软测量仪表在加氢裂化装置中的应用
2014-09-10蔡飞云康志北张舟
蔡飞云,康志北,张舟
(新疆独山子炼油厂 仪表车间,新疆 独山子 833600)
加氢裂化工艺是指通过加氢反应使一些原料油(炼厂各装置来馏分油)中的10%和10%以上的分子加氢变小的工艺,在高温、高压、临氢及催化剂存在的情况下,原料油进行加氢脱金属(HDM)、脱硫(HDS)、脱氮(HDN)、脱氧(HDO)芳烃饱和、分子骨架结构重排及裂解等反应,以制取轻质燃料、乙烯料或高档润滑油基础油的催化转化过程[1]。
某厂加氢裂化工艺流程:原料进入装置与氢气混合,经加热到一定温度首先进入精制反应器,用床层冷氢控制合适的反应温度,在保护剂和精制催化剂的作用下,发生一系列加氢反应,生成杂质很低的精制油;然后进入裂化反应器,用床层冷氢控制合适的反应温度,在裂化催化剂和后精制催化剂作用下,发生加氢异构化和裂化(包括开环)反应及部分精制反应,获得所需转化率下产品分布的裂化气。经初步降压、降温分离后,大部分气相进入循环气系统,小部分气相经该装置脱硫塔后,与重整氢一起做PSA原料;液相则先进入脱丁烷和脱乙烷塔,进一步气液相分离,分离出液化气、干气和反应生成油,液化气出装置去碱洗,干气经该装置轻烃吸收塔后,出装置去干气脱硫装置;生成油先进入常压塔,分离出轻、重石脑油,航煤,柴油和尾油;轻、重石脑油,航煤,柴油分别出装置,而尾油则进入减压塔,经过减压蒸馏,生产出乙烯料,轻、中、重润滑油,分别出装置。其中部分的尾油循环到原料过滤器的入口再次加氢裂化[2-3]。
软测量仪表计算的目的:对上述产品利用可测变量(如温度、压力、流量)实时给出不可实测变量的数值,为操作提供指导,为先进控制与实时优化提供依据。例如:石油馏分产品的主要质量指标是恩氏蒸馏提供的沸点,如干点、90%点、10%点、初馏点等,其他质量指标,如闪点、倾点、凝固点、冰点等,均与沸点有关。目前,此类变量主要依据化验分析,从采样到得到结果,一般要1h以上,采用在线分析仪表也存在一定的滞后时间。在线计算的目的就是避免化验或在线分析仪表的时间滞后,以利于操作和控制[4-6]。
1 软测量仪表的特点及原理
1.1 软测量仪表在线计算的特点
1)相对准确性。软测量计算结果必须正确反映实际质量指标的变化,需建立质量指标和可测变量之间的关系。
2)实时性。操作和控制均要求在生产过程动态变化的过程中,及时给出计算结果,这就是实时性的要求。由于生产过程几乎随时处于动态变化之中,尤其是进行操作或控制时,反映生产过程状态的变量总是随时间变化的,要正确计算,不仅要有各变量之间的稳态关系(目前工艺设计和计算主要采用的模型),而且还必须符合各变量随时间变化的规律,且计算周期必须较短,才能达到在线计算的目的。
3)可计算性(可观性)。需要哪些可测变量才能得到所需的计算结果,就是可计算性或可观性问题。为此,需对生产过程的特性(动态数学模型)进行分析,才能合理地实现在线计算。针对石油分馏塔,各塔板上气液相物流温度差较大,需要采用基于传质与传热速率的非平衡级动态数学模型计算(对每个塔段,需要设有气相与液相的温度测点)才能满足可观性条件。
1.2 软测量仪表在线计算的原理
基于以上特点和要求,采用符合生产过程特性的机理动态模型在线实时计算,是最合理的方法。由于动态过程的特点,需采用状态观测器方法,才能使计算值收敛到真值。状态观测器是基于过程动态数学模型的,从原理上说,任何生产过程均可用线性系统观测器、非线性系统的状态观测器描述其动态行为。
该项目采用非线性动态模型实现观测计算,并根据过程实际结合了回归统计的方法。非线性系统的状态观测器内容为
模型:

(1)
可观性:必要条件为结构可观。
伪线性观测器:对式(1)离散化后,可采用下述“伪线性化”的描述:
X(k+1)=AX(k)+Fk[Xm(k),u(k)]+Φk[Xm(k),Xu(k),u(k),w(k)]
(2)
式中:Φk——不可测的,按线性系统构造对Xu和Φk(k)的观测器,当函数Φk可逆且有确定解时,可由Φk计算[XuW]T[7-9]。
2 方案实施及效果
2.1 转化率计算方法
转化率指原料转化为产品的百分率,是表示反应深度的指标。
转化率 =(1-产品中大于350℃馏分/原料中大于
350℃馏分)×100%=
[(原料中大于350℃馏分-产品中大于
350℃馏分)/原料中大于350℃馏分]×100%
当有循环油存在时,转化率有单程转化率和总转化率之分。单程转化率计算时,原料油指新鲜原料和循环油之和;总转化率计算时,原料油仅指新鲜原料。
1)计算方法1。在热高压分离器进料温度控制平稳的情况下,热低压分离器和冷低压分离器出料量的变化可以反映转化率的变化,因而可用下式进行计算:
转化率=a1(qm1+LV1)+a2(qm2+LV2)+b
(3)
式中:qm1,qm2——热低压分离器及冷低压分离器流出流量;LV1,LV2——热低压分离器及冷低压分离器液位补偿;a1,a2,b——系数。
2)计算方法2。装置的各种操作条件对转化率都有影响,其中主要的有进料流量、裂化反应温度T2、裂化反应温升等,同时反应流出物的变化也反映了转化率的变化,可用下式表示:
转化率=a1(qm1+LV1)+a2(qm2+LV2)+a3T2+a4dT+a5qmall+b
(4)
式中:T2——裂化反应温度;dT——裂化反应总温升;qmall——总进料流量;a3,a4,a5——系数。
3)计算方法3。根据转化率的定义,可近似认为产品中小于350℃馏分均在常压塔各侧线抽出(假设LPG量变化不大),可用下式表示:
转化率=(a1qm3+a2LV3-a3qm4-a4LV4)/qmall×100%+b
(5)
式中:qm3——常压塔进料流量;qm4——减压塔进料流量;LV3——常压塔液位补偿;LV4——减压塔液位补偿。
3种计算方法,可根据与实际化验分析数据比对进行选择,转化率计算结果与化验数据对比如图1所示。符合考核指标情况,标定统计分析见表1所列。

图1 转化率计算结果与化验值对比(采样周期30s)

表1 转化率标定统计分析
2.2 φC5计算方法
1)计算方法1。采用压力补偿温度的方法来计算。主要根据灵敏板(或塔顶)温度和塔顶压力的变化来观测塔顶组分体积分数的变化。
φC5=K1(Tcomp-Tb)+C50
(6)

2)计算方法2。脱丁烷塔的各种操作条件对液化气中的φC5都有影响,其中主要的有塔顶温度、塔顶压力、塔顶回流量、塔底温度、进料性质等,可用下式表示:
φC5=a1Tt+a2pt+a3qmre+a4Tb+b
(7)
式中:Tt——塔顶温度;pt——塔顶压力;qmre——塔顶回流量;Tb——塔底温度。
对φC5,软测量计算结果与化验值对比情况如图2所示,满足考核指标情况见表2所列。

表2 φC5标定统计分析
2.3 航煤干点计算方法
影响航煤干点(KEP)的因素很多,包括进料性质、操作条件(温度、压力、流量)等。在常压塔可得到的测点中,主要变量有塔顶温度、塔顶压力、塔顶回流量、常一线温度、常二线温度、中段回流、进料温度等,可用下式表示:
KEP=a1qmfeed+a2pt+a3T1+a4qmre+a5Tre+a6T2+a7qmre2+a8Tre2+a9Tfeed+b
(8)
式中:qmfeed——常压塔进料流量;pt——塔顶压力;T1——常一线抽出温度;qmre——塔顶回流流量;Tre——塔顶回流返塔温度;T2——常二线抽出温度;qmre2——中段回流流量;Tre2——中段回流返塔温度;Tfeed——常压塔进料温度;a5,a6,a7,a8,a9——系数。
对航煤干点的软测量计算结果与化验值对比情况如图3所示,满足考核指标情况见表3所列。

图3 KEP计算结果与化验值对比(采样周期30s)

表3 KEP标定统计分析
2.4 航煤闪点计算
影响航煤闪点(KFP)的因素很多,包括常压塔和航煤汽提塔的操作条件(温度、压力、流量)等。在可得到的测点中,主要变量有常压塔顶压力、常二线温度、航煤汽提塔再沸温度、航煤汽提塔返塔温度、航煤汽提塔塔底温度等,可用下式表示:
KFP=a1pt+a2T2+a3Tt53+a4T5reb+a5T5reb2+a6T5b+a7×qmkero+b
(9)
式中:pt——塔顶压力;T2——常二线抽出温度;qmkero——航煤出装置流量;Tt53——航煤汽提塔油气进常压塔温度;T5reb——航煤汽提塔再沸温度;T5reb2——航煤汽提塔再沸返塔温度;T5b——航煤汽提塔塔底温度。
对航煤闪点,软测量计算结果与化验值对比情况如图4所示;满足考核指标情况见表4所列。
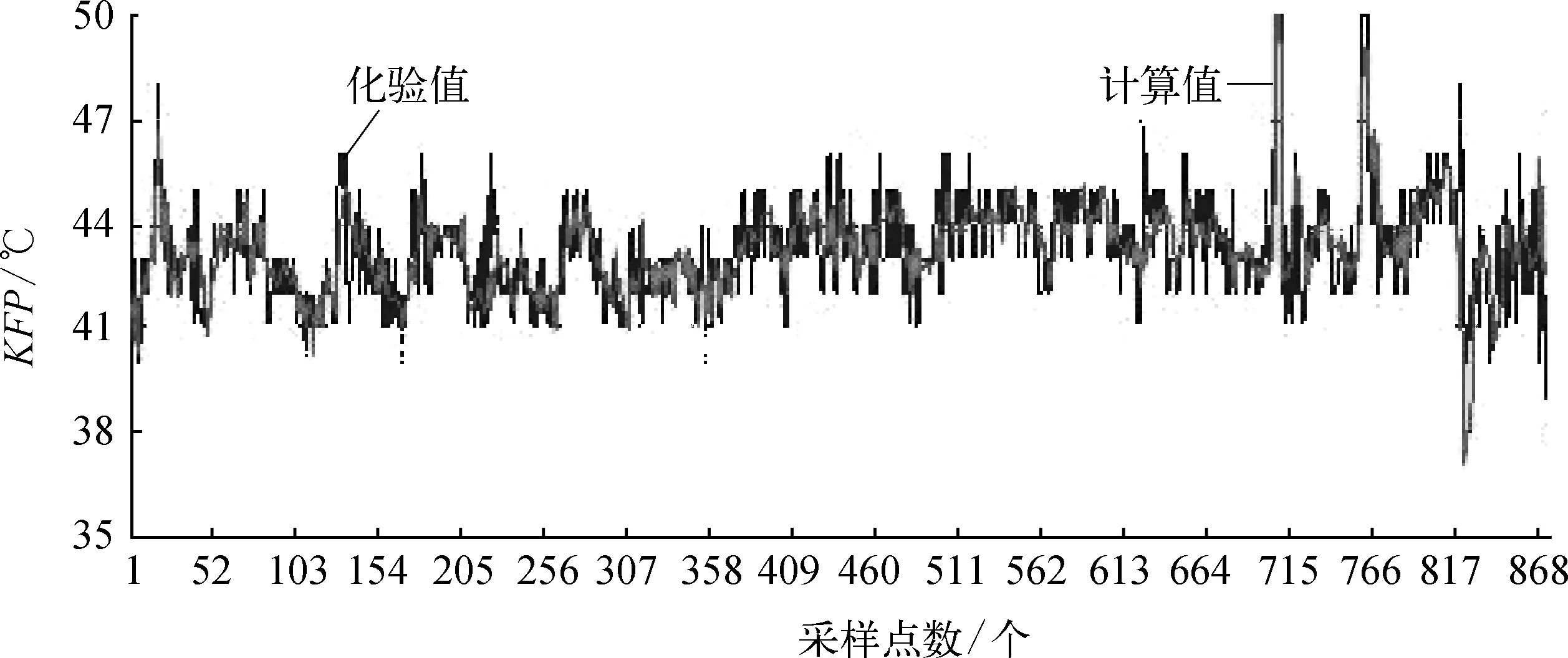
图4 KFP计算结果与化验值对比(采样周期30s)
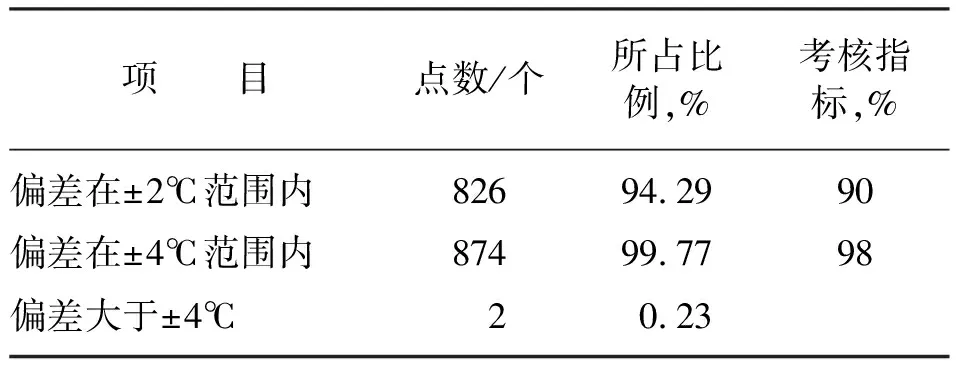
表4 KFP标定统计分析
3 结束语
在线实时计算的目的是实时给出过程不可实测变量的数值,作为操作参考和先进控制的依据。软测量系统的主要特点是基于生产过程的机理动态数学模型,利用现代控制理论中的状态观测器方法,并根据过程实际结合使用了回归统计的方法,
可在生产过程动态变化的情况下,实时给出所需结果,其准确性和实时性满足指导生产及在线控制的要求。从软测量仪表的实施效果来看,较好地满足了生产和控制要求。
参考文献:
[1]寿德清,山红红.石油加工概论[M].东营:石油大学出版社,1996:173-175.
[2]张一安,徐心茹.石油化工分离工程[M].上海:华东理工大学出版社,1998:178-218.
[3]LEFFLER L W.石油炼制[M].乔柯,戴磊,译.北京:石油工业出版社,2010:69-72.
[4]王树青.先进控制技术及应用[M].北京:化学工业出版社,2001:33-47.
[5]王树青,金晓明.先进控制技术应用实例[M].北京:化学工业出版社,2005:5-32.
[6]刘兴高.精馏过程的建模、优化和控制[M].北京:科学出版社,2007:55-57.
[7]罗雄麟.化工过程动态学[M].北京:化学工业出版社,2005:4-5.
[8]胡寿松.自动控制原理[M].北京:科学出版社,2006:398-501.
[9]邹伯敏.自动控制理论[M].北京:机械工业出版社,2002:328-398.