提高某银多金属矿银回收率的试验及生产实践
2014-08-10王学猛褚立金
王学猛, 曲 洋, 褚立金, 邓 攀
(1.洛阳理工学院环境工程与化学系, 河南 洛阳 471023; 2.河南豫光金铅股份有限公司, 河南 济源 454650)
贵金属
提高某银多金属矿银回收率的试验及生产实践
王学猛1, 曲 洋1, 褚立金2, 邓 攀2
(1.洛阳理工学院环境工程与化学系, 河南 洛阳 471023; 2.河南豫光金铅股份有限公司, 河南 济源 454650)
通过对某公司的含银多金属矿的试验研究及选厂工艺流程的改进,使该公司的生产中银的理论回收率由试验前的64%提高到75%,仅此一项,企业每年多回收银~3 t,企业的技术经济指标得到较好提升。
银; 多金属矿; 回收率; 选矿
甘肃酒泉某含银多金属矿,含银~100 g/t,含铅~1%,含锌~0.5%。银大多嵌布在黑黝银铜矿中,其次为硫化物、单质银等。矿石中银的经济价值远大于铅锌,是矿物加工中重点回收的元素。矿石中铅的氧化率~30%。西北某设计研究院针对该种类型的矿石,做过详细的研究[1]。最终,西北院推荐的设计流程为分别产出铅锌混合精矿和银精矿,并依此建设选厂,选厂处理能力为:1 000 t/d,年工作300 d。整个矿山项目在2009年顺利投产。试产期间,甘肃酒泉该矿业公司的控股方河南某金铅集团有限责任公司,考虑到本公司的实际及选厂、企业的经济效益等方面原因,测算后认为产出单一的产品精矿即银铅精矿,在保证银的回收率的前提下,使铅尽可能地富集到银精矿中,投资方获得的效益最优。为此,选厂最终将选矿流程改造为只产出单一产品银铅混合精矿的流程。改造后选厂的流程为:矿石经过两段破碎、闭路筛分及两段球磨后,一段球磨机、二段球磨机的溢流共同进入水力旋流器进行分级,分级的溢流产品进入浮选系统。浮选的流程为一次粗选、四次精选、四次扫选,药剂为液体的丁胺黑药,有效成分含量~50%,用量150 g/t,添加在粗选槽中。得到的产品银铅精矿含银~2 500/g/t,铅~29%,含锌~3%。改造后的选矿工艺流程,生产设备运转良好,但经济技术指标较差。尾矿中银品位在~40 g/t,银的回收率~64%,铅的回收率~60%,低于国内同类矿石性质相似矿山的选厂指标[2-5]。尤其是在当前银价低迷、矿山企业经营困难的形势下,如何提高银的回收率,降低尾矿中的银含量,是选厂一个十分紧迫而必要的课题。
1 小型试验及选厂工艺的改进
在矿业公司生产人员的协助下,分别与设计有关人员、生产人员等进行了充分沟通及资料交流,并以此为基础,首先在实验室做了一个现有流程的闭路试验,对现有生产情况的指标进行了验证,而后又在探索性试验的基础上,着重就磨矿细度、硫化钠用量,辅捕收剂丁黄的用量等方面,做了详细的小型试验,小型间断试验之后又又做了优化条件后的选矿闭路试验。甘肃酒泉某矿业公司选厂,根据这些试验结果进行了相应的整改,整改后选厂经济技术指标取得了满意的结果。
1.1 磨矿细度的实验
试验矿石在Na2S用量200 g/t(100%),丁胺150 g/t条件下,不同细度的一次粗选试验结果见表1。
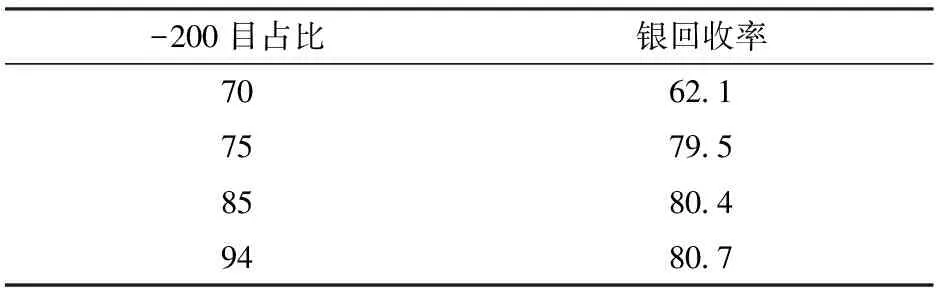
表1 磨矿细度试验 %
结果显示合适的磨矿细度,以溢流中-200目含量在~85%为宜。然而,以往生产中该矿业公司选厂生产细度大多徘徊在~70%,很难再进一步提高。在各方人员的共同努力下,最终认为问题在于一段磨矿、二段磨矿的球磨机装球上存在一些不妥。为此,选厂球磨机一段,在原有的填装10吨C/100 mm,10 tC/80 mm,10 tC/60 mm的基础上,又添加了10 tC/40 mm的钢球。二段球磨也同时添加了5 tC/40 mm的钢球。经过此番调整,最终球磨机的水力旋流器溢流-200目含量在85%以上,满足了选矿工艺调整的要求。
1.2硫化钠(Na2S)用量的试验
试验矿石在磨矿细度-200目占85%,丁胺用量150 g/t的条件下,不同硫化钠用量的试验结果见表2,其中,硫化钠的添加地点在一段球磨机的进料口。
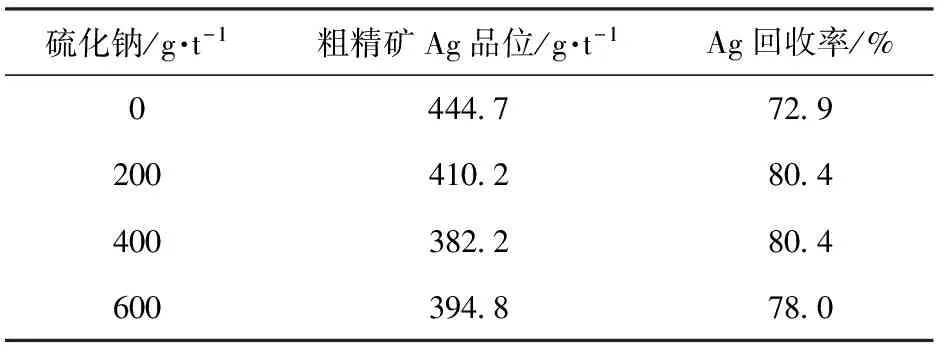
表2 硫化钠用量试验
从试验结果看,Na2S用量在200 g/t与400 g/t时,银的回收率相同,只是精矿银品位较400 g/t稍高。另一方面,本次试验矿山选厂所用的精矿过滤设备为陶瓷真空过滤机,生产者担心硫化钠的用量过大时,会对过滤设备的连续稳定运转产生影响。所以,在生产实践中,针对本氧化程度的矿石,硫化钠的用量以200 g/t为宜。
1.3 石灰用量的试验
试验矿石在硫化钠用量200 g/t,磨矿细度85%,丁胺黑药用量150 g/t的条件下,不同石灰用量的试验结果见表3。
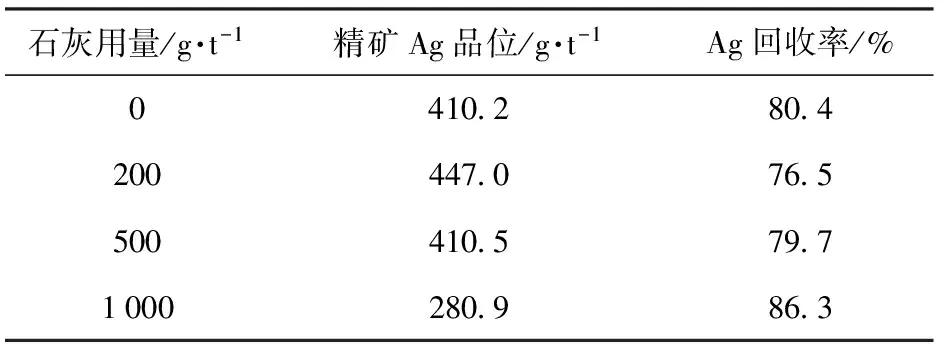
表3 石灰用量试验
结果显示在考虑精矿银品位与银回收率的同时,以不加入石灰为宜。
1.4 辅捕收剂丁黄的用量
为了在确保精矿银品位≥2 500 g/t的前提下,进一步降低尾矿中的银品位,在现有的四次精选和扫选的条件下,在扫二、扫三、扫四的扫选中,均分加入适量黄药和少量的2#油,来考察尾矿中的银品位变化情况。试验细度-200目占85%,硫化钠用量200 g/t,丁胺用量150 g/t,结果见表4。
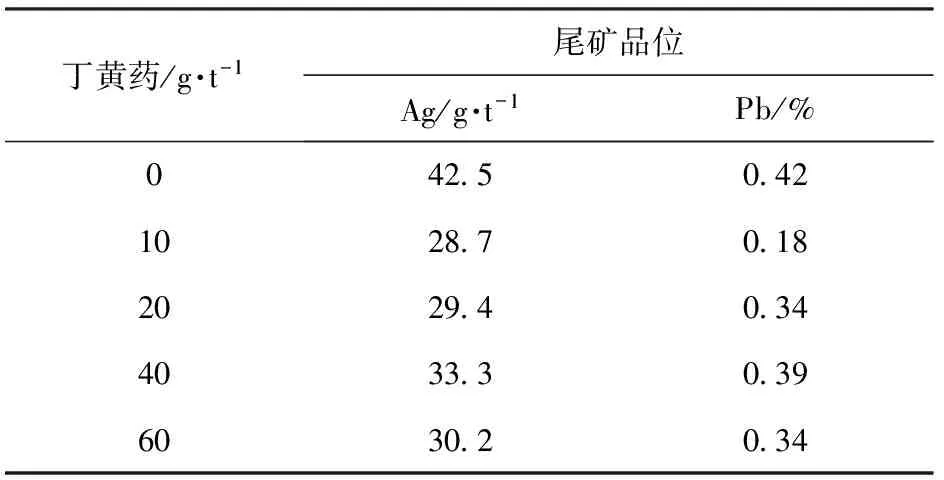
表4 丁黄药用量试验
据与选厂生产技术人员交流,当丁黄的用量在20 g/t的以上时,虽然银的回收率可以提高一些,但精矿中银品位却在2 500 g/t以下,不能满足业主后续铅冶炼的要求。据此,建议生产中丁黄的用量在~10 g/t,配成稀溶液后在扫选的第二段、第三段、第四段浮选槽中均匀添加。
1.5 实验室闭路试验
为了给生产提供比较可靠、可以比较的试验数据,又在生产、单因素实验等基础上,进行了小型实验室闭路试验。试验条件是:每份矿样320 g,原矿品位Ag 125.7 g/t,磨矿细度-200目85%,硫化钠用量200 g/t,在球磨机中添加丁胺用量150 g/t,丁黄用量10 g/t。试验结果见表5。
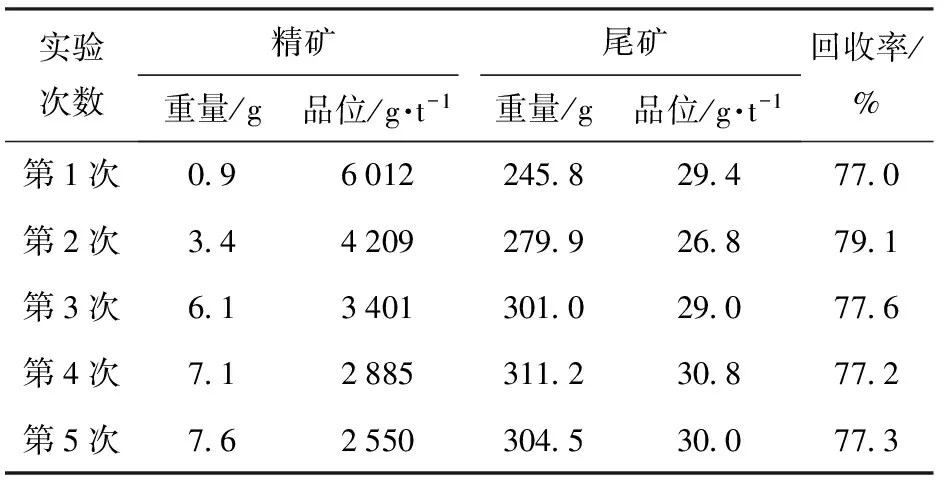
表5 试验室闭路试验结果
由表5知,在实验室第4次试验中,已经达到闭路平衡,此试验数据可以据可以作为生产上进一步工艺调试的初步依据。
1.6 选厂生产实际上的改进
参照试验结果,矿业公司选厂生产实践上也进行了相应的工艺调整。①球磨机钢球加入量的调整,见第1.1节。②在一段球磨机的进口,加入硫化钠加溶液,使200 g/t的硫化钠(100%)的添加到一段球磨机中,使部分氧化的的混合矿进行充分硫化。③丁胺黑药的用量为150 g/t,但添加地点改为,粗选槽加入80%,即粗选槽中添加120 g/t的液体丁胺,余下的20%即30 g/t的丁胺在扫选的第一段添加。④在扫选的第二、第三、第四段均匀添加总量为10 g/t的丁黄。通过近一个月的调整,使使选厂银的回收率在~75.3%,尾矿中的银含量在25 g/t,生产上的生产调整结果见表6。
虽然,初步试验和试生产改进结果达到预期的要求,但研究及生产人员计划下一步从主捕收剂丁胺黑药入手,通过不同药剂的组合试验及工艺的进一步优化,力争将银的回收率提高到80%以上。
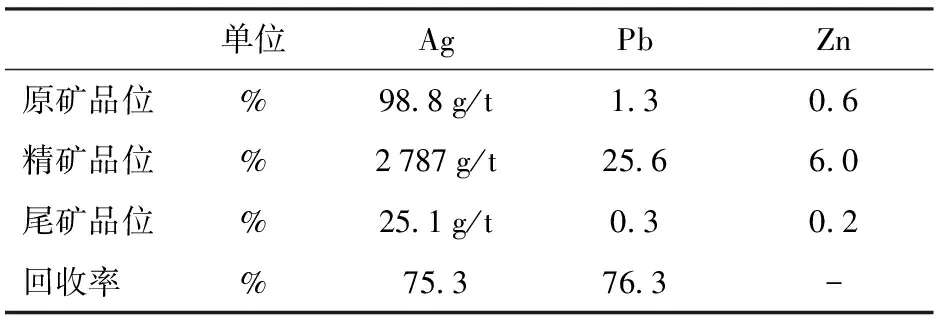
表6 选厂生产结果
注: 精矿中的锌不再计算回收率。
2 结论
甘肃酒泉某矿业公司选厂的银多金属矿,在调整后的选矿工艺条件下,即:硫化钠200 g/t,细度-200目 85%,丁胺 150 g/t,丁黄10 g/t,可以产出银精矿的银品位≥2 500 g/t,银的回收率在≥75%,较原有工艺的银的回收率提高11个百分点,仅此一项,公司每年公司多回收银~3 t。
[1]廖雪珍,鼓贵熊,孙远礼,等.石硐沟铅锌银矿选矿工艺流程试验研究报告[R]. 西北矿业研究院,2007.
[2]戴新宇,于克旭.提高某银多金属矿综合回收率的选矿试验研究[J].矿产综合利用,2009,(2):10-15.
[3]张崇辉.云南某银矿选矿试验研究[D].西安建筑科技大学硕士论文,2011年11月.
[4]刘万峰.某银铅多金属矿矿石选矿试验研究[J].有色金属(选矿部分),2013,(3):14-17.
[5]赵雅如.含银多金属矿的选矿[J].矿产保护与利用,1988,(5):15-16.
Testofimprovingsilverrecoveryofasilverpolymetallicoreanditspractice
WANG Xue-meng, QU Yang, CHU Li-jin, DENG Pan
Through the test of a silver-bearing polymetallic ore and improvement of flow sheets of processing plant, the theoretical recovery of silver increased from 64% to 75%. The recovered silver increases by 3 t every year, and the technical-economic index was improved.
silver; polymetallic ore; recovery; beneficiation
王学猛(1971—),男,河南沈丘人,博士,主要从事有色金属选矿、冶炼及环境工程方面的研究、设计工作。

TF832
B

