利用合适的保护气优化GMA钎焊
2014-08-05FatihSavgu俞行峰
Fatih Savgu,俞行峰,王 珩
(林德研发中心,上海 201206)
0 前言
在大范围的工业应用中,减少腐蚀损害变得愈发重要,涂层金属板的应用得到强化。在所有涂层当中,锌因其良好的耐腐蚀性能和加工简单等特性,成为保护性涂层市场的佼佼者。尽管锌对防腐保护起着十分积极的作用,但是也有一定的负面影响,尤其在热连接过程中更突出。就此而言,锌的劣势是其过低的汽化温度,仅为906℃,导致焊接过程中锌的大量挥发。这一现象不仅影响电弧和工艺的稳定性,形成不良焊点,而且会在焊缝两侧形成无保护的漏焊区域。在薄金属板上,尤其是汽车行业使用的薄金属板的两侧,也易形成类似的漏焊区域。
使用铜基钎料对涂层金属板进行电弧钎焊,可以解决或减少此类问题的产生。该钎料比钢钎料熔点更低,仅为450℃,所以消耗的热量更少,锌挥发随之降至最低,并且钎料具有防腐性能,可形成防腐焊缝。
在此主要围绕最新发展水平(前提、质量、限制)、未来需求(HSS和AHSS的连接)以及如何通过保护气体的选择改进焊接工艺等方面,对电弧钎焊展开说明。
1 镀锌钢的熔焊与钎焊对比
1.1 熔焊
在熔焊过程中,焊料与母材均被熔化。材料在焊接熔池内混合后,固化为焊缝。单位长度的熔焊耗能非常高,导致了锌的大量挥发。同时锌蒸汽会导致电弧不稳,产生细孔和飞溅。
镀锌钢熔焊的劣势:大量锌蒸汽;焊接工人锌热病;在工作场所产生片状锌粉;细孔;飞溅;电弧不稳定;焊接熔池下陷;裂缝;熔化不完全;电弧异常;形成无保护的焊缝区域。
1.2 钎焊
熔焊与钎焊的主要区别是钎焊时只有钎料被熔化,即钎料的液相线温度总是低于母材的固相线温度。钎焊时,母材不熔化,但是其表面会被液态钎料所润湿。钎焊可以在钎料的熔化温度条件下实现连接,并且由于钎焊过程中仅有钎料被熔化,其所需能耗远低于熔焊。
镀锌钢电弧钎焊的优点:保护涂层更少挥发;更少飞溅;耗能更低;防腐钎料;焊缝易打磨;少量(无)片状锌粉;锌热病风险降至最低;连接件变形更少。
GMA熔焊厚板的焊缝截面如图1所示,熔焊接头上母材和焊料的熔合线明显,而电弧钎焊接头上,母材与钎料呈清晰分离状。
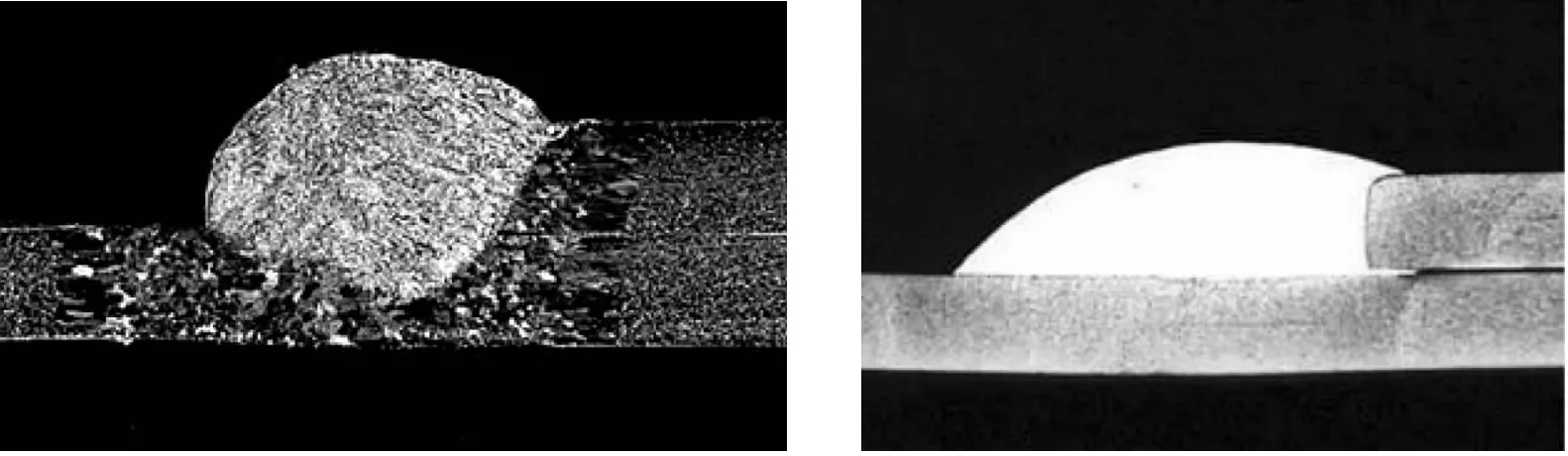
图1 GMA焊接厚1 mm板的焊缝照片
3 电弧钎焊的构成要素
电弧钎焊主要包括以下四要素:焊接设备;母材;钎料;保护气体。
电弧钎焊的保护气体为含有少量O2或CO2的混合气体,也可使用纯氩气,汽车行业大多采用这一做法。但经证实,用SCu6560钎料对镀锌钢板进行电弧钎焊时,混合气体对工艺具有改进作用。氩气电弧易受影响使工件发生变形,更容易导致锌的挥发。活性成分可以稳定电弧,使之不易变形,并提高润湿特性。
2.1 气体改善润湿特性
气体改善润湿特性如图2所示。

图2 气体改善润湿特性
2.2 活性成分或氦气改善润湿特性
活性成分或氦气改善润湿特性如图3所示。
2.3 混合气体M13改善电弧钎焊焊缝
混合气体M13改善电弧钎焊焊缝如图4所示。

图3 活性成分改善润湿性
2.4 GMA钎焊适用的气体(ISO 14175:2008-06)
GMA钎焊适用气体有:I1(氩气);I3(氩/氦混合气体);M12(不高于2.5%的CO2+氩气或氩/氦混合气);M13(1%O2+氩气或氩/氦混合气)。
在使用SCu6560钎料对涂层钢板进行GMA钎焊时,活性成分对工艺具有很好的改善作用,可以提高工艺稳定性,改善焊缝外观,减少孔隙数量。经证实,含有混合气体的氦气与铜铝钎料搭配使用,优势明显。随着高强度钢板使用的不断增加,铜铝钎料的使用也随之增加。

图4 混合气体M13改善电弧钎焊焊缝
GMA钎焊,1.0 mm厚CP-W 1000+ZE上短弧,重叠接缝,CuAl5Ni2钎料,焊缝形貌如图5所示。
GMA钎焊,脉冲电弧,母材为CP-W 1000+ZE,钎料为CuAl5Ni2,φ1.2 mm,焊缝形貌如图6 所示。

图5 GMA钎焊,CuAl5Ni2钎焊缝形貌

图6 GMA钎焊,脉脱电弧,钎料CuAl5Ni2焊缝形貌
GMA钎焊,脉冲电弧,母材为430,钎料为CuAl5Ni2,φ1.2 mm,焊缝形貌如图7 所示。
GMA钎焊,脉冲电弧,母材为CP-W 1000+ZE,钎料为 S Cu 6560(CuSi3Mn1),φ1.2 mm,焊缝形貌如图8所示。
3 应用领域
汽车行业对电弧钎焊来说是非常重要的行业,钎焊还拥有十分广泛的应用范围领域。总体来说,在所有薄钢板(厚度<3.0 mm)连接之处,以及热变形、锌挥发或防腐等问题频发的领域,电弧钎焊均可应用。它可用于连接涂层或无涂层软钢,亦可连接高合金钢,唯一不足之处是对于奥氏体不锈钢来说容易产生钎焊裂纹。因此,铁素体不锈钢应成为GMA钎焊的首选不锈钢材。

图7 母材430,GMA钎焊,焊缝形貌

图8 母材CP-W 1000+ZE,钎料S Cu 6560焊缝形貌
钎焊与熔焊相比的优势以及在某些条件下加速焊接的可能性,使这一连接工艺获得了更为广泛的行业关注。电弧钎焊工艺的应用范围如表1所示。

表1 电弧钎焊工艺应用范围
4 结论
在电弧钎焊保护气体的选用中,推荐含有一定氧化气体比例的混合气。目前纯氩气体也应用广泛,加入一些氧气的混合气能够使电弧更加稳定,降低磁偏吹,减少气孔的形成并提高焊缝的润湿性能。含氦气的高性能混合气能够降低对前道组对的工艺要求,提高生产效率。
