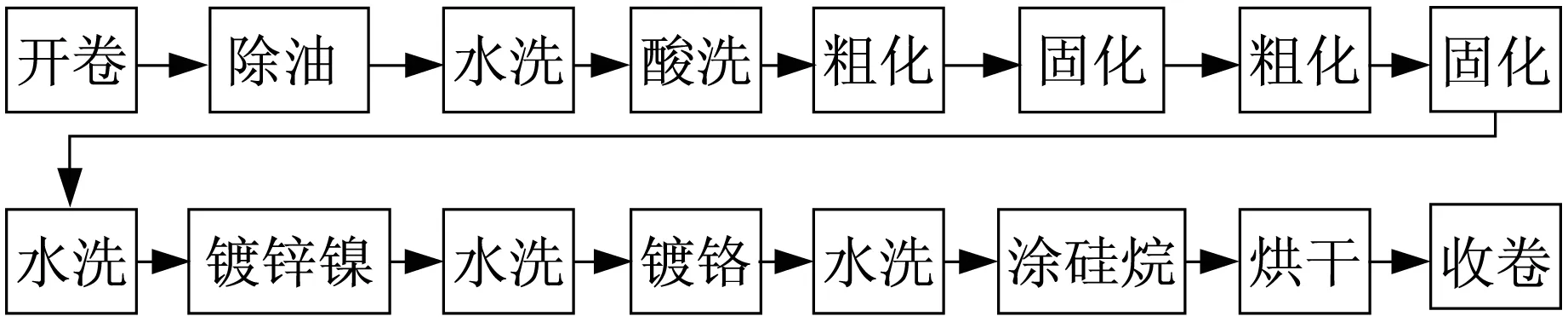
图4 压延铜箔表面处理工艺流程Fig.4 Surface treatment process of rolled copper foil
(1) 粗化和固化处理
需要对压延铜箔表面进行粗化处理主要是由于压延铜箔表面非常光滑,表面粗糙度一般只有1 μm左右,未经过处理的铜箔表面基本无法与树脂压合.因此为了提高铜箔与基板的黏结力,在铜箔表面电镀一层瘤状结晶颗粒,以增加铜箔的表面粗糙度.
(2) 耐热层处理
耐热层处理的主要作用是在毛面形成一层隔离层,使铜箔与基板隔离.经过耐热层处理后的铜箔与树脂绝缘基板结合时,能抑制铜离子向树脂层扩散,防止胶在后续熟化工序中,铜箔与树脂反应,而产生色斑和剥离问题.
(3) 防氧化处理
铜箔在空气中很容易氧化变色,防锈层主要功能是防止铜箔在存储、运输及压合制程中氧化变色.目前防锈处理多采用ZnNi及NiCr合金层电镀,再浸泡被覆一层有机硅烷.
8 影响铜箔轧制的质量因素
影响铜箔轧制质量的主要因素如图5所示.在生产过程中,设备、坯料、工艺、人员和环境5大因素基本均为铜箔生产的关键质量因素.
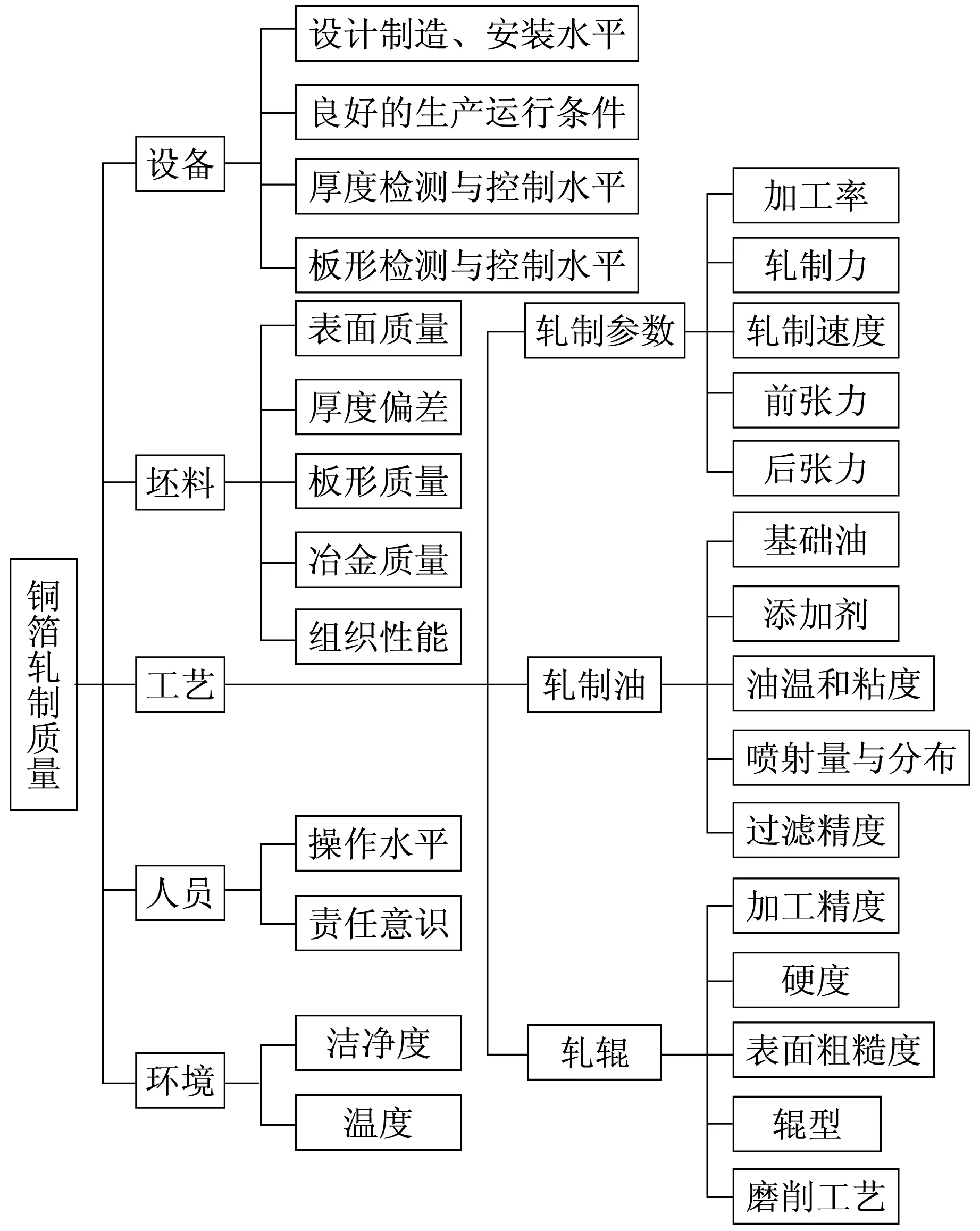
图5 影响铜箔轧制质量的因素Fig.5 Influencing factors on the quality of the copper foil rolling
产品质量实现过程就是对产品质量发生综合作用的过程.在生产中只有全员参与、全面和全过程的质量管理,才能把5大因素切实有效地控制起来,使之处于受控状态.压延铜箔生产过程必须借助先进的质量管理理念和手段,实行精益管理,才能保证产品的一致性.
9 结论和建议
(1) 随着电子信息产品向小型化、轻量化、薄型化、多功能和高可靠性方向发展,给挠性印制电路板用铜箔提供了广阔的市场需求,同时也要求铜箔具有更好的延伸性、强度、耐折性,更高的软化温度,更低的表面粗糙度,压延铜箔能很好地满足这些性能需求.
(2) 相比电解铜箔生产,压延铜箔提高性能及开发新产品的手段灵活,可以通过带坯材料的微合金化、控制轧制加工率、调整退火工艺、调整轧制速度和前后张力等多手段配合.
(3) 我国有色金属加工产量已经位居世界第一,但是压延铜箔的产能和生产技术主要集中在日本和美国,每年不得不大量进口高性能铜箔.根据我国有色金属加工发展历程,可以预见,压延铜箔将成为我国有色金属加工新的投资热点.
(4) 生产工艺流程长、技术复杂、生产成本高、生产环境要求高、产能集中度过高以及投资大是限制压延铜箔发展的主要因素;提高成品率、降低生产成本、打破产业垄断是提升压延铜箔市场竞争力的关键手段.
(5) 铜箔生产的关键技术包括铜箔轧制过程中的厚度控制、板形控制、表面质量以及铜箔的表面处理,现有的技术都掌握在少数的外国公司手中,技术封锁十分严重,国内相关的文献资料很少,因此国内铜箔行业需要加强合作,消化吸收已引进的生产设备和工艺,打破垄断.
(6) 设备、坯料、工艺、人员和环境是影响铜箔轧制质量的关键因素,它们对产品质量综合作用过程,就是产品质量的实现过程.铜箔生产可以借鉴铝箔生产的技术和管理经验,有利于快速提升铜箔的生产管理水平.
(7) 铜箔的生产对环境的洁净度和温度均有较高的要求,生产工艺复杂,设备精度极高,因此选择专业的工程设计单位可以减小新建压延铜箔生产线的投资风险.
[1]董有建.我国电子铜箔行业现状及未来发展趋势[J].电子信息材料,2012(1):11-12.
[2]高艳茹.印制线路用金属箔标准的发[J].印制电路信息,2001(1):17-19.
[3]赵京松.压延铜箔的现状及发展趋势[J].上海有色金属,2012,33(2):96-99.
[4]祝大同.挠性FPC用基板材料的新发展(4)—FPC 用压延铜箔的新成果[J].印制电路信息,2005(5):6-10.
[5]李晓敏.我国压延铜箔的生产与消费[J].有色金属加工,2010,31(3):124-127.
[6]冯天杰,韩新俊,徐继玲,等.压延铜箔生产技术探讨[J].铜加工,2011(4):19-21.
[7]张杰.铜带精轧机除油问题分析及探讨[J].有色金属加工,2010,39(4):27-28.
[8]王跃进.宽幅紫铜压延箔轧制工艺的设计思路[J].上海有色金属,2012,33(3):113-115.
[9]刘娜娜,孙建林,等.铜箔轧制润滑状态与表面质量的研究[J].功能材料,2012,43(9):1181-1184.
[10]王斌.压延铜箔表面处理工艺的初步研究[J].铜业工程,2013,122(4):16-17.
[11]蔡积庆.FPC用压延铜箔[J].印制电路信息,2008(5):29-33.
[12]李文康.电解铜箔制造技术探讨[J].上海有色金属,2005,26(1):18-19.
[13]钟卫佳.铜加工技术适用手册[M].北京:冶金工业出版社,2007:1033-1035.
OverviewoftheProductionProcessonRolledCopperFoil
TIANJun-tao
(ChinaNERINEngineeringCo.,Ltd.,Nanchang330032,China)
Following an introduction of the production of rolled copper foil worldwide,the production process and key technology of the rolled copper have been analyzed,in which the thickness control,surface quality and surface treatment are the essential processes.The all-round quality management guarantees the production of rolled copper foil.In addition,based on the applications and industrial standards of electronic foil,a comprehensive comparison has been made on various properties between the electrolytic copper foil and rolled copper foil.Comparatively,rolled copper foil has better extensibility and folding resistance,higher softening temperature and strength,lower surface roughness,which is one of the key materials in manufacturing flexible printed circuit board substrate.
rolled copper foil; flexible printed circuit board; electrolytic copper foil; production process; key techniques
2014-05-09
田军涛(1983-),男,工程师,主要从事有色金属加工工艺的研究和工程设计.E-mail:tianjuntao@nerin.com
TG339
A