浅析高炉煤气管道腐蚀后处理
2014-09-13周凤
周 凤
(西林钢铁集团有限公司, 黑龙江 伊春 153025)
1 泄漏的原因、部位及形式
1.1 高炉煤气泄漏的原因
钢铁厂高炉煤气具有含水量大、含灰量大的特点,造成管道内大量积灰,另因高炉煤气化学特性等原因,致使管道长期运行后管壁腐蚀严重,锈穿后发生高炉煤气泄漏。
1.2 高炉煤气管道泄漏的部位和形式
高炉煤气管道因含灰量大,常造成管道下部积灰,积灰部位腐蚀严重,所以管道泄漏部位在下方居多。管道泄漏后常常是渗出灰色含水煤气,泄漏方式以点状泄漏为主,个别部位也有线状泄漏,极个别成片状泄漏。
1.3 高炉煤气管道泄漏后常见的处理方法
高炉煤气管道泄漏后往往需要停气、吹扫置换后进行更换管段处理。
2 不停气处理方法
高炉煤气因含有剧毒,泄漏后必须及时处理,但实际生产中因多方面原因不能停气处理,这就需要维修人员在合理的安全保护情况下,对泄漏部位进行处理。根据高炉煤气特性,可在正压、煤气纯度达标情况下进行焊接。
2.1 点状小范围泄漏处理
对于点状泄漏部位可采用金属测厚仪,对泄漏点周围部位进行测量,如测得厚度在可焊接范围内,可按焊接范围大小对泄漏点进行搭接补焊。
2.2 线状泄漏处理
对于线状泄漏点,用金属厚度探测仪测量后,可采用大面积托补焊接。
2.3 片状泄漏处理
高炉煤气管道出现片状泄漏,说明管道出现大面积腐蚀,必须进行整体大面积托补。
3 具体泄漏处理方法
3.1 管段下料
下料前必须进行划线、计算的下料尺寸应符合原有高炉煤气管道的弧度、泄漏部位的大小选配。气割表面应平滑,不允许有裂纹、分层等缺陷存在,避免钢板表面的机械损伤,对于尖锐伤痕以及表面的局部伤痕、刻槽等缺陷应予修磨,修磨范围的斜度至少为1∶3。修磨的深度应不大于该部位钢材厚度δS的5%,且不大于2mm,否则应予焊补。
3.2 施工前准备
(1)管道包补焊接前,要检查焊条材质,不符合母材焊接要求的,不得使用;
(2)管道包补前应在相应的部位搭设脚手架,脚手架搭设位置应便于焊工施焊,不影响半圆螺旋缝钢管吊装,并能快速上下。
3.3 补强圈拆除
(1)管道包补时,如在补强圈部位,应先拆除包补位置的补强圈,补强圈拆除时应按包补半圆管托长度拆除,不得拆除过多,并在包补完成后马上恢复。
(2)补强圈拆除时应在原煤气管道上留有15~20mm高的加固筋,以防煤气管道出现意外,不得紧挨煤气管道切割。
(3)补强圈拆除后应及时清理氧化铁等杂物,并按编号摆放,以便在包补完成后恢复。
3.4 管道包补
(1)管道托补料吊装:根据现场情况,首先将用于包补半圆钢管运至煤气管道下方,并按管道支架间距等情况下料,具备吊装条件的可用吊车进行吊装,吊车将吊钩垂至管道上方,同时将4根长吊索上端挂在吊钩上,下端从煤气管道两侧垂直地面(每侧两根绳),将吊索下端挂在事先焊好的半圆螺旋缝钢管吊耳上,吊车起钩,将包补材料吊至煤气管道下方相应位置,对正后,缓慢起钩,使半圆螺旋缝钢管贴紧煤气管道下半段(为确保安全,吊车须设有电子称,当螺旋管托贴紧煤气管道时,电子称显示重量不得大于吊件重量+1t),达到位置要求后进行点焊。
(2)点焊:管托吊装就位后,进行点焊,点焊时宜采用小电流,按间距500mm点焊100mm的方式进行;因原有煤气管道是钢板卷管,两管椭圆差存在差别,对无法贴紧的部位,尽量采用手拉葫芦围抱收紧的方式进行点焊(收紧时掌握好力度,保证原煤气管道安全),个别围抱无法贴紧部位可用大锤敲击管托,逐步点焊,禁止敲击原有煤气管道。
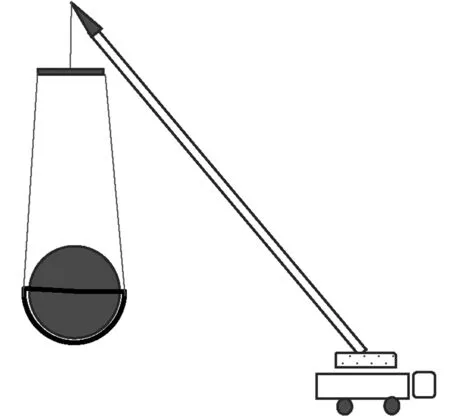
图1 吊装示意图
(3)焊接:焊接时因原煤气管道腐蚀严重,宜采用小直径焊条、小电流焊接,对甲方提供的腐蚀特别严重的部位,可采用点弧焊的方式焊接;焊接时可使用多名焊工在管道两侧同时进行。焊接工程中焊工应佩戴煤气报警仪,如遇到煤气泄露无法控制的情况,应立即停止焊接,人员迅速撤离至安全部位,必要时可佩戴防毒面罩焊接。
(4)焊后工作:焊接完成后,敲除焊渣,立即用肥皂水检漏,如有击穿等泄露部位,应立即补焊。确认合格后方可进行下一段管道包补。
4 注意事项
(1)管道泄漏不停气处理前必须测量煤气压力及纯度,对纯度不达标及负压管道禁止施焊。
(2)管道包补部位必须有平台或搭设脚手架,脚手架必须有紧急撤离通道。
(3)泄漏处理区域必须隔离,并设有维护装置,无关人员禁止入内。
(4)工作人员防护设施必须到位,煤气报警仪、氧气面罩及灭火器应该配置齐全。
5 结语
不停气煤气管道补漏工作具有很大的危险性,是在特殊情况下采取的补漏方案,必须在保证安全的情况下方可进行。
[1]工业管道工程施工及验收规范——金属管道.GB50235-2008[S]
[2]工业金属管道工程质量检验评定标准——金属管道. GB50184-200[S]