干法纺丝用UHMWPE的性能剖析
2014-08-05陈建军
陈建军
(中国石化仪征化纤股份有限公司高纤生产中心,江苏仪征211900)
超高相对分子质量聚乙烯(UHMWPE)纤维纺丝路线均采用冻胶纺丝,根据选择的溶剂及工艺路线可以分为湿法纺丝和干法纺丝。对干法纺丝的工艺、溶剂回收及过程控制等研究较多[1-4],而对原料UHMWPE的研究却很少。作者对原料UHMWPE进行分析,包括对其相对原料分子质量、粒径及其分布、热分析和溶胀溶解性能等,对干法纺丝原料UHMWPE的选用进行了探讨。
1 实验
1.1 原料
UHMWPE:T1~T4,工业级,美国泰科纳公司产;M1,日本三井化学株式会社产;Y1~Y3,中国石化股份有限公司北京燕山分公司产。
十氢萘溶剂:德国德固赛公司产。
1.2 实验仪器
TN-8E全自动特性黏度测试仪:泉州市全通光电科技有限公司制;Mastersizer 2000激光粒度仪:英国马尔文公司制;PerkinElmer单炉体DSC分析仪;旋转流变仪MCR302型溶胀溶解测试仪器:奥地利安东帕有限公司制。
1.3 分析测试
特性黏数([η]):135℃测试0.2 mg/mL UHMWPE稀溶液的流出时间与溶剂的流出时间,根据GB/T1632.3—2010得到[η]和黏均分子量(Mη)。
差示扫描量热(DSC)分析:在N2下,将试样以10℃/min速率升温至200℃,恒温10 min,用于消除试样的热历史的影响,再以10℃/min速率降温。从第一遍升温曲线得到试样熔融峰值温度(Tm)和熔融热焓(△Hm),从第一遍降温曲线得到试样的结晶峰值温度(Tc)和结晶热焓(△Hc)[6]。
溶胀溶解性能:依次称取一定量的十氢萘溶液与UHMWPE粉末,加入旋转流变仪中,剪切速率为100 s-1,分阶段升温。在98℃下,持续60 min,以1℃/min将温度升至150℃,保持温度150℃,测试各阶段的溶液黏度。
2 结果与讨论
2.1 Mη
从表1可以看出,随着Mη逐步增大,[η]也逐渐增加,主要原因是Mη增大,同链段偶然位移相互抵消的机会增多,分子链中心转移减慢,要完成流动过程就需要更长时间和更多的能量,所以其[η]随Mη的增大而增加。

表1UHMWPE的[η]及MηTab.1 [η]and Mηof UHMWPE
2.2 溶胀溶解性能
从图1可以看到,不同试样在75 min的预溶胀阶段,溶液黏度基本平稳,体系呈一定黏弹性。在升温后,UHMWPE溶解加快,体系黏度跃升。当温度恒定时,溶解过程仍在继续,黏度逐渐平稳,最终达到溶解稳定。

图1 不同UHMWPE试样的溶胀溶解性能Fig.1 Swelling and dissolution behavior of different UHMWPE samples
由于Mη不同,聚乙烯具有不同的溶胀、溶解性能,低Mη部分易于溶胀和溶解,率先进入溶解阶段,引起溶液黏度剧增,但溶液稳定后的黏度低,如试样M1所示。反之,Mη高的试样(T4和Y3),最终体系黏度高。
Mη越高,分子链之间的缠结点越多,分子间的范德华力越强,拉伸破坏时需要的能量就越高,拉伸后产品强度越高,但如果Mη过高,则由于Mη越大,分子间作用力增大,分子链内和分子链间缠结严重不利于溶解,纺丝困难。因此,干法纺丝用的原料Mη为(4~5)×106较适宜。
2.2 粒径分布
从图2可以看出,T4试样粒径小,分布窄;Y3粒径大,分布宽。生产中发现选用原料Y3,运行断头多,毛丝多。主要原因是大颗粒溶解时,由于在其表层形成高黏度的溶胀层,阻止溶剂继续向内部渗透,并且未充分溶胀的颗粒还会黏接在其他颗粒表层,造成含有未溶解颗粒的溶液,当大多数原料颗粒已经充分溶解后,该大颗粒却仅仅是溶胀而未能溶解[5-6],因此,该大颗粒在纺丝过程中就成为一个缺陷点,进入纺丝拉伸时,要么造成扭结而不能充分拉伸,要么在此处发生断裂。因此,纺丝工艺要求UHMWPE具有较小的粒径尺寸,且粒径分布要比较窄,干法纺丝时采用原料T4,M1较好。

图2 不同UHMWPE试样的粒径分布比较Fig.2 Comparison of particle size distribution of different HUMWPE samples
2.3 热分析
从表2可知,不同UHMWPE试样的初生态粒子的熔融吸热峰均在在142℃左右,结晶放热峰在119℃左右,说明不同UHMWPE的结晶结构大致相同,主要差异体现在初始结晶度。UHMWPE的初始结晶态与聚合工艺有关,影响纺丝工艺中的溶解溶胀过程。分子排布越规整,溶解溶胀过程相对越缓慢,但其纤维的强度也可能越高。所以,当UHMWPE的Mη接近时,其初始结晶度越高,则纤维产品性能越好。
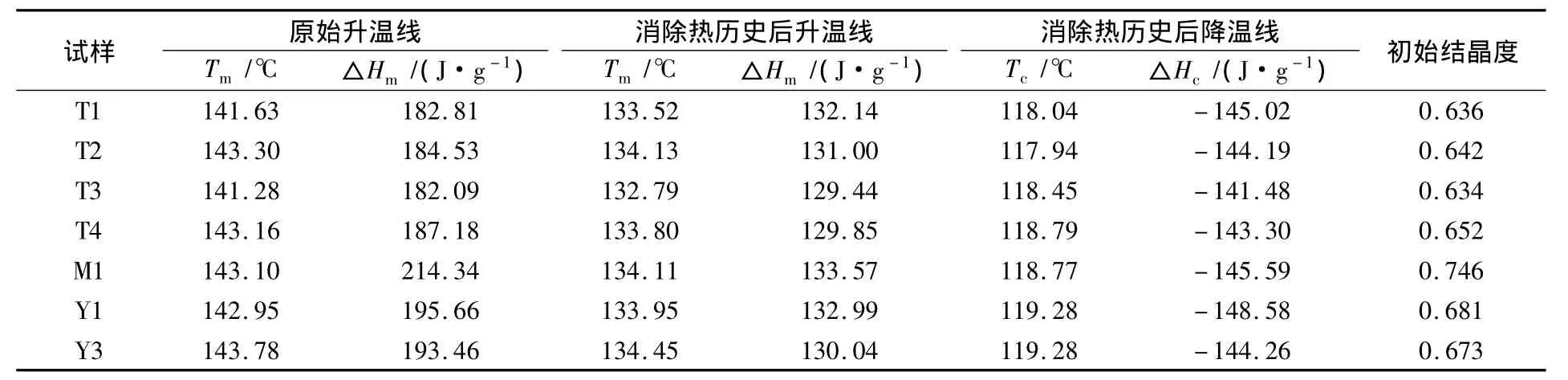
表2UHMWPE的DSC分析Tab.2 DSC analysis of UHMWPE
3 结论
a.UHMWPE的Mη是决定纤维产品质量的关键因素,干法纺丝用UHMWPE的Mη应控制在(4~5)×106。
b.干法纺丝用UHMWPE具有较小的粒径及较窄的分布,可以加快纺丝过程的溶解溶胀,有利于纺丝的顺利进行,原料T4和M1较好。
c.不同UHMWPE的结晶结构大致相同,主要差异体现在初始结晶度。UHMWPE的Mη接近时,其初始结晶度越高,则纤维产品性能越好。
[1] 张燕静,于俊荣,刘兆峰.UHMWPE冻胶纤维萃取干燥方式的选择[J].东华大学学报,2003,29(1):88 -90.
[2] 陈娇,黄鑫,赵国操.萃取条件对UHMWPE冻胶纤维结构与性能的影响[J].合成纤维工业,2008,31(1):34 -36.
[3] Maghsoud Z,Moaddel H.Gel spinning characteristics of ultrahigh molecular weight polyethylene and study on fiber structure before drawing[J].Iranian Polym J,2007,16(6):363 -373.
[4] Yeh J T,Lin Y T,Jiang H B.Drawing properties of ultrahigh molecular weight polyethylene fibers prepared at varying formation temperatures[J].J Appl Polym Sci,2004,91(3):1559 -l570.
[5] 沈新元.UHMW-PAN基pH响应多孔中空凝胶纤维的制备及结构性研究[D].上海:东华大学,2001.
[6] 杨年慈.超高分子量聚乙烯纤维.第三讲:超高分子量聚乙烯的溶解和冻胶纺丝[J].合成纤维工业,1991,14(4):50-56.
