卧式注塑机全自动送料系统的设计与实现
2014-08-02陈舒燕余朝刚苏鹏云
陈舒燕 余朝刚 苏鹏云 朱 靖
(上海工程技术大学电子电气工程学院,上海 201620)
全自动生产线可以改善劳动条件、提高生产效率、稳定产品质量、降低生产成本,因此企业生产过程中对自动化程度的要求越来越高。随着我国注塑行业的蓬勃发展,很多企业提出改进传统操作工序的要求[1~4]。由于目前使用的旋臂式、气动式和单轴伺服注塑机机械手不能满足某注塑厂家的特定自动送料要求,因此笔者设计了一种多轴的卧式注塑机全自动送料系统。
1 机械结构①
笔者设计的全自动送料系统将卷绕在料盘上的料带剪成单个嵌片,通过机械手将嵌片送入卧式注塑机,并将注塑好的成品取出,系统结构包括:料架、导料槽、剪料机构和送料机构。该系统可以在垂直的X轴、Y轴、Z轴3个方向自由运动,有X1轴、Y1轴、X2轴、Z轴、Y2轴5个滑台和1个可以90°旋转的手爪[5]。滑台均采用伺服电机驱动丝杆的传动方式,每个滑台上有3个位置传感器(包括上限传感器、零点传感器和下限传感器)。系统的总体结构如图1所示。
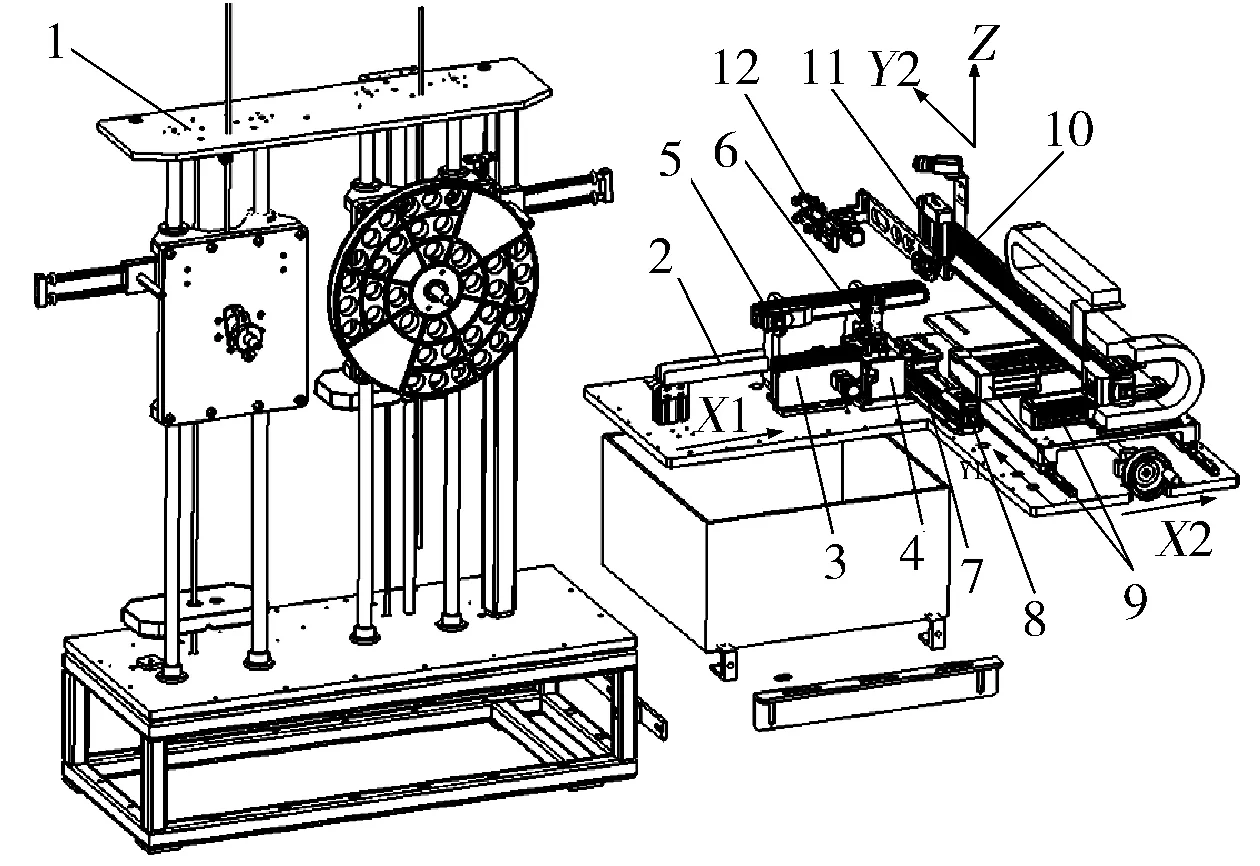
图1 卧式注塑机全自动送料系统总体结构
2 气动系统
卧式注塑机全自动送料机械手的气动系统如图2所示。

图2 机械手的气动系统
气动系统包括4个气缸和多个电磁阀。气缸作用为:驱动剪料刀具上下运动,驱动X1轴上取料盘上下运动,驱动抓料盘夹爪的松放或夹紧,驱动成品抓料盘运动。剪料气缸、X1轴取料气缸和成品抓料盘气缸采用双作用气缸,夹爪使用单作用气缸,均采用KOGANEI公司的2位5通脉冲式电磁换向阀作为主控元件。为了使气缸运行速度平稳,提高机械手的稳定性和工作效率,在每一个独立的气动回路都配有单向节流阀[6]。该全自动送料系统所有气动回路的运动和先后顺序都由PLC来进行控制[7]。
系统配备了4路真空发生器,真空发生器是用压缩空气产生真空度为-86.7kPa的负压来吸取嵌片或成品;配备了8个电磁阀,其中3个双电控作用电磁阀用来控制双作用气缸,5个单电控电磁阀用来控制吸盘和单作用气缸。
3 电气控制系统
3.1 PLC的端口分配
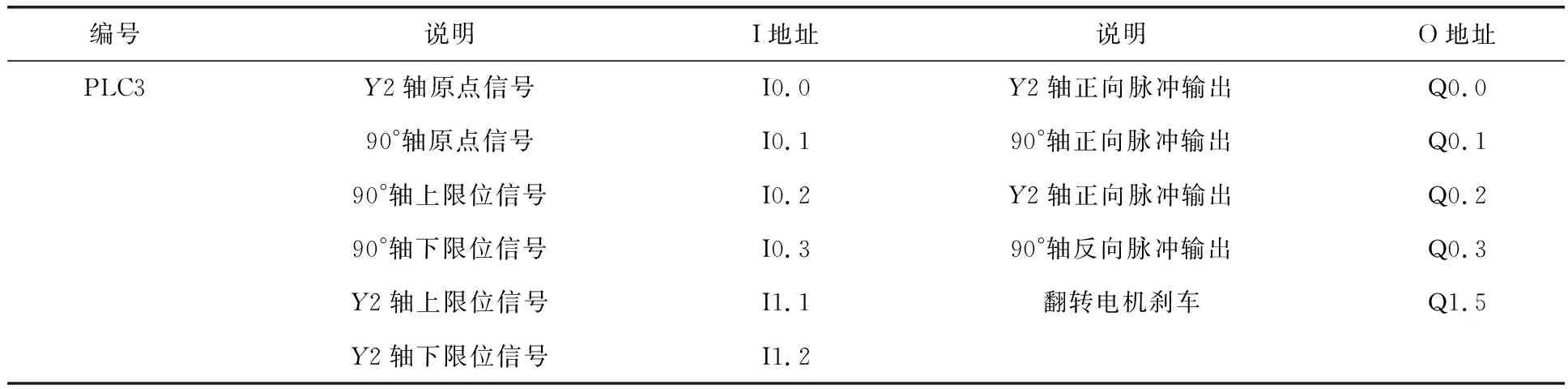
本系统中的伺服电机均采用脉冲控制方式,共需要6路脉冲,每个SIEMENS 6ES7 226-2AD23-0XB8 PLC有两路高速脉冲输出,使用3个PLC即可满足要求。PLC之间通过PPI总线方式进行联系,其中一个PLC与触摸屏连接,另外两个PLC内部的信息先与该PLC交换,再发送到触摸屏。系统主要输入信号有:启停控制信号3个、位置检测信号25个,共28个;主要输出信号有:脉冲输出信号12个、电磁阀控制信号9个、电机控制信号6个,共27个。系统采用的PLC具有24输入16输出,可以满足需求。输入、输出信号的具体作用和地址分配见表1。

表1 PLC的主要输入、输出信号分配
(续表1)
3.2 PLC程序
3.2.1控制过程
初始时,按下复位按钮SB3,使机械手位于原位工作点,然后按下启动按钮SB2,整个送料系统的工作过程为:导料槽导料→剪料盘一次剪切两片料片→取料盘吸取两片料片,放在接料盘上→接料盘向前移动一步→重复剪切、吸取两料片,并放于接料盘上→接料盘一次送4片料片→抓料盘吸料,后翻转90°→成品抓料盘将注塑工位的成品取出→料片抓料盘将料片送到注塑工位→机械手退出注塑机,抓料盘翻转至水平→夹爪松开,成品落入接料筐中。取料盘吸料时,为了避免料片因振动而脱落,X1轴取料气缸先行,剪料气缸后行。如果没有停止信号,送料系统机械手按照以上过程循环操作。在任何时候按下停止按钮SB1,机械手将完成当前工作周期后停止工作。
卧式注塑机全自动送料系统具有多轴运动过程,按照机械手动作的先后顺序进行控制[8,9],因此采用顺序控制设计法进行程序的编写。
3.2.2定位过程
机械手各轴的运动通过PLC的CPU输出脉冲序列来实现定位控制,如图3所示。编程过程中使用到库中的定位模块,为了充分利用定位模块,轴上需设置3个限位开关:参考点开关(零点)、正向计数限位开关(上限)和反向计数限位开关(下限)。机械手操作过程需要衡量其零参考点位置,编程中应用到定位模块库中的Q0_x_Home,该模块是在预设方向启动寻找参考点[10]。载物体沿着轴移动,直到到达限位开关(上限或下限),轴减速运动并开始从相反方向寻找参考点。参考点寻找完毕后,CPU向伺服驱动器发送一个脉冲序列(动力输出)和定向信息(电机旋转方向);伺服驱动器将信号转换成相应定子中取决于频率的三相电压,并提供给伺服电机;伺服电机将速度控制的实际值返回给伺服驱动器。
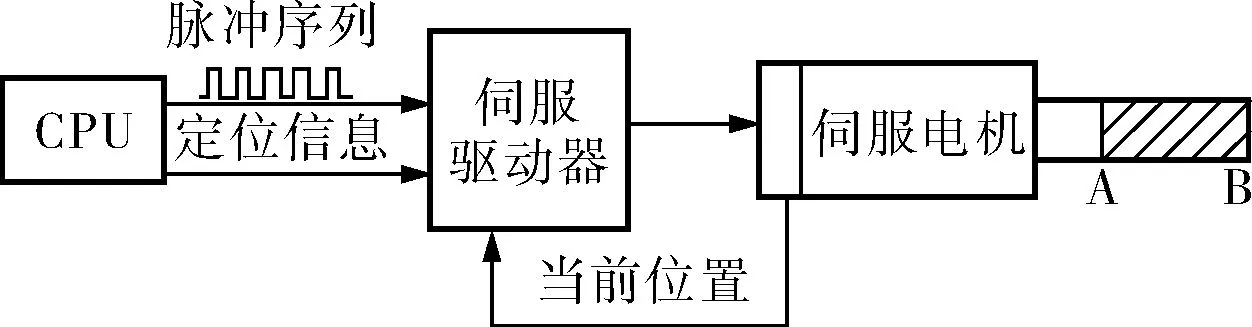
图3 定位控制过程
3.3.3触摸屏控制
全自动送料系统的人机界面采用WECON LEVI777A-V型号的电阻式触摸屏,该触摸屏具有两个串口,支持RS232/RS485/RS422,支持MPI协议。触摸屏设计包括界面设计和变量设定,并将变量与PLC连接[11,12]。界面设计包含输入/输出区域组态、指示灯组态、功能键组态和文本显示;变量设定是将触摸屏的组态功能与PLC对应的I/O地址和存储单元相连接,实现手动操作过程中将手动设定的参数输入到PLC中,并将PLC的当前值输入到触摸屏并显示在界面中,便于观察机械手的运动状态。
4 结束语
卧式注塑机全自动送料系统是一个比较复杂的控制系统,主要体现在它控制6个单轴运动来完成一个需要6个自由度机械手才能完成的一系列导料、剪料和送料动作。设计的系统采用PLC控制,实现了全自动化送料,可以广泛应用于注塑取料。
