镍、铬对高强钢金属粉型药芯焊丝熔敷金属组织与性能的影响
2014-08-05薛飞飞张英乔孟庆润
薛飞飞,张英乔,孟庆润,王 宝
(1.中北大学材料科学与工程学院,山西 太原 030051;2.武汉铁锚焊接材料股份有限公司,湖北 武汉 430085)
0 前言
近年来,抗拉强度850 MPa以上的低合金高强钢在军工行业、海上采油平台、工程机械等领域得到了广泛应用,但与其配套的高强钢用药芯焊丝品种很少,且基本依赖进口,因此国内对研制强度高且韧性优良的药芯焊丝有迫切的需求。
药芯焊丝分为酸性、碱性、自保护型及金属粉型药芯焊丝四类[1]。其中金属粉型药芯焊丝具有熔敷速度快、电弧特性优良、焊缝成形好、扩散氢含量低及熔渣含量少等特点[2],在生产中得到了广泛的应用。更为重要的是此类焊丝配方中可添加较多量的多种合金元素,对提高熔敷金属的综合性能非常有利,因此本次高强钢用药芯焊丝的研制选择金属粉型药芯焊丝。
影响熔敷金属强度与韧性的一个重要因素是熔敷金属中合金元素的种类、含量以及相互之间的配比[3]。Ni、Cr均为熔敷金属中重要的合金元素,不同含量的Ni、Cr对焊缝组织与性能影响显著。Ni的固溶强化作用中等,能提高强度,细化铁素体晶粒,并且在不影响强度的情况下提高韧性,尤其是焊缝组织的低温冲击韧性;Cr能增加组织淬透性,提高抗拉强度,与Ni配合可显著提高焊缝金属的强度和韧性[4]。一定量的Cr能促进贝氏体转变,抑制针状铁素体的生成[5],但过量的Cr会降低焊缝金属的韧性和延伸率,因此,两者的配合尤其重要。在此研究不同含量的Ni、Cr对熔敷金属强度、韧性及微观组织形态等的影响,以此确定高强钢金属粉型药芯焊丝中合适的Ni、Cr添加量。
1 试验材料和方法
试验的金属粉型药芯焊丝直径1.2 mm,填充率15%~17%,焊接方法采用熔化极气体保护焊,焊接设备为NB-500时代气保护焊机,保护气体为φ(Ar)80%+φ(CO2)20%,焊接电流为210~250 A,电弧电压28 V,气体流量20 L/min,焊接速度20~22 cm/min。熔敷金属化学分析试样制备方法如图1所示。
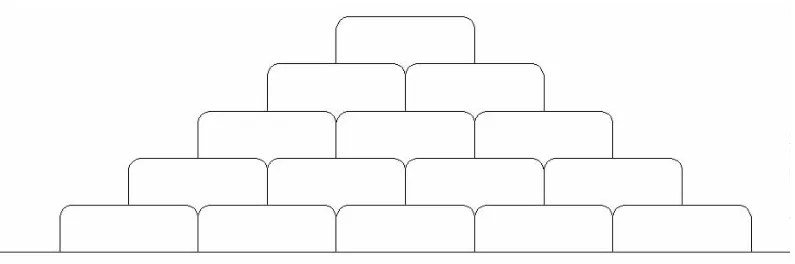
图1 熔敷金属化学分析试样制备方法Fig.1 Preparation methods of deposited metal specimens for chemical analysis
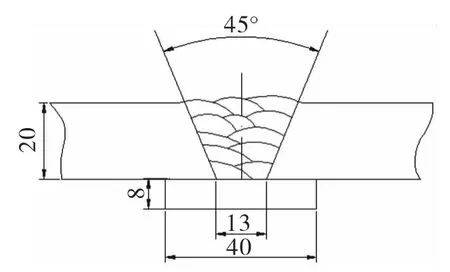
图2 试板尺寸和多道焊示意Fig2 Specimens size and multilayer welding schemes
试板焊接按照GB/T17493-2008低合金钢药芯焊丝标准进行,直流平板对接,每个焊件共焊接5层12道,层间温度保持在100℃左右。试板尺寸和多道焊示意如图2所示。拉伸与冲击试验分别按照GB/T 2652-2008与GB/T 2650-2008进行,冲击试验温度为-40℃。熔敷金属经不同型号砂纸研磨、抛光后,用4%硝酸酒精腐蚀,采用LEICA DM2500M型光学显微镜观察金相组织。
2 试验结果与讨论
2.1 Ni对熔敷金属性能及组织的影响
不同Ni含量的高强钢用金属粉型药芯焊丝熔敷金属化学成分如表1所示。不同Ni含量时的熔敷金属力学性能试验结果如表2所示。
金属粉型药芯焊丝一个重要的特点就是可以通过调整药粉中合金元素的含量来改变熔敷金属的化学成分,从而改善熔敷金属的力学性能。
碳含量在0.02% ~0.18%时,可以保证熔敷金属的力学性能和铁水流动性[6]。在此将碳含量控制在0.07%左右,由于Ni能细化组织,Ni的固溶还能提高低温韧性,一般Ni的加入范围控制在2.0% ~5.0%。首先保证Cr含量不变,微调Ni含量,以获得强度较高,韧性较好的熔敷金属。

表1 不同Ni含量的试验焊丝熔敷金属化学成分Tab.1 Chemical composition of deposited metal with different content of Ni %

表2 不同Ni含量时的熔敷金属力学性能Tab.2 Mechanical properties of deposited metal with different content of Ni
由表2中不同Ni含量时的熔敷金属力学性能可知,随着熔敷金属中Ni含量由2.78%增加到3.38%,抗拉强度和冲击韧性变化不大,而伸长率和断面收缩率明显降低。
不同Ni含量时的熔敷金属金相组织照片如图3所示。A1试样熔敷金属典型金相组织照片如图3a、图3b所示,组织晶粒非常细小,熔敷金属中存在大量的细晶铁素体(FGF)、贝氏体(B)及少量针状铁素体(AF)。图3c为A2试样熔敷金属的金相组织照片,组织晶粒细小,熔敷金属组织以针状铁素体为主,还有少量侧板条铁素体及贝氏体。图3d中A3试样的熔敷金属组织以针状铁素体组织为主,还有块状铁素体、贝氏体及马氏体(M)组织。随着熔敷金属中Ni含量从2.78%增加到3.38%,铁素体、马氏体明显增多,侧板条铁素体、贝氏体含量减少。有研究[6]发现,先共析铁素体、侧板条铁素体、马氏体含量高的情况下,会降低韧性,这些结构优先为裂纹扩展提供了路径,所以要减少或避免这些组织的形成。

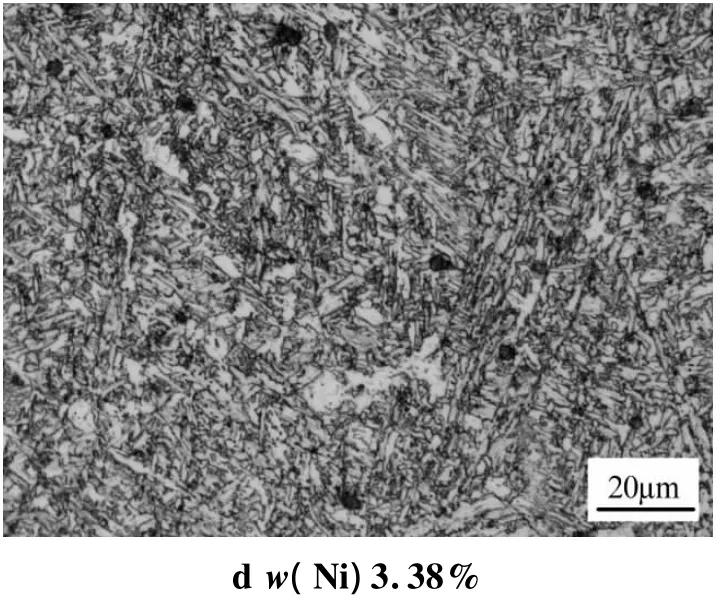
图3 不同Ni含量时的熔敷金属金相组织照片Fig 3 The microstructures of deposited metals with different content of Ni
在Ni含量为2.78%时,熔敷金属的强度高,塑性、韧性好,这是由于Ni的固溶强化作用的结果,并且此时熔敷金属的组织细小,改善韧性的组织含量较多,如组织中含量较高的细小贝氏体,以及少量的针状铁素体等,这些组织呈大角度晶界,断裂时裂纹扩展路径曲折,裂纹的扩展功高,这对提高低温韧性非常有利[7]。Ni可以细化铁素体晶粒,使得铁素体的片层逐渐变得更细小,细化晶粒是一种可同时提高强度和韧性的技术手段,Ni含量升高时,塑性急剧降低,这可能是由于马氏体含量增多的结果。本研究中 Ni最合适的添加量为2.78%。
Ni的主要作用是提高焊缝金属的低温韧性,其固溶强化作用有限,对进一步提高强度没有太大帮助,而Cr可以大幅提高抗拉强度,要想获得更高的强度,需要增加Cr的含量。但是同时Cr还降低焊缝的低温韧性和延伸率,因此必须严格控制加入[8]。
2.2 Cr对熔敷金属性能及组织的影响
不同Cr含量的高强钢用金属粉型药芯焊丝熔敷金属化学成分如表3所示。不同Cr含量的熔敷金属力学性能试验结果如表4所示。

表3 不同Cr含量的试验焊丝熔敷金属化学成分Tab.3 Chemical composition of deposited metal with different content of Cr %

表4 不同Cr含量时的熔敷金属力学性能Tab.4 Mechanical properties of deposited metal with different content of Cr
当熔敷金属中Cr含量由0.41%增加到0.82%时,抗拉强度显著增加,塑性和韧性却大幅降低。B3试样熔敷金属的伸长率甚至减小到10%。这与熔敷金属中不同Cr含量时,显微组织的不同有关。
不同Cr含量时的熔敷金属金相组织照片如图4所示。
图4a为B1试样熔敷金属的金相组织照片,熔敷金属组织以板条贝氏体为主,有少量针状铁素体,图4b中B2试样熔敷金属组织中有大量的贝氏体、马氏体以及少量针状铁素体。图4c、图4d中B3试样熔敷金属组织以贝氏体、马氏体为主。贝氏体、马氏体可以显著增加熔敷金属的强度,但是对塑性、韧性不利。
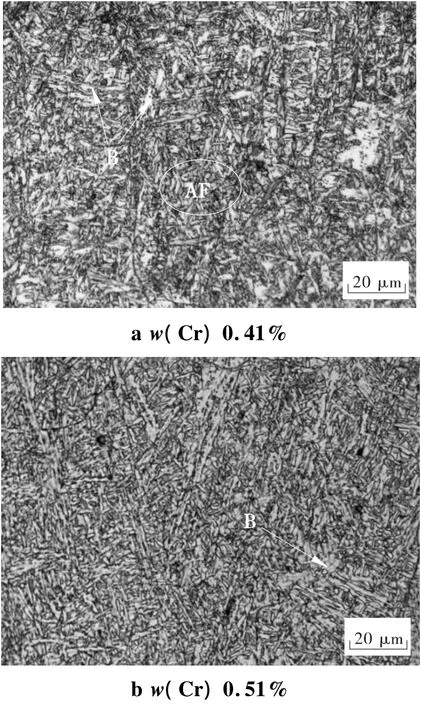
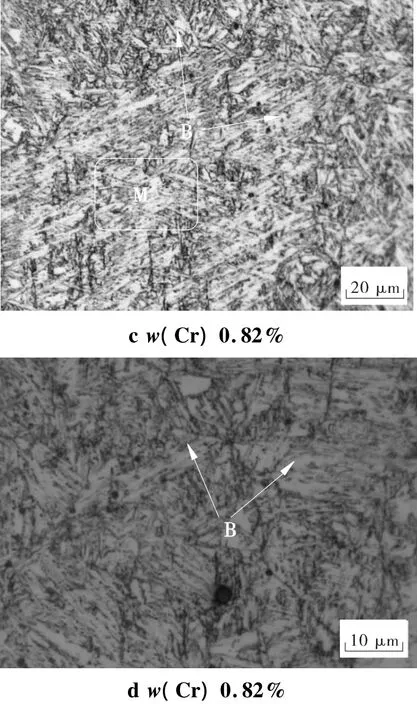
图4 不同Cr含量时的熔敷金属金相组织照片Fig 4 The microstructures of deposited metals with different content of Cr
当Cr含量为0.41%时,熔敷金属中以条状贝氏体为主的组织对强度和韧性都有很好的作用,能获得较高的强度和较好的韧性。Cr含量增加到0.82%时,由于大量马氏体和贝氏体的存在,熔敷金属的强度很高,但是塑性韧性明显较低。所以Cr对强度的提高有很大作用,但是对冲击韧性有不利的影响。Jorge[9]等研究了Cr对C-Mn钢熔敷金属的组织和韧性的影响,结果表明,Cr含量在0.4% ~0.5%时,冲击韧性最好,Cr含量超过0.5%时,韧性显著下降,本研究与其得出的结果相似。
比较表2和表4中不同Ni、Cr含量时熔敷金属的力学性能可知,在提高抗拉强度方面,Cr的作用效果比Ni好;但是在改善熔敷金属的低温韧性方面,Ni对韧性的提高有积极的作用,而Cr对韧性却有不利的影响。在w(Ni)=2.90%,w(Cr)=0.41%时,熔敷金属的力学性能最好。
3 结论
(1)以贝氏体+少量针状铁素体为主的熔敷金属,其强度高,塑性、韧性好,并且组织所占比例取决于熔敷金属的化学成分(如Ni、Cr等)及含量。
(2)不同含量的Cr和Ni对熔敷金属的组织与力学性能有较大的影响。随着Ni含量的增加,针状铁素体、马氏体增多,贝氏体、侧板条铁素体含量减少;强度和韧性变化不大,塑性大幅降低。Ni含量为2.78%时熔敷金属的力学性能较好。随着Cr含量的增加,贝氏体、马氏体含量增加;Cr对熔敷金属抗拉强度的提高有很大作用,但是会造成塑性冲击韧性的降低。在提高抗拉强度方面,Cr的作用效果比Ni好得多。
(3)合适的合金元素配比可以使得熔敷金属具有很好的强度和冲击韧性。w(Ni)=2.90%,w(Cr)=0.41%时熔敷金属力学性能最好,其抗拉强度达到938 MPa,-40℃时的平均冲击吸收功达到51 J,并且伸长率和断面收缩率都较高。
[1]田志凌,潘川,梁东图.药芯焊丝[M].北京:冶金工业出版社,1999.
[2]李建海,陈邦固.新型金属芯药芯焊丝的开发和应用[J].焊接技术,2001,30(3):47 -50.
[3]王君民.碱性焊条中Mo、Ni对焊缝强度与韧性的影响[J].材料开发与应用,2007,22(5):30 -31.
[4]杨功斌.低合金高强钢焊丝研制及焊接工艺研究[D].沈阳:沈阳航空航天大学,2011.
[5]Bose-Filho W W,Carvalho A L M,Strangwood M.Effects of alloying elements on the microstructure and inclusion formation in HSLA multipass welds[J].Materials Characterization,2007(58):29 -39.
[6]Zhang Z,Farrar R A.Influence of Mn and Ni on the Microstructure and toughness of C-Mn-Ni Weld Metals[J].Welding research supplement,1997:183 -196.
[7]王爱华,彭云,肖红军,等.690 MPa级HSLA钢焊缝金属的显微组织与冲击韧性[J].焊接学报,2013,34(4):7-10.
[8]刘玉双,韩海峰,吕奎清,等.一种高强度高韧性金属粉芯型药芯焊丝:中国,CN102179640A[P].2011 -09-14.
[9]Jorge J C F,Souza L F G,Rebellon J M A.The effect of chromium on the microstructure/toughness relationship of C - Mn weld metal deposits[J].Materials Characterization,2001(47):195 -205.
