镍基-WC烧结涂层的组织与性能
2014-07-02刘明朗黄仲佳段园培
刘明朗,黄仲佳*,段园培,曹 文
(1.安徽工程大学,安徽高性能有色金属材料省级实验室,安徽 芜湖 241000;2.中国联合工程公司,安徽 芜湖 241000)
全球资源日益贫乏的今天,引入或研制高成本耐磨材料、大量耗费稀有材料来开发耐磨材料的方法已经越来越没有市场.而在现有材料基础上通过表面技术处理的耐磨材料成为发展趋势.目前,Ni-WC耐磨涂层常用的表面制备技术有:堆焊技术[1]、激光熔敷[2-3]、火焰喷涂及等离子喷涂等[4].目前所采用的 WC增强金属基耐磨涂层的制备技术都存在温度高、温度不易于控制,造成涂层中大部分WC颗粒熔化,导致耐磨性下降.如研究表明WC材料采用高能束堆焊过程中,WC存在溶解现象[5-6];采用电弧堆焊会使原始碳化钨颗粒大部分熔化,导致耐磨性下降[7];以及造成WC偏聚导致涂层产生大量裂纹及存在贵金属的消耗量大的缺陷[8];同时这些涂层的制备技术都需要专用设备及必须在真空或保护气体状态下才能进行,生产成本高;并且在制备大平面的耐磨板时耗时过长,生产率较低.
炉内烧结Ni-WC耐磨涂层由于温度可控,从而减少涂层中WC的熔化烧损,同时炉内烧结在制备大面积的耐磨板时,具有工序简单利于批量生产的优点,因此炉内烧结是一种可以解决WC分解的涂层制备技术.本文研究Ni-WC耐磨涂层的炉内烧结工艺,研究烧结涂层的组织与相结构及其摩擦性能.
1 试验材料与方法
实验采用35钢作为基体材料,机加工成为直径36mm,高15mm的盘状.
采用镍基-WC合金粉末,化学成分为Ni 60%,Cr 8%,Si 3.5%,B 3.5%,WC 5%,Fe余量.
样品制备:实验采用KBF16Q真空炉烧结镍基-WC涂层,通过调整烧结温度和保温时间制备烧结涂层.为避免烧结过程中气孔和裂纹等缺陷的产生,涂层先进行300℃预热,然后升温到烧结温度,保温一定时间后获得厚度为2mm的涂层.
采用MPX-2000型盘销式摩擦磨损试验机检测涂层的耐磨性能.载荷200N,转速400r/min,滑动距离2km,干摩擦,环境相对湿度为85%.
组织及形貌分析:采用光学显微镜、日立S-4800扫描电镜观察涂层的组织和结合界面形貌,采用XRD分析涂层的相结构.
2 结果与讨论
2.1 烧结工艺对涂层显微组织的影响
温度1 100℃、保温时间20min烧结涂层的光学显微镜组织形貌如图1a所示.由图1a可见,涂层由少量析出的硬质相和镍基体相组成,涂层中存在黑色的空隙和孔洞.涂层中的细小孔隙和大孔洞说明1 100℃烧结涂层的组织不致密.温度1 100℃、保温时间20min烧结涂层的扫描形貌如图1b所示.由图1b可见,涂层中存在细小空隙,涂层由颗粒搭接熔黏而成,涂层中存在明显的颗粒界线,说明涂层中的粉末在烧结时并未完全熔化,处于半熔融状态.

图1 1 100℃烧结20min的涂层

图2 1 250℃保温20min的烧结涂层
1 250℃、保温时间20min烧结涂层的光学显微组织形貌如图2所示.由图2a可见,随着烧结温度升到1 250℃,保温时间仍为20min的涂层中的空隙已经消失,相比1 100℃烧结的涂层,空隙明显降低,涂层组织致密.由图2b可见,涂层与基体的界面处存在一条“白亮带”,证明涂层与基体之间形成了良好的结合界面.由图2c可见,1 250℃烧结涂层组织中已没有空隙存在,而是由灰色的镍基固溶体上分布着浅白色的第二相硬质相,与1 100℃烧结涂层相比,第二相的析出更多.这是由于涂层在1 250℃下烧结,粉末颗粒已经完全熔化,涂层已经完全致密,粉末颗粒的界面也已消失.

图3 1 300℃保温20min的烧结涂层
1 300℃、保温时间20min烧结涂层的光学显微组织形貌如图3所示.由图3a可见,1 300℃烧结20min涂层的组织致密,组织形貌和1 250℃烧结20min的涂层几乎一样,没有空隙存在.由图3b可见,合金与基体结合界面紧密,在分界处形成了很好的冶金结合,存在“白亮带”.从涂层的组织、涂层与基体之间的结合形貌来对比,1 250℃烧结和1 300℃烧结涂层没有什么区别.涂层组织是在镍基固溶体基体上分布着椭圆状和不规则块状第二相组织.基体与涂层界面处的“白亮带”一般认为是涂层与基体相互扩散及产生合金化的结果,它的形成说明涂层与基体形成了良好的冶金结合[9].在涂层熔结时,合金粉末熔化成液态金属,润湿、铺展在基体表面,基体和涂层的元素相互扩散,形成了化学成分不同于母材与涂层的过渡区——“白亮带”.
虽然1 250℃和1300℃烧结涂层的组织都是镍基固溶体上第二相及结合界面都存在“白亮带”,但从能耗的角度考虑,1 250℃烧结是比较节约能源的工艺.因此,相比而言1 250℃烧结涂层更具有优势.
2.2 涂层的XRD图谱分析
涂层样品XRD物相分析结果如图4所示.由图4可知,涂层主要为Ni的固溶体,其中固溶了Cr、Si等元素,以及第二相和WC相.第二相硬质相和WC可以提高涂层的耐磨性能.
2.3 涂层的摩擦性能

图4 涂层样品XRD物相分析
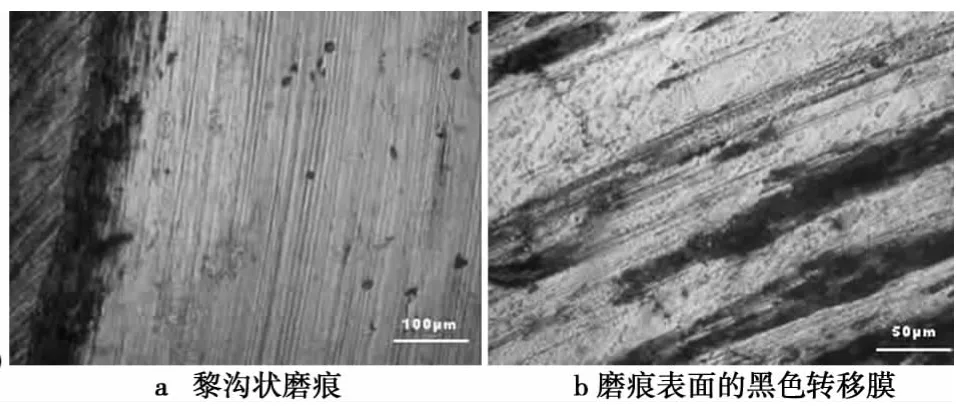
图5 涂层的摩擦磨痕形貌
采用销盘摩擦实验机检测1 250℃烧结涂层的耐磨性能.摩擦实验后试样的磨损失重为-1.5mg,即涂层重量增加了.只是由于涂层与淬火45钢销对磨时,主要以45钢磨损为主,45钢销的元素转移到涂层上导致涂层重量增加;摩擦系数为0.981.涂层的摩擦磨痕形貌如图5所示.通过观察摩擦后的涂层,涂层的磨痕较浅,这充分说明镍-WC涂层的耐磨性较强.由图5a可见,磨损以黎沟磨损为主.这是由于烧结层中析出了大量的硬质相,以及增强相WC的作用,提高了涂层的抵抗显微切削和挤压作用的能力,有利于抗磨损性能的提升.由图5b可见,试样磨痕表面被黑色磨屑覆盖,发现表面上有从对磨削上转移过来的基体元素,在涂层表面形成了转移膜.
3 结论
采用1 250℃、保温20min烧结镍基涂层,能够获得组织致密、冶金结合的涂层.1 100℃烧结涂层的组织中以未熔融的粉末颗粒粘结组成,涂层中存在大量的空隙,致密性差.随着温度提高到1 250℃和1 300℃,涂层中组织以镍基固溶体中溶解第二相硬质相为主,涂层致密.说明烧结中粉末颗粒充分熔化是获得致密涂层的前提.烧结涂层具有良好的耐磨性能,采用45钢淬火销做为摩擦副.摩擦实验表明,烧结涂层表面粘附从45钢耐磨销上转移的黑色膜.
[1] 时海芳,李晓东,马壮,等.碳化钨颗粒增强高锰钢基堆焊材料组织及耐磨性能的研究[J].热加工工艺,2010,39(17):12-15.
[2] Yuhong Xiong,John E Smugeresky,Julie M Schoenung.The influence of working distance on laser deposited WC-Co Original Research Article[J].Journal of Materials Processing Technology,2099,209(10):4 935-4 941.
[3] Shengfeng Zhou,Xiaoqin Dai,Haizhong Zheng.Microstructure and wear resistance of Fe-based WC coating by multitrack overlapping laser induction hybrid rapid cladding[J].Optics and Laser Technology,2012,44(1):190-197.
[4] Jianhui Yuan,Yingchun Zhu,Xuebing Zheng,et al.Tao Yang Fabrication and evaluation of atmospheric plasma spraying WC-Co-Cu-MoS2composite coatings[J].Journal of Alloys and Compounds,2011,509(5):2 576-2 581.
[5] Shixian Zhao,Xiaoyan Song,Chongbin Wei,et al.Effects of WC particle size on densification and properties of spark plasma sintered WC-Co cermet[J].International Journal of Refractory Metals and Hard Materials,2009,27(6):1 014-1 018.
[6] Huiyong Rong,Zhijian Peng,Xiaoyong Ren,et al.Microstructure and mechanical properties of ultrafine WC-Ni-VCTaC-cBN cemented carbides fabricated by spark plasma sintering[J].International Journal of Refractory Metals and Hard Materials,2011,29(6):733-738.
[7] 曲敬信,汪泓宏.表面工程手册[M].北京:化学工业出版社,1998:711-734.
[8] 张玉峰,王晓东,姜忠宝.Fe/Cr-WC系药芯焊丝堆焊耐磨合金层性能研究[J].表面技术,2011,40(5):54-56.
[9] 斯松华,何宜柱,袁晓敏,等.激光熔覆含B4Cp,SiCp钻基合金涂层的组织与耐磨性能[J].中国有色金属学报,2003,13(2):454.