蜂窝结构钎焊接头的声阻法检测成像
2014-07-23孟伟,张海
孟 伟,张 海
(总参陆航部驻株洲地区军事代表室,长沙 410200)
蜂窝结构是由薄而强的两层面板,中间夹有蜂窝材料互相胶接(或钎焊)而成整体的一种复合材料。近年来,蜂窝结构在航空航天、建筑、交通等行业得到了广泛应用。与其他复合材料类似,蜂窝结构在制造和使用过程中容易产生各种缺陷,带来较大的安全隐患,因此通过无损检测技术控制、监测其质量是非常重要的。常用的蜂窝结构检测方法有超声法、射线法、红外成像法和声阻法等[1]。超声法精度较高,但检测效率较低,且需要耦合,不适合现场检测;射线法对脱粘(未焊合)缺陷灵敏度低;红外法检测效率高,但设备昂贵,且易受外界干扰;而声阻法能很好地弥补这些不足。
国外 Cawley P等[2],国内李明轩[3]等人做了大量基础工作,对声阻法检测原理、方法、检测精度进行了深入研究。Hyeung-Yun Kim 等[4-5]则研究了蜂窝结构中分层缺陷尺寸对自然频率及蜂窝结构强度的影响。在国内,朱淑华、万德胜[6]采用声阻法得出铝蜂窝结构在不同蒙皮厚度、不同蜂窝芯高度下的检测频率,能较好检测脱粘、蜂窝压皱等缺陷。
然而,传统声阻检测结果不能保存或以图像形式输出,直观性较差。笔者针对此问题,对蜂窝钎焊结构的声阻法检测及图像获取进行了试验分析。
1 声阻检测原理
声阻法又称之为机械阻抗分析法(MechanicalI mpedance Analysis,简称 MIA),发源于前苏联。在声阻检测时,为了提高振动检测的准确度,就必须分析振动状态与粘接状态的关系。一个振动系统在单一频率下的机械振动公式为:
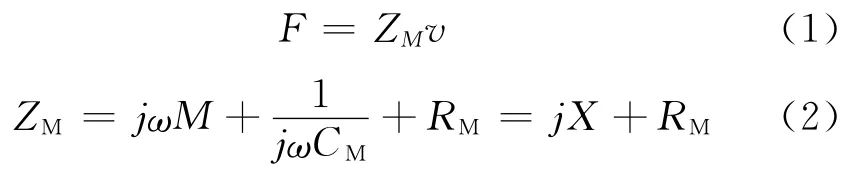
式中:F为机械振动的策动力;v为质点的振动速度;ZM为等效力阻抗;M为等效质量;CM为等效柔顺性;RM为等效损耗阻抗。
同一结构样品,若连接状态不同,则ZM不同,通过对ZM的测量,或在F一定的时候通过对v的测量,就可以对连接状态进行检测。
若有平而薄的蒙皮连接在相当粗大的平面硬材料上,又有局部不连续,这时为便于分析,可将不连续部位近似认为一个固定边缘的薄板,如图1所示。
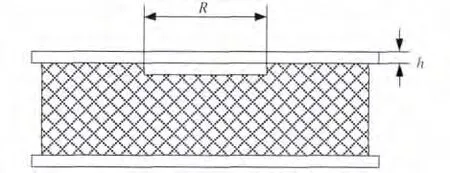
图1 蜂窝结构缺陷模型
假设此区域为圆形,半径为R,蒙皮厚度为h,密度为ρ,杨氏模量为E,则此圆板模型固有谐振频率基频可近似为:

式中:C为常数,由材料泊松比和圆板周围固定条件决定。
单一自由度系统的典型频率响应如图2所示。其中ω0为待测结构的固有圆频率,当外界激励频率与其相等时其响应达到最大值。声阻法检测采用一单点尖端接触的双晶体探头,被测工件作为探头的振动负载,它的谐振频率随着缺陷区面积增大由高到低变化。接收信号幅度是增加还是减少则根据使用频率是接近还是远离层板的谐振频率而定,如图2所示,相位的变化则与缺陷的深度有关。
2 试验材料及方法
参考金属蜂窝胶接结构声振检测标准试块制作方法[7],结合试验情况,制作一块用于声阻法检测的标准缺陷试件如图3。其面板厚0.2 mm,蜂窝芯格壁厚0.1 mm,高4.5 mm。试件中所有缺陷都在同一侧,另一侧正常焊接。
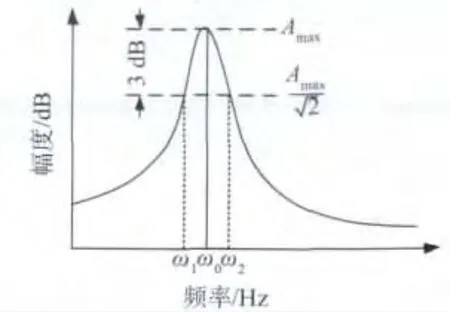
图2 单一自由度系统的典型频率响应
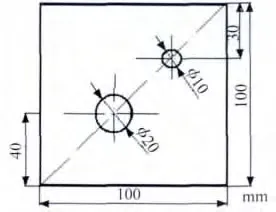
图3 蜂窝结构缺陷试块
缺陷试样材料为镍基高温合金,面板与蜂窝芯之间采用真空钎焊连接,钎焊温度为1 020~1 100℃。钎料为Ni82Cr Si B。焊接参数与实际件相同,焊接时在面板上适当加压,以达到更好的钎焊质量。
试验所用仪器为Sonic Bond MasterTM检测仪,选择声阻模式进行检测。声阻法不需要耦合剂,只需很小的接触面积,所以它能用于不规则表面或曲面。它对复合材料薄壁构件的脱粘、气孔、分层及芯格压皱尤为灵敏。
先利用声阻检测仪得到手动检测工艺。检测时,操作者在2.5~10 k Hz频率范围内选择完好区域与未焊合区间幅度与相位差别最大的频率(如图4(a)所示)作为检测时的探头工作频率。仪器采用坐标方式同时显示幅度与相位,从而能在测定不连续大小的同时区分其深度。在图4(a)中,完好区信号幅度大于缺陷区,即选择的工作频率接近完好区的谐振频率。当探头在完好区域移动时,信号幅值较高,如图4(b)所示;当遇到缺陷时,信号幅值降低,如图4(c)所示。
试验所用的声阻检测仪为手动装置,只能记录有限点的检测信号,且不能记录其位置信息。为记录声阻法检测所得的位置信息和此位置的检测信号,需要再制作一个类似于超声C扫描的装置,由于仪器上有检测信号输出接口,所以只需考虑位置信息的读取。参照触摸屏和手写板的原理[8],将探头和手写笔连接起来,探头在工件上移动时,位置信息直接由手写笔通过触摸屏输入到计算机中,其系统结构如图5所示。
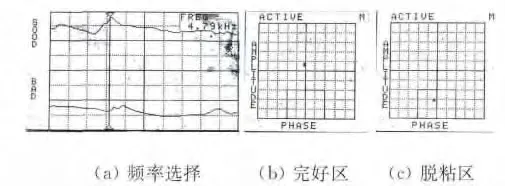
图4 声阻法检测信号
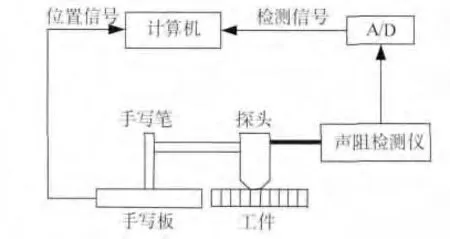
图5 利用手写板输入位置的检测系统结构
将探头与手写笔固定,探头在工件上移动时,手写笔也相应地在手写板上移动,计算机通过检测手写笔的位置即可得到此时探头在工件上的位置,并将其移动轨迹记录下来,同时将仪器中的检测信号送入计算机,当仪器报警时显示轨迹为蓝色,否则为绿色。程序用VC++.NET编写,流程图如图6,为了简化程序,试验中报警闸门的大小和位置在声阻检测仪上设置,当探头位于缺陷区域时,检测信号进入闸门,探头上的报警红灯变亮,仪器则通过I/O接口将报警信号输出,经A/D转换器输入到计算机,与手写板输入的位置信号生成声阻扫描图。
3 声阻检测结果
3.1 手动检测结果
利用所制作的图3试块,采用声阻检测仪对面板材料为镍基高温合金,厚度为0.2 mm,蜂窝高为4.5 mm的蜂窝结构进行检测,确定了检测工艺参数。当检测到缺陷时,仪器就会发出报警声,探头上的红灯也会变亮,如图7所示。使用此仪器已能检测到约φ10 mm的未焊合区。
3.2 声阻检测图像
利用检测程序对图3所示试件进行扫描所得结果如图8所示。
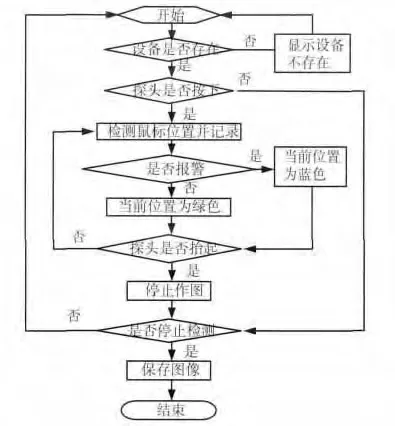
图6 检测系统程序流程
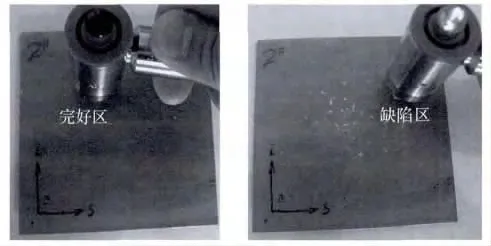
图7 检测试验结果
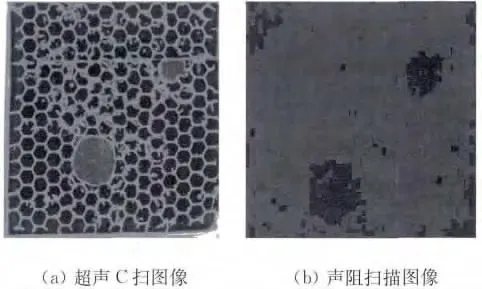
图8 两种方法扫描图像对比
试验所用手写板尺寸为12.8 mm×9.6 mm,计算机屏幕分辨力为1 024×768 pi(像素),程序中设置的画笔线宽为10 pi。由图8声阻扫描和超声C扫描图像比较可知,声阻法只能检测出缺陷区的位置和大致尺寸,对于完好区的蜂窝芯格并不能像超声C扫描一样清晰地显示出来,因此其检测灵敏度比超声C扫描要小。
为验证声阻扫描的检测精度,先将图8(a)和(b)进行灰度变换,如图9所示。然后作出相应部位(如白线所示)线灰度分布图,如图10所示。图10(a)中缺陷区域宽度约为180 pi,按8 pi/mm可以粗略估算出声阻扫描检测得到缺陷区直径约22 mm。图10(b)中缺陷区域约为80 pi,由于扫描区域为100 mm×100 mm,而所得图像尺寸为379×381 pi,其分辨率约为4 pi/mm,从而得出超声C扫描得到的缺陷区直径约为20 mm,由此可知此装置基本功能已经达到要求。
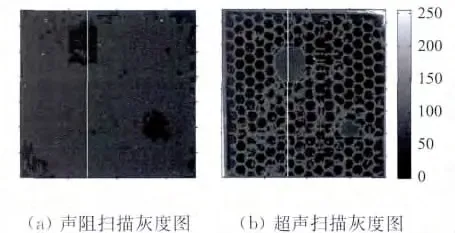
图9 灰度变换
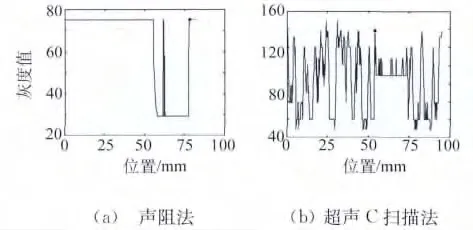
图10 线灰度分布
4 结语
对试验所用面板材料为镍基高温合金,厚度为0.2 mm,蜂窝高为4.5 mm蜂窝结构钎焊接头,利用声阻法可检测到直径约10 mm的未焊合缺陷。
利用VC++.NET编制相应检测程序,通过检测仪上的I/O接口将声阻法检测信号输入到计算机,与提取的位置信号相结合,得到了声阻法扫描图像。
声阻扫描图像与超声C扫描图像比较结果表明,声阻扫描可显示缺陷位置及尺寸,其检测精度可达到应用要求。
[1]徐丽,张幸红,韩杰才.航空航天复合材料无损检测研究现状[J].材料导报,2005(8):79-82.
[2]CA WLEY P.Sensibility of the mechanical i mpedance method of non destr uctive testing[J].NDT Inter na-tional,1987,20(4):209-215.
[3]李明轩.声阻法检测原理[M].北京:科学出版社,1976.
[4]LIMMK,LOW S C.Dynamic characteristics of dibonds in honeycomb structures[J].Engineering Structures,1995,17(1):27-38.
[5]Hyeung-Yun Kim, Woonbong Hwang. Effect of debonding on natural frequencies and frequency response functions of honeycomb sandwich beams[J].Composite Structures,2002(55):51-62.
[6]朱淑华,万德胜.铝箔蜂窝结构的声阻检测法[J].洪都科技,1979(2):23-29.
[7]HB 6462-90 金属蜂窝胶接结构声振检测标准试块[S].
[8]郑仁元.传感器应用一百例[M].北京:电子工业出版社,1986.