煤制低碳烯烃工业示范工程最新进展
2014-06-11吴秀章
吴秀章
(中国神华煤制油化工有限公司,北京 100011)
神华包头煤制低碳烯烃示范工程是我国实施能源安全战略、化工基础原料多元化战略的一项重要工程,是世界上首套以煤为原料生产乙烯、丙烯、丁烯为主要产品的工业化项目,其核心工艺技术——甲醇制低碳烯烃工艺和催化剂采用了具有自主知识产权的DMTO技术。该示范工程2007年初开工建设、2010年5月底建成。
2010年8月8日甲醇制烯烃装置投料试车,8月12日、13日分别生产出合格的聚合级丙烯、乙烯中间产品,8月15日、21日分别生产出合格的聚丙烯、聚乙烯产品。
2011年1月1日起,神华包头煤制低碳烯烃示范工程正式转入商业化运营,目前已经安全、稳定、长周期、满负荷、优化商业化运行了整整 3年。3年来累计加工原料煤865万吨、生产甲醇中间产品530万吨、生产聚合级乙烯和丙烯中间产品 164.5万吨、生产聚乙烯和聚丙烯产品159万吨,累计实现销售收入175亿元,实现利润31.5亿元。3年多来的运转结果表明神华包头煤制低碳烯烃示范工程取得了圆满成功,不仅使中国成为世界上唯一掌握煤制烯烃工业化技术的国家,而且为中国煤制烯烃产业化发展起到了很好的引领示范作用。
1 中国原油、低碳烯烃的生产与需求
改革开放以来,中国的石油生产取得了很大进展,但远远不能满足消费的需求,中国已经成为仅次于美国的全球第二大石油消费国,2012年石油消费量达到了4.76亿吨,自产量2.07亿吨,石油对外依存度为56.5%。研究机构认为中国2020年的原油对外依存度最高可能要达到76%[1]。
乙烯、丙烯是化学工业的基础原料,国外多以天然气或轻质石脑油馏分为原料通过蒸汽裂解工艺生产;由于中国轻质烃资源匮乏,生产乙烯的原料大多是原油蒸馏生产的石脑油、轻柴油和加氢尾油等。近20年来,蜡油或重油馏分的催化裂解或催化热裂解已经成为生产低碳烯烃的重要补充。蒸汽裂解生产乙烯的同时,还副产丙烯、丁二烯、芳烃等重要的有机化工原料。由于乙烯在石油化工基础原料生产中的地位,常将乙烯产能作为衡量一个国家石油化工生产水平的标志。最近20年中国乙烯工业飞速发展,2007年乙烯生产能力达到了 998万吨/年、产量达1047.7万吨/年,首次突破千万吨大关[2]。到2010年底中国的乙烯生产能力达到了1494.9万吨/年、产量为1418.8万吨/年,成为仅次于美国的(2755.4万吨/年)第二大乙烯生产大国;2012年中国乙烯产量为1514万吨,当年当量乙烯消费量为3190万吨,对外依存度为52.5%。预计2015年、2020年的乙烯当量消费将分别达到 4003万吨和4936万吨,乙烯当量的缺口将一直维持在 44%左右[3]。近10年来世界乙烯原料继续向轻质化方向发展,乙烷占原料的比例从 2000年的 28%提高到35%、石脑油从2000年的55%降低到了2010年的47%;美国近年来发现的大量页岩气,将对美国乙烯原料轻质化产生重要影响。中国的乙烯生产原料主要是石脑油,据预测,中国2015年、2020年对乙烯裂解原料的需求将分别达到6484万吨和8466万吨[3]。陈俊武等[4]研究指出到2020年中国乙烯的生产能力将达到2300万吨,能够满足国内乙烯当量需求量的60%左右,但乙烯原料仍缺口达1400万吨/年。
丙烯也是一种非常重要的基础有机化工原料,中国主要用于聚丙烯、丙烯腈和丁辛醇的生产。世界大约57%的丙烯来自于乙烯生产的副产品、35%来自炼油厂的副产品。2005年中国的丙烯产量为803万吨、2010年达到了1329万吨,2005—2010年均增长率为 10.6%;尽管丙烯产能迅速增长,但还是满足不了日益增长的需求,2010年中国丙烯的当量需求为2150万吨,对外依存度为38%左右。近年来,市场对丙烯的需求增速高于乙烯,2012年前中国丙烯需求年均增速在 6%左右,2013—2015年均增速5%~7%,预计2015年中国丙烯表观消费量为2100万吨、当量消费接近2600万吨。预计到2020年中国的丙烯产能将达到2600万吨,但丙烯当量需求将高达3300万吨。
与石油类似,中国乙烯工业在快速发展的同时也面临着原料资源短缺的矛盾,以煤为原料生产甲醇、经甲醇制低碳烯烃是缓解乙烯原料短缺的重要措施。
2 煤制低碳烯烃示范工程工艺总流程
以煤为原料制低碳烯烃的主要工艺包括:空气分离装置生产煤气化装置所需的氧气和全厂各装置需要的氮气;煤气化装置将原料煤和氧气在气化炉中发生部分氧化反应,生成以 H2、CO、CO2为主要组分的粗合成气,并将煤中的灰以渣的形式排出;CO变换单元是将部分粗合成气通过CO变换反应器将CO与水蒸气发生反应,以便使合成气的H2/CO分子比调整为2左右,满足甲醇合成对原料气的组成要求;合成气净化单元一般采用低温甲醇洗工艺技术,将合成气中的H2S和绝大部分CO2脱除,以便使合成气的杂质含量满足甲醇合成的要求,富含H2S的酸性气送到硫回收装置生产硫黄;甲醇合成装置是将净化合成气催化转化为甲醇目标产物,因甲醇制烯烃装置要求甲醇进料含有 5%左右的水,因此甲醇合成装置可以不设置甲醇精馏单元;甲醇合成装置的弛放气通过膜分离和变压吸附(PSA)单元生产高纯度的H2,供烯烃分离装置炔烃加氢饱和、聚乙烯和聚丙烯调节分子量等使用;甲醇制烯烃装置是在SAPO-34分子筛催化剂的催化作用下,将甲醇转化为以乙烯、丙烯、丁烯等为主要产物的混合反应气体,并回收反应放热和催化剂再生的放热;烯烃分离单元就是将甲醇制烯烃单元生产的混合反应气体进行增压、精馏等工序进行分离,生产聚合级乙烯、聚合级丙烯、混合C4和混合C5等产品;聚乙烯装置以烯烃分离单元生产的聚合级乙烯及1-丁烯为原料,生产聚乙烯塑料颗粒产品;聚丙烯装置以烯烃分离单元生产的聚合级丙烯及乙烯为原料,生产聚丙烯塑料颗粒产品。以神华包头煤制烯烃示范工程为例,主要方块工艺流程如图1所示。
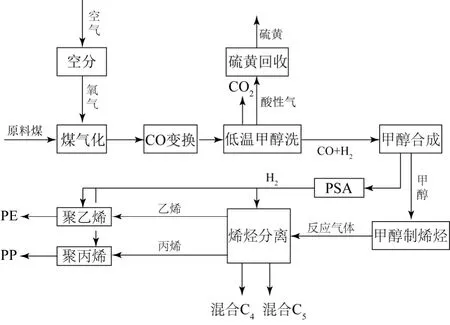
图1 神华包头煤制烯烃工程方块工艺流程图
2.1 煤气化
煤气化是所有煤制油、煤化工的龙头和基础,煤炭气化过程属热化学加工过程,它是以煤炭为原料、以氧气为主要气化剂、蒸汽作为辅助气化剂,在气化炉内在高温、高压下通过化学反应将煤炭转化为气体的过程。煤炭的气化一般包括煤的干燥、热解、气化和燃烧4个阶段,生成以CO、H2、CO2、H2S、CH4为主的粗合成气,同时煤炭中的灰分以渣或灰渣的形式排出。
根据煤气化系统的备煤和气化炉进料方式的不同,煤气化有干法进料和湿法进料两种形式。属于干法进料气流床气化的炉型有 Shell粉煤气化炉、GSP气化炉等,具有代表性的湿法进料气流床气化的炉型为GE水煤浆气化炉、华东理工大学的四喷嘴气化炉。水煤浆加压气化技术是当前世界上已工业化最成熟可靠的气化技术之一。水煤浆气化工艺对煤种的适应范围比较宽;气化炉操作弹性大,单台气化炉生产能力较大;煤气中有效气成分(CO+H2)含量高,是生产甲醇合成气的理想原料气。结合原料煤的性质,神华包头煤制低碳烯烃示范工程采用了水煤浆加压气化工艺技术,采用7台气化炉(5开2备),每台气化炉处理干煤量为1500 t/d;气化炉操作压力为6.5 MPa(G)。
2.2 合成气变换与净化
甲醇合成对合成气组成的要求是H2/CO的摩尔比在2左右,水煤浆气化生产的粗合成气的H2/CO摩尔比约为0.75(CO干基含量为47%、H2干基含量为 35%)、干煤粉气化生产的粗合成气的 H2/CO摩尔比约为0.33(CO干基含量为69%、H2干基含量为23%),因此均需要将粗合成气进行CO变换将合成气的H2/CO比调整为2左右。CO水蒸气变换的化学反应为:CO + H2O —→CO2+ H2。CO变换反应的特点是反应放热、可逆,反应速度比较慢,因此需要催化剂来加快反应速度。目前使用的催化剂主要有铁铬系和钴钼系两大类,铁铬系催化剂机械强度好、耐热性能好、寿命长、成本低,但耐硫性能较差;钴钼系催化剂具有良好的耐硫性能,目前应用较多[5]。变换工艺主要分为常规变换和耐硫变换两种,常规变换即原料气先脱硫再变换,耐硫变换即含硫原料气不经脱硫而直接进行变换。采用耐硫变换时,水煤浆气化粗水煤气经洗涤后含尘量1~2 mg/m3,温度230~245 ℃,并被水蒸气饱和,水气比约为 1.3~1.5,直接经过加热升温后即可进入变换炉,不需再补加蒸汽。由于流程短,能耗低,故水煤浆气化配耐硫变换是最佳选择。根据粗水煤气量,神华包头煤制烯烃示范工程采用部分变换(耐硫变换+配气)流程,总量约 55%的粗煤气经过耐硫变换将其大部分 CO变换,再与配气流程中约45%的未变换粗煤气混合,形成氢碳比为2的变换气送至下游的低温甲醇洗单元。按照变换进气量核算,CO变换设置了两个系列;为了降低压力损失以及减少变换炉设备尺寸,示范工程变换采用了径向变换炉。
甲醇合成的原料是CO和H2,而经过CO变换后的粗合成气中含有大量的CO2,而且还含有对甲醇合成铜催化剂有毒害作用的硫化物,因此需要将粗合成气进行净化处理,以脱除其中的酸性气(H2S、COS、CO2),特别是要将其中的硫化物脱除到0.1 mg/m3以下。脱除酸性气的方法分为物理吸附法和化学吸附法,通常当酸性气组分的分压较低、气体量较小时采用化学吸附法的效果较好、也经济;而酸性气组分的分压较高,且气体量比较大的时候,则宜采用物理吸附法。物理吸附法又分为热法和冷法两种,热法包括了UOP公司的Selexol工艺和南化研究院的 NHD工艺,冷法即低温甲醇洗工艺[6]。低温甲醇洗法(Rectisol法)采用甲醇为吸附剂,在加压、低温下操作,原料气中的酸性气在甲醇中的溶解度大、较易脱除,溶剂甲醇的损失量也很小。甲醇溶剂具有如下特点:①对H2S、COS、CO2的溶解度大,溶剂的循环量低;②H2S和COS比CO2的选择性高,可以得到富H2S的物流,有利于硫黄回收;③对H2、CO和CH4的溶解度低,有效气体损失小;④溶剂易回收,溶剂损失率低;⑤对水的溶解度高,可以脱除原料气中的水;⑥低温下黏度小,适宜于低温操作;⑦具有较好的化学稳定性和热稳定性;⑧对设备不产生腐蚀;⑨易得且价格低廉。神华包头煤制烯烃示范工程的粗合成气净化采用了两系列低温甲醇洗工艺技术;由于工厂自产丙烯,低温甲醇洗采用了丙烯制冷获得冷量。
2.3 甲醇合成
甲醇是煤制低碳烯烃工艺过程中的重要中间产品,低廉而稳定的甲醇是实现煤制低碳烯烃的关键。要实现中间产品甲醇的低成本,一是要生产出低成本的合成气(通过低煤价、煤气化及粗合成气净化技术先进及大型化等实现);二是要实现甲醇合成的大型化。文献[7]指出同等条件下生产能力是 5000 t/d的甲醇项目的甲醇生产成本是2500 t/d装置生产成本的73%;另外,合成气压力高也是“大甲醇”概念中的重要组成部分。张明辉[8]指出甲醇装置的生产能力由30万吨/年提高到150万吨/年之后,单位产品的投资可降低28%、产品生产成本可降低24%;如果生产能力进一步提高到300万吨/年,单位产品的投资可降低32%、产品生产成本可降低27%。
神华包头煤制烯烃示范工程的 180万吨/年甲醇合成装置采用了串/并联工艺双反应器流程[9],甲醇合成回路由两个串联在一起的低压蒸汽上升反应器组成,该流程比传统流程在催化剂与设备投资上更为经济。甲醇反应器采用了径向流反应器,该反应器的特点是:催化剂装填在管外、进入合成反应器内的原料气径向流动、列管不对称排列、采用带膨胀圈的浮头式结构。在该流程中,绝大部分的新鲜原料气与第二粗甲醇分离器顶部来的循环气混合后进入第一反应器;反应后的混合气体经回收热量后进入第一粗甲醇分离器实现气液分离,循环气与少量新鲜原料气混合,压缩后进入第二甲醇反应器;反应后的气体经热量回收后,进入第二粗甲醇分离器实现气液分离,循环气再与新鲜原料气混合进入第一甲醇反应器。第一粗甲醇分离器与第二粗甲醇分离器的粗甲醇通过闪蒸罐减压后进入甲醇稳定塔,除去粗甲醇中残留的溶解气体及少量低沸物,获得含水5%的MTO级甲醇。由于甲醇制烯烃的甲醇原料中含有一定量的水可以提高低碳烯烃的选择性,因此为甲醇制低碳烯烃配套的甲醇合成装置可以不用设置甲醇精馏装置。
2.4 甲醇制烯烃(MTO)
MTO是煤制烯烃工程中最为核心的工艺过程。甲醇制烯烃工艺的实现得益于 SAPO-34分子筛催化剂的开发成功[10-13]。磷酸硅铝(SAPO)系列分子筛是美国联碳公司于1984年新开发的分子筛,其中SAPO-34分子筛具有8元环构成的椭球形笼和三维孔道结构,孔口直径为0.43~0.50 nm,该分子筛具有小孔结构、中等酸性、良好的水热稳定性的特点。以SAPO-34催化MTO反应,低碳烯烃的选择性高于90%,乙烯选择性可以达到50%以上,充分显示出 SAPO-34分子筛催化 MTO反应的优越性[14]。
国内中国科学院大连化学物理研究所、中国石油化工集团公司、神华集团等,国外的 UOP、ExxonMobil等公司均对SAPO-34分子筛进行了很多研究。
MTO的反应机理是甲醇先脱水生产二甲醚(DME),然后二甲醚与甲醇的平衡混合物脱水继续转化为以乙烯、丙烯为主的低碳烯烃,少量C2=~C5=进一步环化、脱氢、氢转移、缩合、烷基化等反应生产分子量不同的饱和烃、芳烃、C6+烯烃及焦炭等。甲醇制烯烃反应包括如下3个反应步骤[15]:①在分子筛表面形成甲氧基;②生成第一个C—C键;③生成C3、C4。
2005年底陕西新兴煤化工科技发展有限公司与中国科学院大连化学物理研究所、中国石化洛阳石化工程公司合作,于2005年底在陕西省建设了年加工甲醇1.67万吨的试验装置,该装置于2006年2月一次投料成功,并平稳运行了1150 h,试验期间甲醇转化率近 100%,低碳烯烃(乙烯、丙烯、丁烯)选择性达90%以上[16]。大连化学物理研究所与UOP公司的MTO中试评价结果如表1所示[17]。
神华包头煤制烯烃工业示范项目甲醇制烯烃装置加工甲醇180万吨/年,设计生产乙烯30万吨/年、丙烯30万吨/年,采用了中国科学院大连化学物理研究所开发的DMTO技术。与其在陕西建设并运行的 1.67万吨/年试验装置相比,神华包头甲醇制烯烃装置放大了108倍,该装置于2010年8月8日一次投料试车成功。
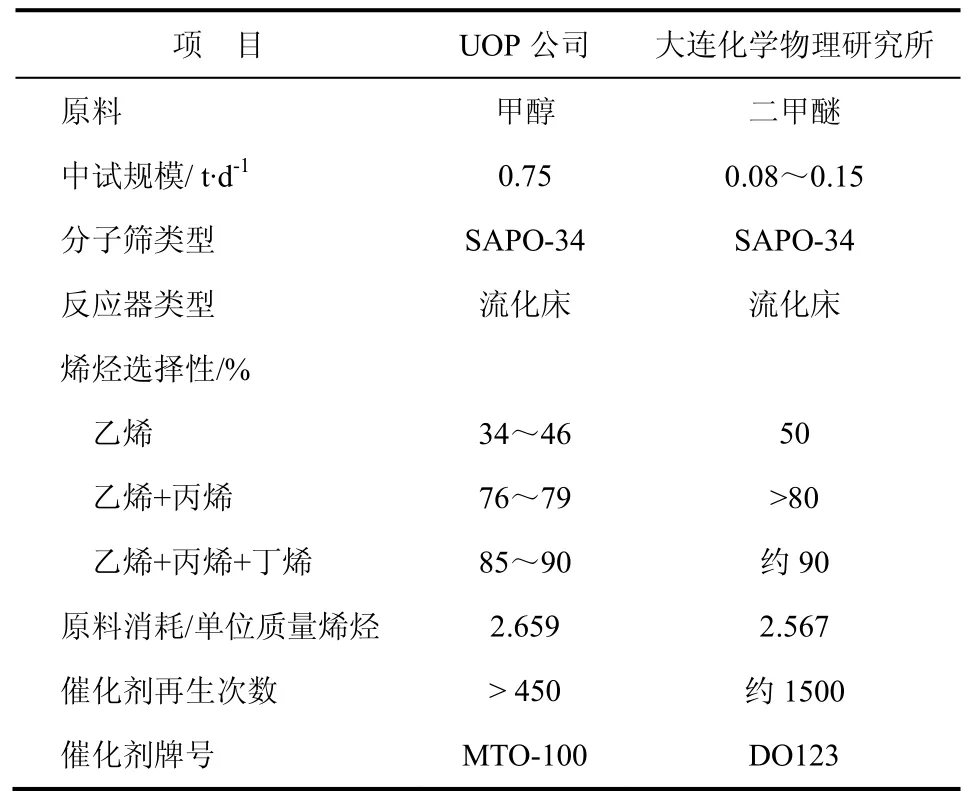
表1 大连化学物理研究所与UOP公司的中试装置评价结果比较
2.5 烯烃分离
烯烃分离(或称为轻烯烃回收)是将甲醇制烯烃单元生产的混合产物中的乙烯、丙烯等低碳烯烃以经济、低能耗、最大回收率的方式生产能够满足下游加工装置产品规格的烯烃产品,最普通的就是生产聚合级乙烯和聚合级丙烯。甲醇制烯烃反应得到的反应产物的组成有其特有的特点。MTO反应产物组成与石脑油蒸汽裂解产物组成对比如表 2所示[17]。表2中数据表明MTO反应产物的组成有如下特点:①氢气和甲烷少,有利于乙烯分离;②乙烯、丙烯含量明显高于石脑油裂解气;③重组分(C5+)少;④炔烃含量少;⑤不含H2S;⑥产物中含有含氧化合物(甲醇、二甲醚等)。MTO烯烃分离工艺的目标主要是:有效脱除杂质(未反应的甲醇、二甲醚、CO2、CO、NOx、N2、O2等)、简化分离流程、尽可能不采用深冷分离和冷箱设计。
神华煤制烯烃示范工程烯烃分离针对 MTO反应产物中含有微量NOx以及含有过氧化物的特点,在烯烃分离流程设计时在 3个方面进行了重点考虑:①控制关键点的操作温度,尽量减少结垢的形成;②在一些关键部位注入阻聚剂,降低结垢的形成速率;③关键的换热器采用折流板换热器。另外,烯烃分离与反应区进行热量利用的整合,利用反应区的低品位废热作为回收工段的热源[18]。
2.6 烯烃聚合生产聚乙烯、聚丙烯
神华煤制烯烃示范工程采用气相法聚乙烯工艺和气相法聚丙烯工艺生产聚乙烯和聚丙烯产品。本装置主要由原料精制单元、聚合反应单元、树脂脱气和排放气回收单元、树脂和添加剂处理单元、挤压造粒单元、产品掺混风送单元等组成。
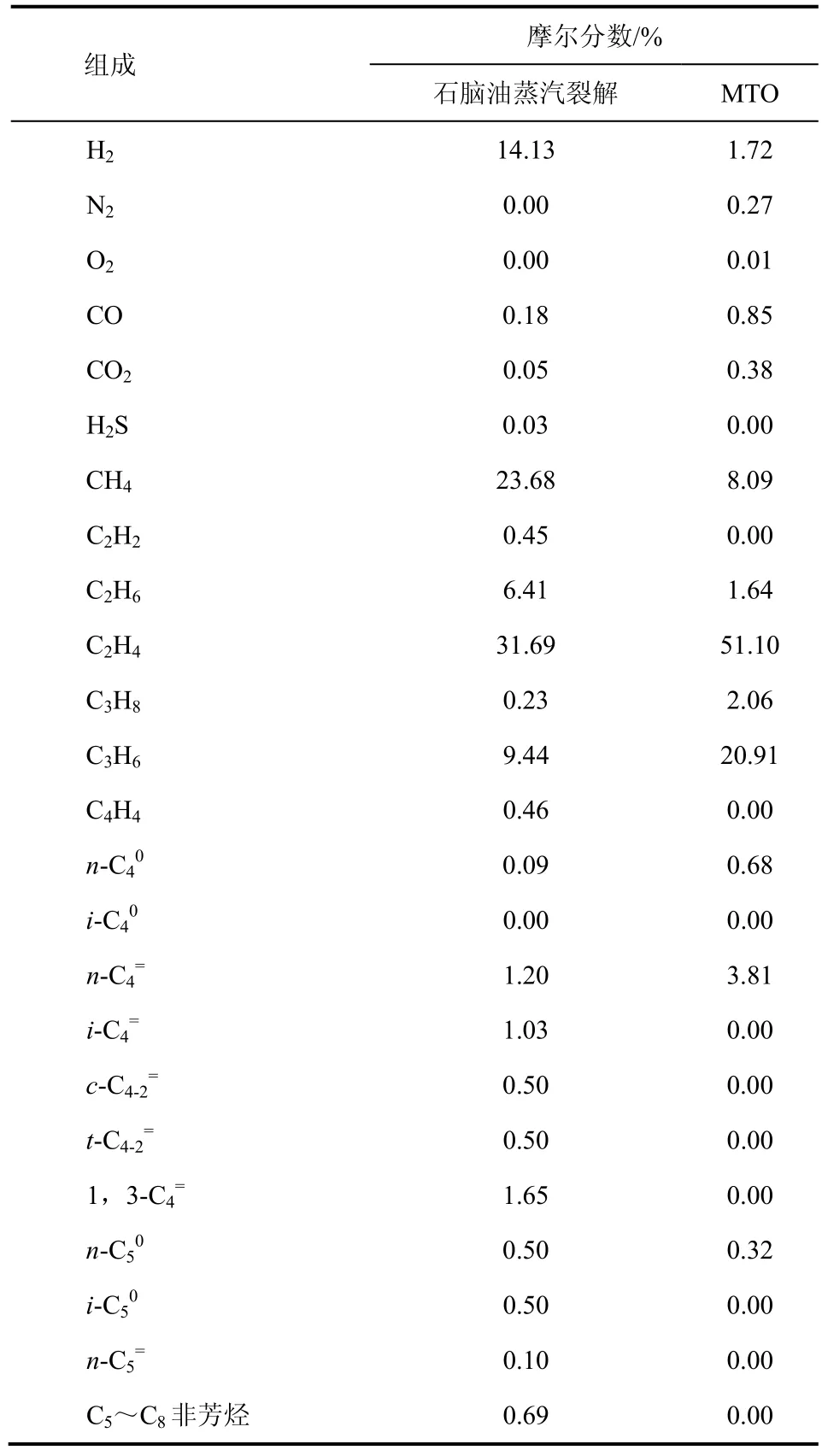
表2 MTO工艺与石脑油裂解工艺产品气组成对比
聚乙烯工艺采用冷凝态操作技术,来自界区的乙烯加热后经过精制与干燥,除去微量的O2、CO、CO2等杂质,然后与其他精制的原料(1-丁烯或 1-己烯和氢气)及催化剂连续被送进入流化床反应器发生聚合反应,通过循环气在反应器外部冷却循环,使反应床流化,同时除去反应热。树脂间歇地从反应器排入产品出料系统(PDS)。在产品排料过程中,一些夹带的反应气被送到另一个出料系统,出料系统临时贮存的反应气,在下一个排料周期直接返回到反应器。聚乙烯树脂被送往产品脱气仓,同时输送气进入排放气回收系统。根据产品牌号的不同,采用多种不同的催化剂,特别是茂金属催化剂的工业化生产,极大地拓宽了共聚型聚乙烯产品的应用领域。
聚丙烯工艺应用第一反应器能够生产均聚和无规共聚产品,串连第二反应器可生产抗冲共聚产品,其抗冲共聚产品的乙烯含量可高达17%(橡胶含量大于 30%)。该工艺的另一显著特点是采用超冷凝态操作,由于液体含量多少是流化床稳定、形成聚合物结块的基本因素,因此该技术关键的操作变量是膨胀床的密度及膨胀松密度与沉降松密度的比例。由于超冷凝态操作能够最有效地移走反应热,它能使反应器在体积不增加的情况下生产能力大幅提高,节省了投资。
3 神华包头煤制低碳烯烃成套工业化技术开发
立足煤制低碳烯烃示范工程的建设与运转,神华煤制油化工公司联合中国科学院大连化学物理研究所、中国石化洛阳石化工程公司、新兴能源科技有限公司等单位开展了大量的技术开发工作,在工艺技术开发、工程放大、工程施工、生产运行等多个方面取得了一系列重大成果,形成了煤制低碳烯烃成套工业化技术。
3.1 制定并验证了世界首套煤制烯烃生产线的总体工艺路线
包头煤制低碳烯烃为世界首次煤制烯烃技术的工业化。总体工艺技术路线的确定、单元技术的选择及互相匹配、总体公用工程技术及环境保护技术等将决定煤制烯烃首次工程化的成败。但本项目实施之前,这些方面基本无经验可供借鉴。
该项目技术人员经过多次认真论证,确定了大型化煤制甲醇、甲醇制烯烃、烯烃分离后聚合的总体工艺技术路线,核心技术确定采用具有自主知识产权的DMTO技术,并论证提出了各单元衔接的技术和工程化实施方案。提出了兼顾各单元装置又兼顾总体的公用工程方案,提出了全厂统筹协调的热量利用方案、污水处理和环境保护方案。在充分评估技术风险、工程风险和经济风险的前提下,确定了本项目6大系统共46个装置(单元)的具体技术方案。
在工艺路线关键问题上实现了突破:解决了大型煤制甲醇工艺路线的确定及系统配置问题,开发了MTO级甲醇独特生产路线,开发出了利用甲醇弛放气生产氢气的技术,解决了大型煤化工项目的全厂排放及火炬系统集成问题,解决了全厂高压氮气配置问题,开发了煤化工高氨、低硫化氢气体的综合处理工艺等。开发了煤制烯烃示范工程开停车及运转技术,实现了煤制烯烃工厂一次投料试车成功,5个月后成功实现商业化运营。
国产特大型空分装置成套设备技术工程化。开发了国产特大型空分装置成套工程化技术,建成了制氧量每小时 24万立方米的当时国内最大的空分装置,对推进国家能源重点项目建设及装备制造业的提升具有十分重要的意义。
作为全球最大、世界首套煤制烯烃示范工程,在技术开发和工程建设过程中成功实现了 30多台套关键设备和特大型设备的工程化。包括水煤浆气化炉、碳洗塔、一氧化碳变换炉、产能最大的甲醇合成塔、甲醇制烯烃单元反再两器和立式换热器、烯烃分离单元丙烯精馏塔等核心关键设备工程化应用。该示范工程设备国产化率达到87%以上,带动国内煤制烯烃项目装备国产化进程。
煤制烯烃示范工程的一次投料成功、长期的商业化运行实践和技术指标证明,所提出的工艺技术路线合理可行。
3.2 完成了具有自主知识产权的甲醇制烯烃核心技术首次工业化
甲醇制烯烃技术为煤制烯烃的关键技术,是煤制烯烃项目能否成功的关键环节。中国科学院大连化学物理研究所和中国石化洛阳石化工程公司在万吨级工业化试验装置的基础上,确定并优化了百万吨级甲醇制烯烃技术的工艺流程、催化剂流态化技术、反再系统工程化技术、减少催化剂损耗和催化剂回收技术、催化剂再生技术反应-再生系统催化剂汽提技术、反应产物的后处理技术、含氧化合物的回收技术、再生烟气的余热利用技术。甲醇制烯烃技术的成功开发与工业化应用,有力推进了中国技术自主创新和装备制造战略性产业的发展,同时也有利于促进国内技术产业化和大型装备设计、制造水平。
MTO装置采用SAPO-34分子筛催化剂,甲醇制烯烃反应转化率高、乙烯丙烯的选择性高,但存在着催化剂失活快的缺点;根据MTO反应的特点,神华包头60万吨/年MTO工业装置采用了湍流流化床反应器和再生器,反应器内设置内取热盘管、再生器设置外取热器以维持两器热平衡。开发出了甲醇制烯烃装置的操作技术[19],MTO工业装置开工再生器依靠辅助燃烧室升温、而反应器需依靠开工加热炉加热开工氮气升温。MTO工业装置开工装填催化剂时首先向反应器装催化剂、再向再生器加装催化剂;建立两器间催化剂循环时,先启动反应器向再生器转剂、然后再建立再生器向反应器转剂。将进料碱金属含量控制在 1 μg/g以下并含有5%左右的水,对保持催化剂性能和优化产品分布十分关键;在较高的温度下(最好在350℃左右)启动进料,有利于缩短产品质量调整的时间。控制待生催化剂、再生催化剂的碳差对保持催化剂的活性、选择性和MTO反应的顺利进行至关重要。在不发生稀相超温的前提下,再生器采用部分燃烧模式是将再生催化剂含碳量维持在合理范围的重要措施。
3.3 实现了烯烃分离工艺流程开发并首次成功应用
成功完成烯烃分离工艺流程开发与工程化。通过对氮氧化物去除的工程方案措施、低温热回收的工程运用、脱甲烷塔顶吸收剂的选择、含氧化合物回收的工程设置、酸性气脱除技术工程化、原料的净化分离、换热流程选择优化等方面工程化的研究,开发了世界首套煤基甲醇制低碳烯烃反应产物分离技术,并首次成功应用。
3.4 开发了C4综合利用深加工技术
甲醇制烯烃技术副产品 C4富含混合丁烯组分(质量分数>90%),是很好的化工基础原料,根据实际投料运行组分分析数据,研究开发了C4综合利用深加工技术路线,综合利用C4副产品,用于生产MTBE、1-丁烯、二丙基庚醇(2-PH)等产品,既能为下游聚乙烯装置解决共聚单体的问题,同时又能生产出高附加值的2-PH产品,使C4资源得到充分的应用[20-21]。
3.5 开发出了污水处理和回用技术
针对神华煤制烯烃示范工程生产废水中的CODcr、BOD5、SS、氨-氮均较高的特点,经过反复研究、论证,污水处理场采用前置反硝化(A/O)工艺+曝气生物滤池的二级生化处理工艺,A/O由两部分组成:缺氧池和好氧池,总水停留时间为80 h。原设计处理规模为400 m3/h,2012年新增一座300 m3/h的备用生化系统,改造后污水处理装置规模为700 m3/h,以适应生产废水水质、水量变化较大的特点;增设曝气生物滤池,对一级生化处理后的污水进行深度处理,进一步降低 CODcr 和氨-氮含量,实现稳定达标(CODcr≤100 mg/L和氨-氮≤15 mg/L),达到回用水装置预处理要求后与清净下水混合后进入回用水装置进行深度脱盐处理,回用水装置规模为1400 m3/h;回用水做为循环水装置补充水回用,最大回用水量为900 m3/h,浓盐水作为废水外排,最大废水排放量为460 m3/h。
4 神华煤制低碳烯烃示范工程运转情况
神华包头煤制低碳烯烃示范工程从 2011年 1月1日转入商业化运营后,近3年的运行情况如表3所示;表3数据表明该示范工程商业化运营以来,实现了良好的运营,创造了较好的经济效益。
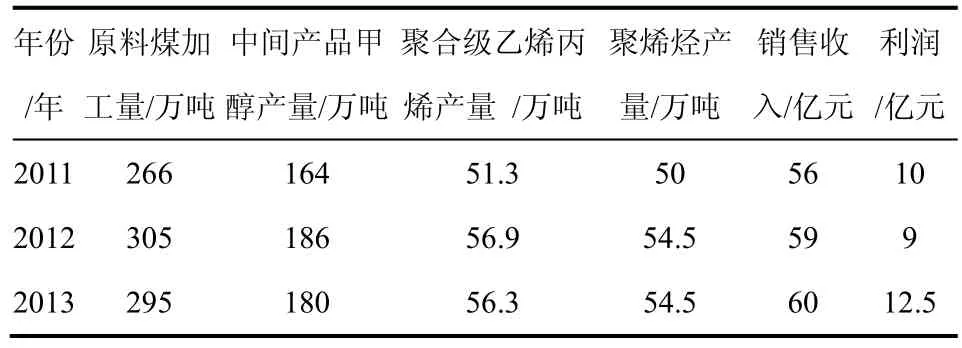
表3 神华煤制低碳烯烃商业化运行情况
神华包头煤制低碳烯烃示范工程一次开车成功并稳定运转,激励了中国煤制烯烃产业的发展,目前我国已经投产和在建的煤制低碳烯烃项目(含甲醇制烯烃)约为20个,项目分部在内蒙古、陕西、宁夏、浙江、河南、江苏、新疆、安徽等省区。这些项目建成投产后,以煤(或甲醇)为原料生产的乙烯约为556万吨,约占2015年我国乙烯总消费当量的14%;以煤(或甲醇)为原料生产的丙烯约为590万吨,约占2015年我国丙烯总消费当量的23%。
5 结 语
神华包头煤制低碳烯烃示范工程的成功标志着中国率先掌握了煤基烯烃工业化关键技术,开创了石油替代的新途径,奠定了我国在世界煤基烯烃工业化产业中的国际领先地位,对于中国推进低碳经济发展,减轻和缓解石油高度对外依存的压力,保障国家能源战略安全具有重要意义。该示范工程的成功必将使中国煤制聚烯烃产业进入快速有序发展阶段。
[1]刁秀华. 中国能源安全:现状、特点与对策[J]. 东北财经大学学报,2009(3):50-55.
[2]张福琴,边钢月,边思颖. 高油价背景下我国乙烯产业发展分析[J]. 中国石油和化工经济分析,2008(9):26-29.
[3]钱伯章. 中国乙烯工业市场和原料分析[J]. 中外能源,2011,16(6):62-73.
[4]陈俊武,陈香生. 与石油化工和热电联合是煤化工可持续发展之路[J]. 炼油技术与工程,2009,39(1):1-7.
[5]孙铭绪,赵黎明,林彬彬. 水煤浆气化生产甲醇配套变换工艺[J].化学工程,2011,39(11):99-102.
[6]王一中. “煤代油”改造工程净化工艺路线选择[J]. 大氮肥,1995(6):401-408.
[7]何永昌译. “大甲醇”技术及其应用[J]. 化肥设计,2003,41(1):59-62.
[8]张明辉. 大型甲醇技术发展现状评述[J]. 化学工业,2007,25(10):8-12.
[9]孙高攀. Davy大甲醇技术初期运行中床层超温问题的浅析[J]. 内蒙古石油化工,2011(17):125-127.
[10]Kaiser S W. Methanol conversion to light olefins over silicoaluminophosphate molecular sieves [J]. Arab. J. Sci. Eng.,1985,10:361-366.
[11]Union Carbide Corporation. Production of light olefins from aliphatic hetero compounds:WO,86/04577[P]. 1986.
[12]Union Carbide Corporation. Production of light olefins from aliphatic hetero compounds:US,4677243[P]. 1987.
[13]UOP. Chemical conversion process:US,4861938,1989;EP,359843 B1 [P]. 1992.
[14]谭涓,何长青,刘中民. SAPO-34分子筛研究进展[J]. 天然气化工,1999,24(2):47-52.
[15]刘红星,谢在库,张成芳,等. 甲醇制烯烃(MTO)研究新进展[J]. 天然气化工,2002,27(3):49-56.
[16]刘中民,齐越. 甲醇制取低碳烯烃(DMTO)技术的研究开发及工业性试验[J]. 中国科学院院刊,2006,21(5):406-408.
[17]陈香生,刘昱,陈俊武. 煤基甲醇制烯烃(MTO)工艺生产低碳烯烃的工程技术及投资分析[J]. 煤化工,2005(5):6-11.
[18]王皓,王建国. MTO烯烃分离回收技术与烯烃转化技术[J]. 煤化工,2011(2):5-8.
[19]吴秀章. 世界首套甲醇制烯烃(MTO)工业装置及开工技术[C]//中国工程院化工、冶金与材料工程学部第九届学术会议论文集.徐州:中国矿业大学出版社,2012:34-42.
[20]闫国春. 甲醇制烯烃工艺副产碳四的综合应用[J]. 内蒙古化工,2007(8):38-41.
[21]兰秀菊,李海宾,姜涛. 煤基混合碳四深加工方案的探讨[J]. 乙烯工业,2011,13(1):12-16.
