加工锥孔零件单键的一种工装设计
2014-07-20邢德红马庆国王同臣
邢德红,马庆国,王同臣
(1.山东合太恒科技股份有限公司,山东 临沂 276000;2.临沂市科学技术合作与应用研究院,山东 临沂 276000)
1 联轴节零件工艺分析
我公司现生产两种千米钻变速箱离合器的配件产品联轴节,该联轴节的结构特点是联轴节中心有锥度孔,且锥度孔内带有单键槽。使用这种结构的联轴节优点是装配维修比较方便,并且可以传递较大扭矩,可靠性高。内锥孔大端直径为Φ60,锥度为1∶10,带有宽14mm内键槽的联轴节结构示意图如图1 所示。
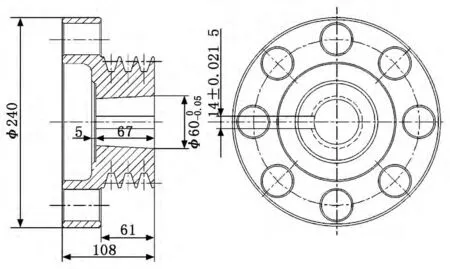
图1 联轴节结构示意图
通常加工内孔键槽的工艺有插削、刨削、拉削及线切割等工艺。初始生产时,由于量不是很大,公司采用线切割机床来进行加工,后来随着产量的不断增加,越来越感到采用线切割工艺已经不能适应生产的需要。其主要原因有:①采用线切割加工生产效率低,加工周期长,影响后期工件的装配;②加工工艺费用高,按市场价格0.004元/mm2计算,线切割一件键槽费用需要15元;③加工键槽时,每个工件都需要找正内孔后定位夹紧,穿线后进行切割,操作比较麻烦,辅助时间长,加工质量也不稳定。由于公司自身没有线切割设备,外协线割单键增加了运输费用和生产周期,也增加了生产成本。因此急需要一种新的加工工艺来替代线切割,为此我们设计制作了一种定位工装,采用此工装辅助后以拉削工艺代替线割工艺完成锥孔内单键的加工。
2 加工零件工装结构原理
为保质保量完成生产任务,我们根据公司现有拉床L6110设备设计了一套工装。此工装直接与拉床L6110的床头孔定位装配,工装上设计了单键拉刀导正槽和工件锥孔定位轴头,顺利实现了各种型号锥孔的单键拉削。
工装结构示意图如图2 所示,导向套示意图如图3 所示,定位套示意图如图4 所示。
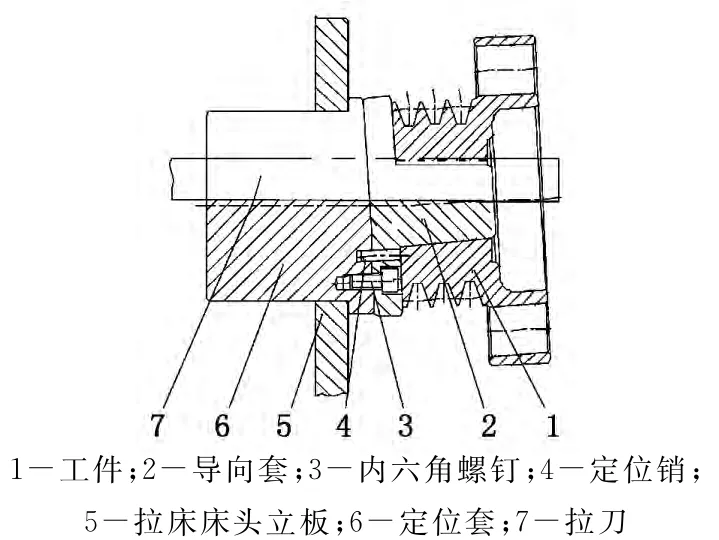
图2 工装结构示意图
该拉削单键槽的工装主要由导向套和定位套两部分组成,这两部分通过内六角螺钉和定位销稳定地连接在一起。在制作过程中,对导向套应保证其导正槽的对称度、宽度、深度及对左端面的角度;对定位套应保证导正槽的深度、宽度,并保证相对中心线的对称度和相对右端面的角度。工装与拉床立板孔采用H8/k7过渡配合,工件与导向套采用H8/g7小间隙配合,拉刀与导正槽采用F8/h8间隙配合,为提高工装的使用寿命,导向套和定位套均采用20CrMnTi渗碳淬火后磨制而成,性能安全可靠。

图3 导向套示意图
3 工装应用效果
采用拉削方式加工单键键槽的加工方法,不但具备了拉削键槽工艺中生产效率高、加工质量稳定、操作简单的优点。而且这种设计还解决了如下技术问题:①被加工的工件直接装到定位轴套上即可,不用找正和夹紧;②由工装保证了工件的锥孔母线与拉刀刃带轨迹平行,也直接保证了拉刀与锥孔中心线的对称度;③由导向槽的深浅保证了被拉削键槽的深度,并且可以通过加垫薄铜板进行调节;④调好工装后,拉削过程只是拉刀被拉过导正槽的过程,操作简单,加工质量稳定,加工效率高,加工费用低,每件加工费用约计2.8元,相比采用原线切割工艺成本大大降低。因此公司采用这种加工方式后,不但保证了产品的生产,而且还给公司带来了较大的经济效益。
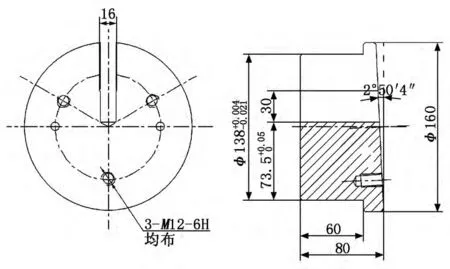
图4 定位套示意图