张紧轮轴承内圈钻孔工艺的改进
2014-07-21刘岗起
轴承 2014年3期
刘岗起
(韶关东南轴承有限公司,广东 韶关 512029)
1 原钻孔工艺分析
张紧轮轴承内圈通常需要钻孔加工,车加工零件如图1所示。一般用立钻钻孔,需要设计钻模,其钻孔原理如图2所示。采用立钻加工此类偏心孔,孔位置度较难保证,加工效率低。
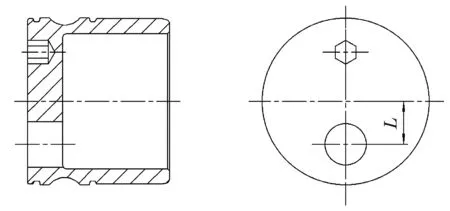
图1 车工零件图
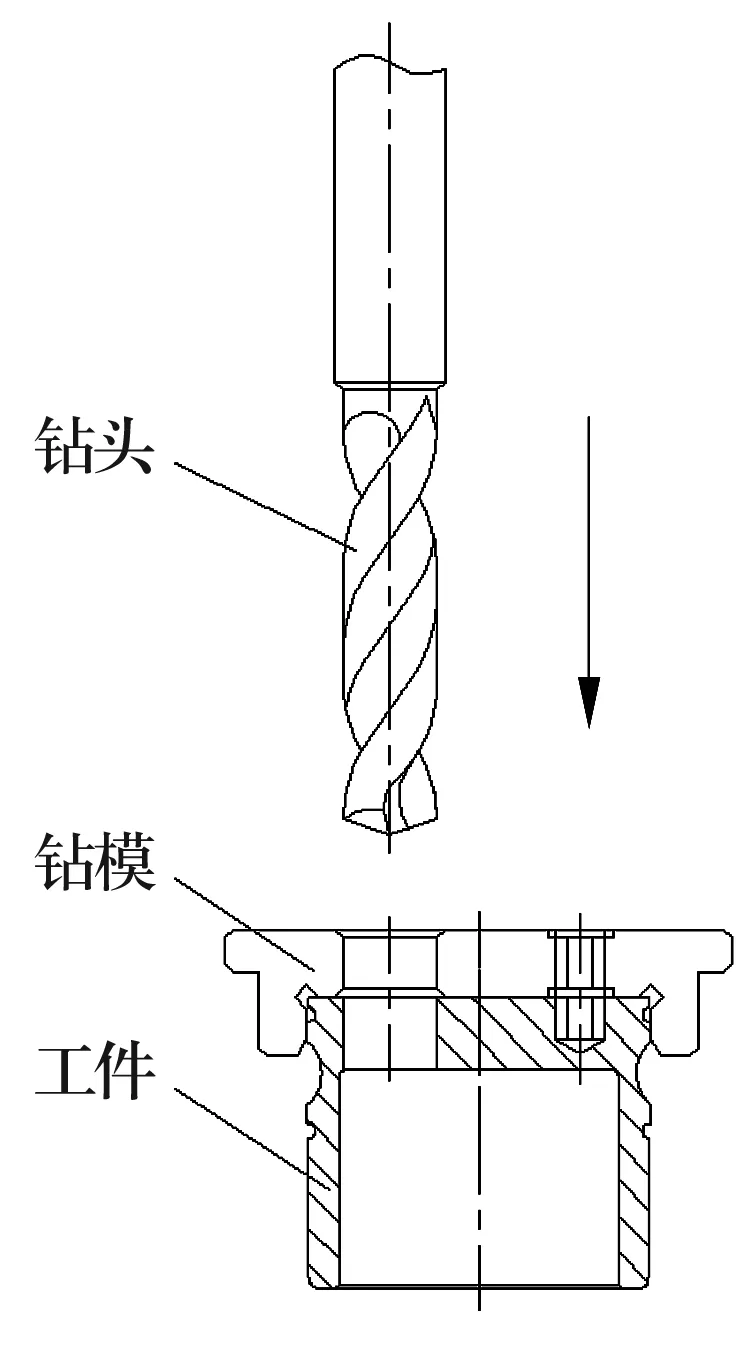
图2 立钻钻孔原理图
2 改进钻孔工艺
对于专业轴承生产厂家,车床较多,可以将车加工的弹簧夹具适当改进,用车床进行张紧轮轴承内圈偏心孔的钻孔加工。
(1)设计偏心弹簧夹具。根据张紧轮轴承内圈孔位置的偏心距L(图1),将夹具夹持孔中心相对夹具体旋转中心的偏心距也设计为L,偏心弹簧夹具如图3所示。弹簧夹具的偏心孔可以用线切割加工,能够保证偏心距准确和夹具的精度。
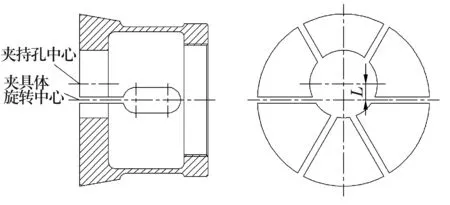
图3 偏心弹簧夹具示意图
通过弹簧夹具夹持孔的偏心设计,使工件加工孔的旋转中心处在整个夹具的旋转中心上,工件加工旋转位置如图4所示。

图4 工件加工旋转示意图
(2)设计装夹钻头的专用刀杆。在车床拖板刀架上设计装夹钻头的刀杆(图5),将钻头装夹在刀杆上。
(3)偏心弹簧夹具钻孔工艺。通过偏心弹簧夹具装夹工件,将钻头装夹在刀杆上,调整钻头至孔位置后进行钻孔加工。车床钻孔工艺如图5所示。
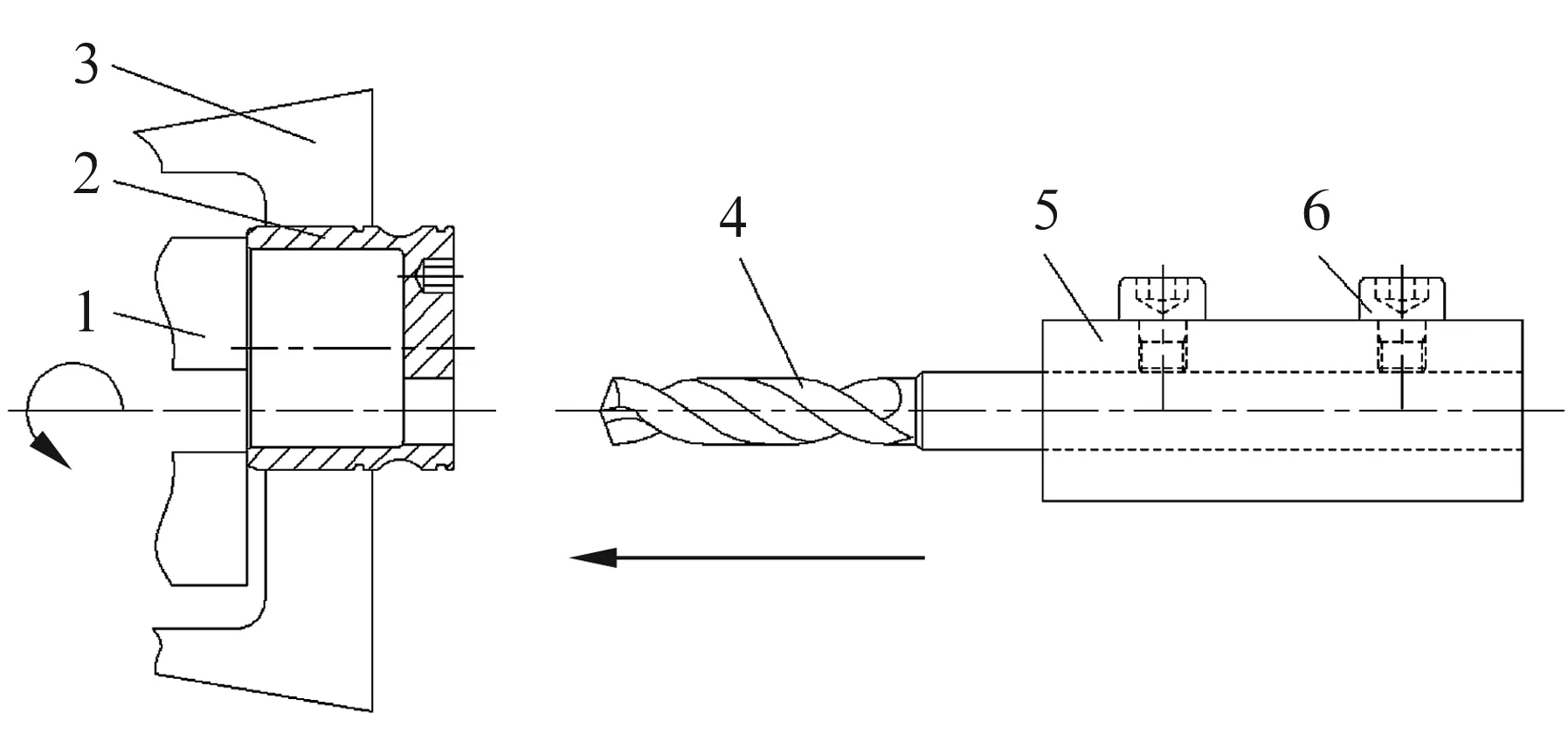
1—定位环;2—工件;3—偏心弹簧夹具;4—钻头;5—刀杆;6—紧固螺钉
3 结束语
通过改进张紧轮轴承内圈的钻孔工艺,设计偏心弹簧夹具,用车床进行钻孔加工,经过大批量生产验证,产品的钻孔质量及生产效率得到显著提高。
