大型数控落地镗铣床滑枕静压导轨的分析与研究
2014-07-18华小龙郭旭红潘贤兵
华小龙,郭旭红,潘贤兵
(苏州大学机电工程学院,江苏苏州215000)
在大型落地镗铣床中,由于滑枕自身的重力及外加载荷的作用,在移动导轨面上会产生非常大的比压,而且在其不断的伸出和缩回过程中,其作用力不可能均匀的分布在导轨面上,某些局部作用力会特别大,如果使用滑动导轨或者滚动导轨,会产生以下几种不良后果:(1)滑枕低速移动时会出现爬行现象,影响机床的运行;(2)导轨面磨损比较大,直接影响加工精度;(3)滑枕和导轨面相对运动时会产生大量热,而且不易排出,间接地缩短了机床的使用寿命,而液体静压导轨则不存在这方面,它在两个相对运动的导轨面间通入压力油 (压力油须从运动件小孔进入导轨各个油腔,每个油腔起液压支承作用),使运动件浮起,工作过程中油腔压力随外载荷变化而变化,以保证导轨面间处于液体摩擦状态下工作。导轨面之间的油膜很薄,具有良好的润滑性和吸振性,导轨长期使用无磨损,工作运动平稳。同时它的寿命比滑动导轨和滚动导轨高许多倍。基于上述原因,在大型落地镗铣床运动部件中普遍采用液体静压导轨来保证机床的正常工作[1]。
1 静压导轨的分类及特点
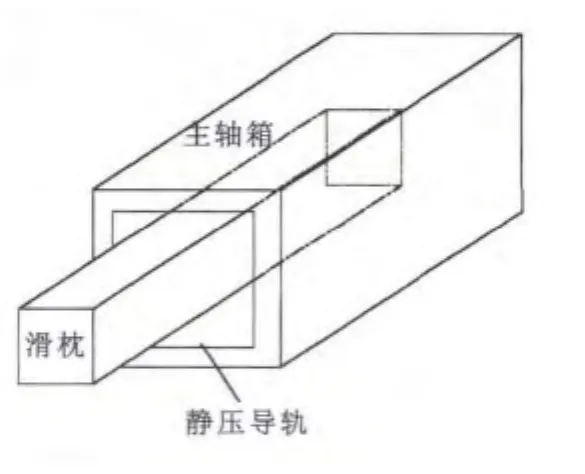
图1 滑枕静压导轨
根据受载情况不同静压导轨可分为开式静压导轨和闭式静压导轨两大类。开式静压导轨仅在一个方向上开有承载油腔,基本上只承载一个方向上的载荷;而闭式静压导轨在上下左右导轨面上都开有承载油腔,能够承载各个方向的载荷,且能承受较大的倾覆力矩,滑枕在进行加工时,受到来自不同方向的切削力,故采用闭式静压导轨,结构如图1 所示[2]。
供油方式的不同,可以分为恒压式和恒流式,恒压式静压导轨依靠固定或可变节流器以及负载的作用使导轨受力平衡;恒流式静压导轨通过油泵直接连接或者连接调流阀保持流量,当负载增大时,支承间隙减小,液阻增大,油腔压力升高[3]。
节流器常用的有毛细管、薄壁小孔、环形缝隙(滑阀)、圆台缝隙 (薄膜节流)等,毛细管是依靠油液通过细长孔或微小缝隙时的摩擦阻力而产生压力降,薄膜反馈节流器是靠上,下压差使薄膜发生弹性变形,从而改变节流间隙,促使油腔压力增减,起反馈作用,滑阀反馈节流器是上下压差改变滑阀的节流长度,促使油腔压力增减,起反馈作用。小孔则是利用油液通过薄壁小孔时的局部阻力而产生压降[4]。
根据油腔结构形式的不同可以分为很多类,其中最常用的时口字型油腔和工字型油腔,如图2所示,口字型油腔在无油时只靠周围的封油边承载,单位接触面积上的压力大,容易在突发事故中造成磨损,但在导轨未浮起前开始供油时,油压的作用面积大而具有较大的初始推力。工字型油腔的情况则正好相反,比压小而初始推力也小[5]。

图2 油腔结构形式

图3 油腔布置形式
2 滑枕静压导轨的设计
滑枕被主轴箱“包围”,其四周通满油液,油泵c启动后,油液通过滤油器b吸入,用溢流阀f调节油泵的出油压力,再经过精滤油器到分流块,经分流块后可得到固定的供油压力,再经过节流器得到最终的油腔压力,油液经过油腔后直接从导轨间隙向外流出,回到油箱a,左右两腔的压力相互抵消掉,而下油腔压力则需承载上油腔压力以及滑枕的自重,滑枕与主轴箱之间形成一定的导轨间隙。
考虑到滑枕自身质量比较大,浮起前需要比较大的力,故采用口字型油腔,静压导轨采用相同压力供油,用毛细管节流器,通过采用不同的长度来得到不同节流比β来保证各油腔内部的压力不同,而且滑枕是铸件,其内部载荷分布不均,而且加上附件后,更加明显,另外在它伸出和缩回时,其重心变化明显,所以下表面导轨采用8个油腔,提高受载能力,上表面导轨4个,左右两边各4个,一共20个油腔,如图3所示。
静压导轨的参数主要有油腔压力p,油膜厚度h,油腔流量Q,油膜刚度J等,以上表面油腔1为例:
油腔1流量Q1:

油腔1节流器液阻R1:

上表面导轨的总压力W1:

下表面导轨的总压力W2:

垂直方向的平衡式:

静刚度:

式中:p为每个油腔的压力,N/m2;
L,l,B,b为每个油腔尺寸,m(如表1所示);
Q为每个油腔静压油流量,m3/s;
h为初始油膜厚度,m;
Δh为油膜厚度变化量,m;
pr为供油压力,N/m2;
W滑为滑枕自重,N;

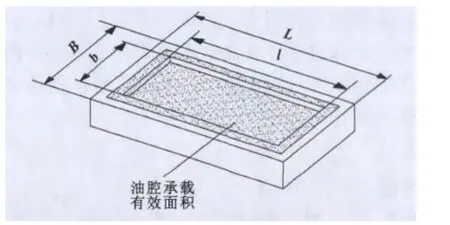
图4 油腔承载有效面积
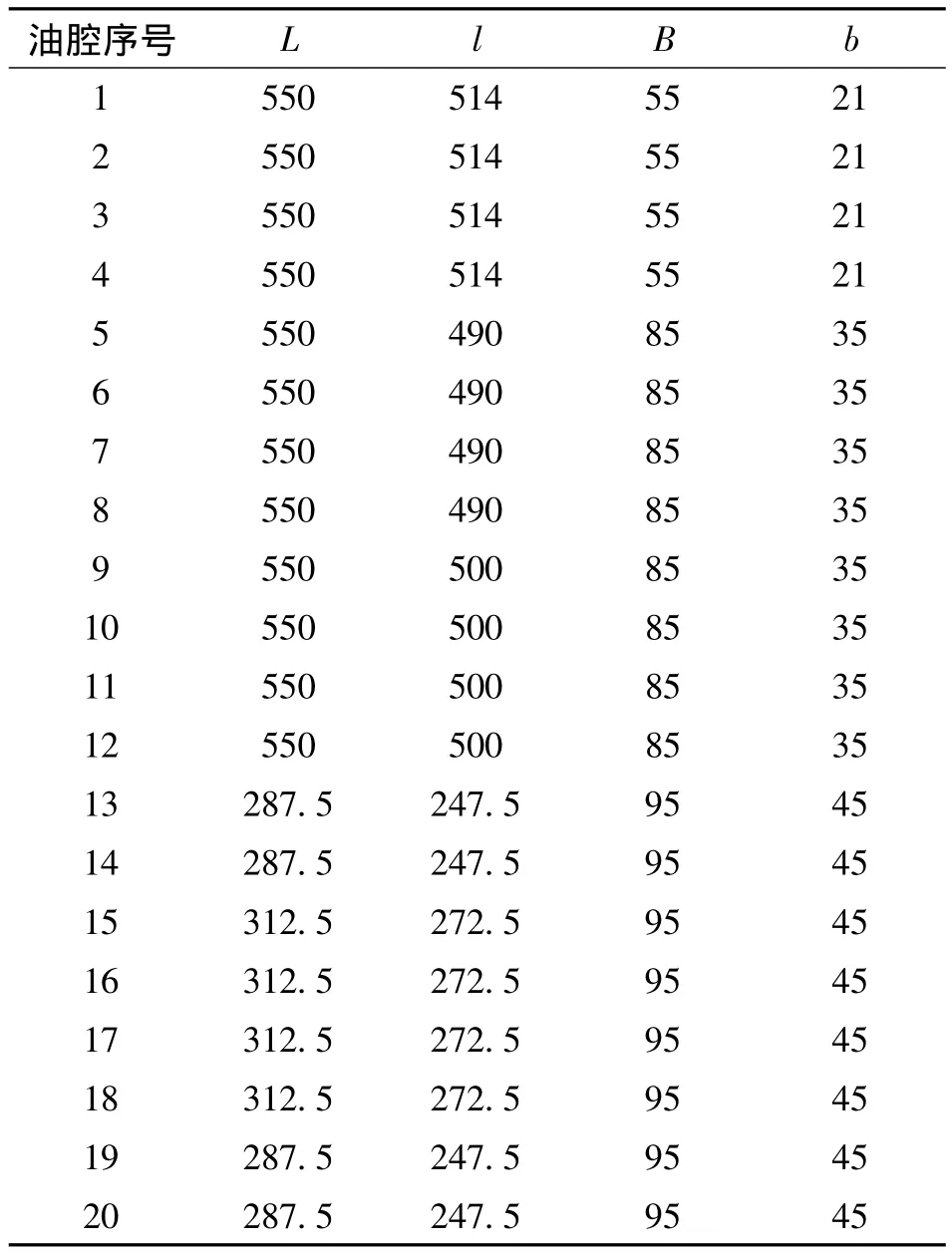
表1 油腔尺寸 mm

表2 油腔压力值 MPa
油膜厚度对油腔压力和油膜刚度的影响非常大,为了达到足够的刚度,油膜厚度应尽量小,但受导轨制造精度等因素的限制,油膜厚度不能太小,否则会造成油膜厚度的过度不均匀。根据实际情况取h=0.03 mm,油膜厚度的变化量不超过h的1/3,表2中的油腔理论压力值与实际测得的有一定误差,主要是由于滑枕的分布载荷不一致所导致的,另外在静压导轨安装之前,首先应调平固定导轨在垂直面和水平面内的直线度误差为0.01 mm/1 000 mm,导向导轨开口宽度变化为0.006 mm/1 000 mm,由于静压导轨板封油边的质量是保证静压导轨稳定工作的前提,封油边与相配导轨接触不好会影响静压导轨压力的建立。在承载力未建立之前,应在加工出静压油腔的导轨板上涂红丹粉,并与相配导轨进行接触检查,要求接触面积在80%~85%之间。若静压导轨封油边接触得不好,可根据实际情况将静压导轨板拆下并对封油边接触平面进行微量刮修[6]。
3 结论
通过应用静压导轨技术,使大型落地镗铣床的动态特性好、抗振性强、运动精度高,大大提高了工件的加工精度。但由于滑枕伸出的距离比较长,油液如果暴露在空气中极易受到污染,导致导轨表面造成损伤,所以应在外部加层隔离罩,以保持油液的清洁度。上述表中计算出来的参数运用到大型落地镗铣床的调试中,其滑枕运动平稳,加工出来的零件也达到了设计中所要求的范围,但由于理论与实际的误差,有些参数还尚待改进。
[1]陈燕生.液体静压支撑原理和设计[M].北京:国防工业出版社,1980.
[2]王东锋.液体静压导轨及其设计研究[J].润滑与密封,2004(4):117-118.
[3]陈贵强.恒流闭式静压导轨在大规格磨齿机上的应用[J].装配制造技术,2008(11):61 -63.
[4]刘成祥.液体静压导轨恒流量控制的设计与分析[J].机床与液压,2008,36(7):125 -128.
[5]赵玉梅.静压导轨在重型机床设计中的应用[J].陶瓷研究与职业教育,2009,7(2):29 -31.
[6]李嵩松.重型机床垂向导轨副应用恒流闭式静压导轨的设计[J].制造技术与机床,2011(7):79-82.
