圆柱滚子轴承外圈挡边厚度尺寸测量方法的改进
2014-07-21丁敏温少英柳书敏
丁敏,温少英,柳书敏
(瓦房店轴承集团有限公司 技术中心,辽宁 瓦房店 116300)
1 原测量方法
圆柱滚子轴承外圈双挡边受结构限制,在车加工后挡边不能采用示值测量,只能采用通规和止规来控制挡边厚度。原测量方法如图1所示,该方法可以限制实体尺寸,但不能有效控制挡边平行差,只能允许其在挡边公差范围内,无法满足车加工技术要求。另外,这种测量方法对测量手法有着严格的要求,当挡边卡规的定位基准面与套圈端面没有有效接触时,测量的厚度尺寸是不准确的,严重时甚至影响挡边的磨削留量。
2 改进后的测量方法
2.1 简易测量装置结构
为了有效控制这类产品的挡边厚度及平行差,在现有G903仪器上进行了相应改进,改进后的简易测量装置如图2所示,主要由仪器座、立柱、表架、支柱和支点构成。
利用G903或G904仪器作为改进后仪器的表台,表架与立柱组装后置于表台的T形槽内,根据被测套圈尺寸固定立柱;将90°弯形表尖安装在百分表上,放置于表架上并用螺钉锁紧;2个径向定位支点分别装在位于120°等分T形槽内的支柱上,调整至需要位置后分别用螺母和螺钉锁紧。
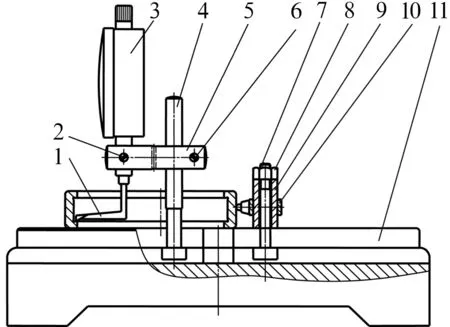
1—弯表尖;2,6—螺钉;3—百分表;4—立柱;5—表架;7—T型螺钉;8—螺母;9—支柱;10—支点;11—仪器座
2.2 测量方法
如图2所示,根据圆柱滚子轴承外圈内径尺寸选用百分表的外径尺寸;调整仪表支架位置,使表尖位于挡边有效宽度的中部;固定支柱后按图纸规定的挡边厚度选取高度量块;调整仪表高度,将仪表指针置于零位并将表架固定;最后调整径向定位点,使其与外圈外径接触并固定,当旋转外圈一周后即可测量挡边厚度尺寸,同时获得挡边平行差。
该简易测量装置测量范围为外径60~260 mm(外径≤80 mm,选用外径41 mm的百分表)。
3 推广应用
对于双列圆柱滚子轴承的外圈,产品设计中挡边高度尺寸为C4,而车加工中将C4换算为中挡边位置以便于测量。如图3所示,中挡边位置采用位置样板进行测量,主要依靠缝隙进行合格性判断。误差包括测量手法误差、目测判断误差和基准误差,对中挡边留量存在一定的影响。而采用简易测量装置,可以保证车工尺寸测量与加工基准的一致性,既保证中挡边磨削留量准确性,同时也消除上述误差。
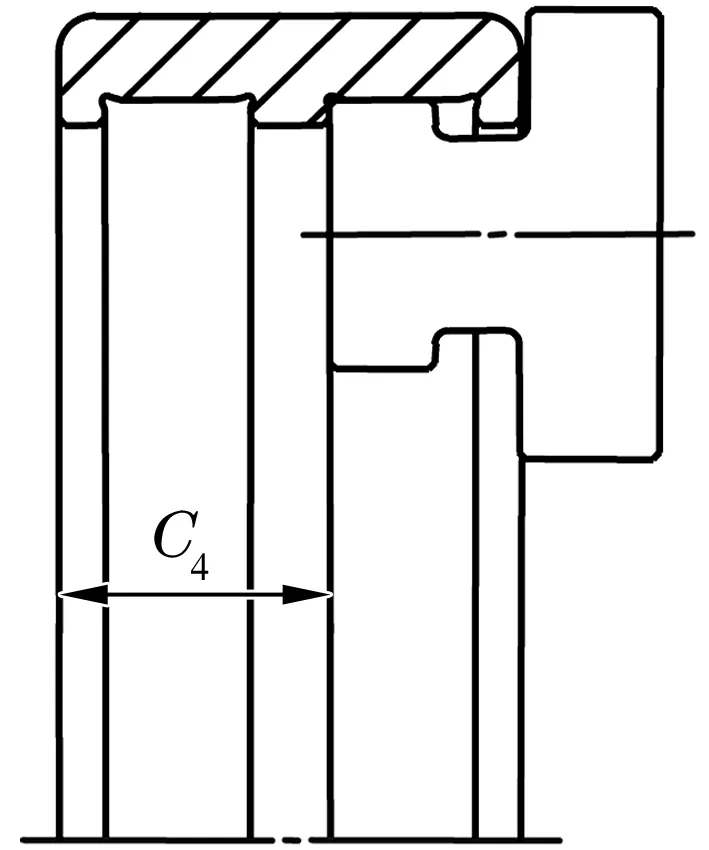
图3 原中挡边测量方法
如图4所示,将测量用的90°弯形表尖的测量点厚度选取为1 mm时,还可测量内表面的槽位置,比如第2代轮毂用双列圆锥滚子轴承内圈锁圈槽位置的测量。
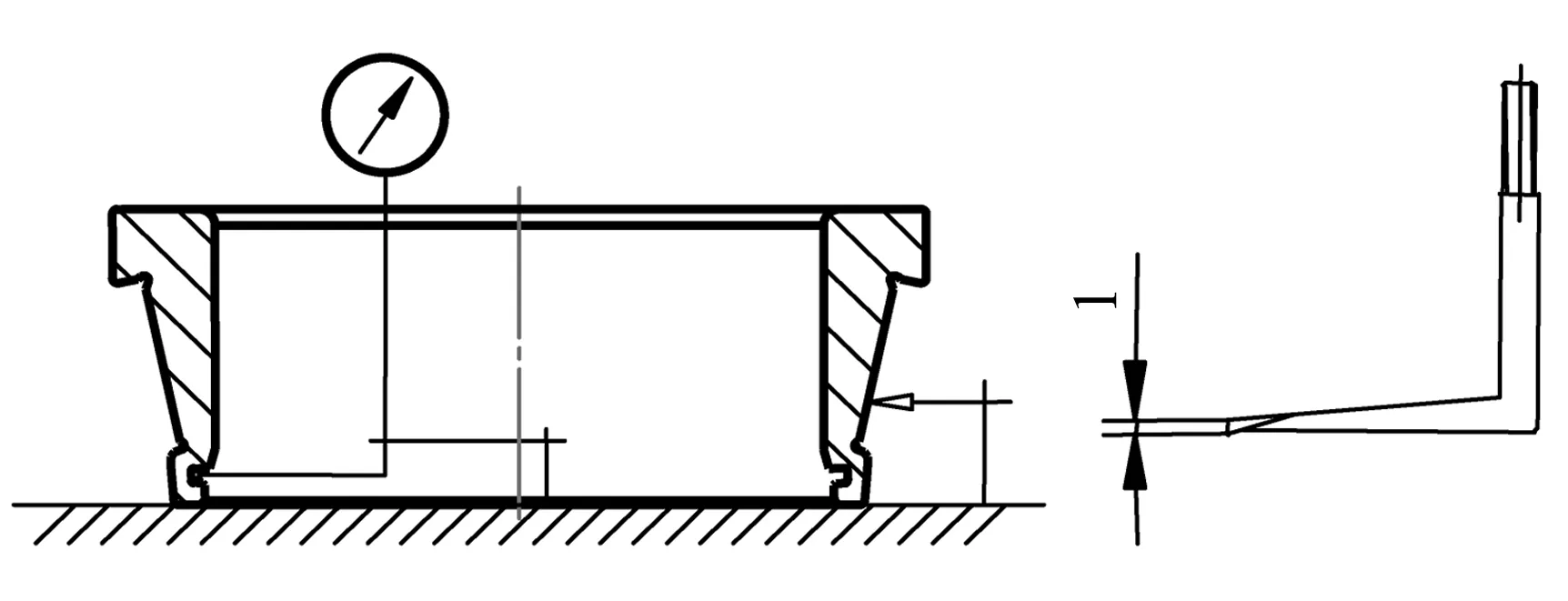
图4 槽位置的测量
