平面凸轮铣削宏指令的开发
2014-06-07丁丙坤陈少博
丁丙坤,夏 田,陈少博
(陕西科技大学机电工程学院,陕西 西安 710021)
平面凸轮铣削宏指令的开发
丁丙坤,夏 田,陈少博
(陕西科技大学机电工程学院,陕西 西安 710021)
凸轮曲线是凸轮从动件按某种运动规律运动的曲线。本文结合FAUNC数控系统宏程序编程特点,引入相关变量,建立凸轮轮廓曲线宏程序计算模型,设置相关系统参数实现G代码对宏程序的调用,确定刀具在凸轮加工过程中的运动轨迹。在数控加工仿真系统上仿真加工,验证了该程序的正确性,提高了凸轮加工效率。
平面凸轮;宏程序;数控铣削;数控加工仿真系统
0 引言
凸轮加工比其他轴、盘类零件的加工要困难得多,采用CAM软件生成的凸轮加工程序通常有上百条,可阅读性差,出现错误时不易修改。当凸轮尺寸变化时需要重新建模,在多品种小批量加工过程中,生产效率低[1]。与G代码编程相比,宏编程是在标准CNC编程方式的基础上附加控制特征,功能更强大、更具灵活性。宏程序具有计算机高级语言中的许多特征,如逻辑运算、分支、变量数据存储等特征[2]。本文利用宏程序的这些特点编制出平面凸轮轮廓方程、运动规律的宏程序,通过定义轮廓方程和运动规律中的相关参数,CNC系统会自动算出平面凸轮轮廓的坐标,从而进行精确加工。另外,还可以改变凸轮的相关参数来实现不同尺寸同类型凸轮的加工,从而提高生产效率。
1 凸轮轮廓曲线方程的建立
1.1 理论轮廓方程
图1为偏置移动从动件盘形凸轮结构。以凸轮回转中心为原点、从动运动件推程运动方向为y轴正向建立右手直角坐标系。根据反转法原理,可得凸轮理论轮廓曲线的直角坐标参数方程[3]:

1.2 实际轮廓方程
滚子从动件盘形凸轮的实际轮廓曲线是滚子圆族的包络线,凸轮的实际轮廓曲线与理论轮廓曲线在各点法线上相差滚子半径rT,通过包络方程可得滚子从动件盘形凸轮机构凸轮实际轮廓曲线的参数方程:

图1 偏置移动从动件盘形凸轮
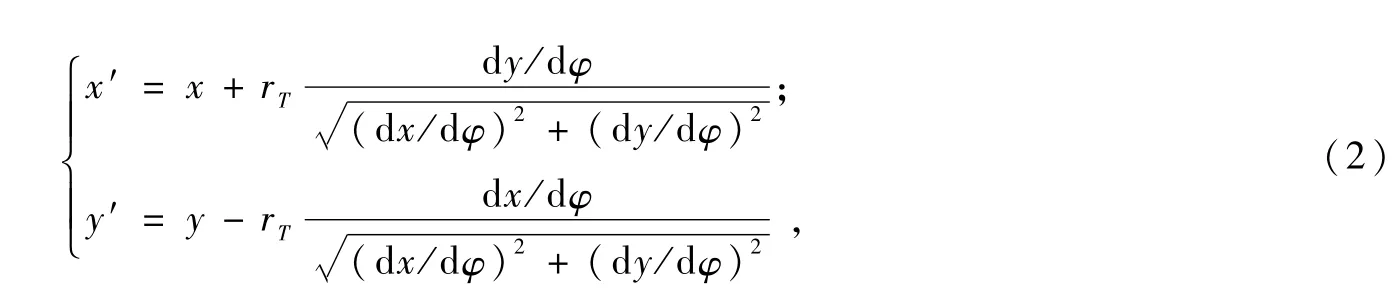
其中,凸轮轮廓坐标的一阶导函数是

编程时首先确定凸轮从动件的运动规律,常用的运动规律有等加速运动、等减速运动、余弦加速度、正弦加速度等,然后,由凸轮理论轮廓方程得到从动件在直角坐标系中瞬时位移坐标值,再将其代入实际轮廓方程,作为凸轮加工轮廓的依据。
2 平面凸轮加工方法
2.1 设备选择
平面凸轮的加工一般选用两轴联运的数控铣床,首先,要考虑零件的外形应在机床的允许范围内;其次,考虑数控机床的加工精度能否达到凸轮的设计要求;最后,确定凸轮的最大圆弧半径是否在数控系统允许的范围内。根据以上3条即可确定所用的数控机床[4]。
2.2 装夹定位
一般大型凸轮要用等高垫垫在工作台上,中心孔找到后,确定坐标原点。然后用压板螺丝在凸轮的工艺孔上压住即可。对于小型凸轮,一般用心轴定位、压紧即可[5]。
2.3 进刀点及进刀方法
大多数平面凸轮加工是加工外轮廓,这时多采用直线切入的方法。而对于盘形槽凸轮,在开槽之前先钻一个工艺孔,对内轮廓采用直线切入的方法,对于外轮廓则采用圆弧切入的方法。为保证凸轮的工件面有较好的粗糙度,应采用顺铣的加工方法。另外,刀具半径补偿必须在直线或圆弧切入之前完成,不能在直线切入或圆弧切入时进行半径补偿,以防切削误差。
3 平面凸轮铣削宏程序编制
3.1 从动件的运动规律
在进行凸轮铣削宏程序编制前必须要确定从动件的运动规律及其一阶导数。凸轮从动件基本运动规律有等速运动、等加速等减速运动、余弦加速运动、正弦加速运动,通过推程和回程阶段不同运动规律的组合来确定凸轮轮廓,在加工过程中选择从动件的运动规律,并代入凸轮轮廓方程即可求出加工刀具路径。
3.2 用户宏变量的确定
平面凸轮加工中使用的宏变量及其含义为:A=#1:基圆半径r0;B=#2:偏距e;C=#3:从动件升程h;D=#4:推程运动角φ;E=#8:回程运动角φ′;F=#9:远休止角φs;J=#5:滚子半径;T=#20:推程运动规律选择;U=#21:回程运动规律选择;V=#22:从动件偏置方向系数δ;Z=#26:凸轮回转方向η。其中,T和U的取值分别为1,2,3,4。1代表等速运动规律,2代表等加速等减速度运动规律,3代表余弦加速度运动规律,4代表正弦加速度运动规律。
3.3 编制宏程序
编制凸轮数控加工宏程序时,主要是利用宏程序对凸轮理论轮廓曲线方程和实际轮廓曲线方程中的变量进行定义,其加工流程图如图2所示。宏程序既可作为独立程序运行,也可由其他CNC加工程序调用。在FANUC0iM中,调用宏程序O9010~O9019的G代码由机床参数PRM6050~PRM6059设定,并且一一对应[6-7]。这里采用的是O9012对应PRM6052,在PRM6052中输入100,就可以通过G100代码调用O9012宏程序。其格式为:G100A_B_C_D_E_F_J_T_U_V_Z_。
4 利用VERICUT加工仿真
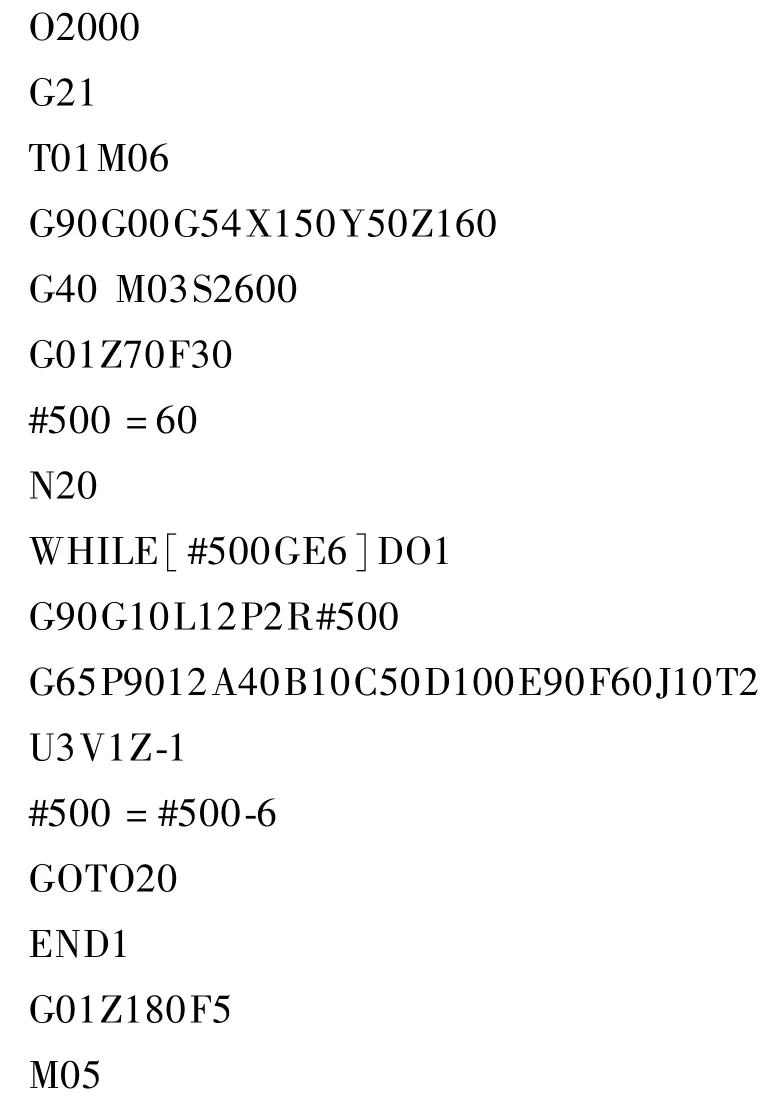
用VERICUT仿真加工的平面凸轮的结构参数为:基圆半径40 mm,滚子半径10 mm,偏距10 mm,从动件升程50 mm,从动件偏置在凸轮轴心的右侧,凸轮逆时针方向回转,从动件在推程作等加速度等减速运动,推程角100°,回程作简谐运动,回程角90°,远休止角60°。凸轮加工时分粗加工、半精加工和精加工,但都使用同一程序,只是它们使用不同刀具和工艺参数[8]。平面凸轮在VERICUT中加工的主程序如下。
平面凸轮加工主程序:
加工完成后的图片如图3所示,在加工完成后,利用VERICUT中的“自动-比较”功能可测出加工之后的工件与设计工件之间的误差[9]。加工工件与设计工件之间的比较如图4所示。图4中,方框内表示过切量,其最大过切量为0.09 mm,其余表示残留部分,其最大残留量为0.07 mm,验证了该程序的正确性。

图2 凸轮加工程序流程图

图3 加工完成的凸轮
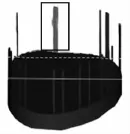
图4 过切、残留比较
5 结束语
利用FANUC数控系统宏程序开发出的平面凸轮铣销宏指令,完全可以代替平面凸轮加工自动编程软件。通过将平面凸轮加工宏指令在VERICUT上进行加工仿真,证明了运用该指令可以加工出所设计的平面凸轮,并可以达到设计要求。提高了平面凸轮的加工效率,更适合在多品种小批量加工中应用。在本程序的基础上,通过改变轮廓方程和相关变量还可以加工出平底从动件盘形凸轮和摆动从动件盘形凸轮。
[1] 廖海平,曾翠华,陈兴.基于用户宏程序的盘形凸轮加工[J].现代制造技术与装备,2007,178(3):48-50.
[2] Peter S.FANUC数控系统用户宏程序与编程技巧[M].北京:化学工业出版社,2007.
[3] 郑文纬,吴克坚.机械原理[M].北京:高等教育出版社,2010.
[4] 于云满,张敏,张义选.精密间歇机构[M].北京:机械工业出版社,1999.
[5] 杨德卿,姜小兰.平面凸轮极坐标数控加工研究[J].机械传动,2010,34(8):83-86.
[6] 罗敏,龚青山,常治斌,等.弧面凸轮铣销宏指令的开发[J].制造业自动化,2013,35(3):48-51.
[7] 刘振超.基于宏程序的渐开线凸轮加工[J].装备制造技术,2013(4):112-113.
[8] 何徐敏,蔡传磊.基于UG的一种平面凸轮磨削方法在机床上的应用[J].制造技术与机床,2013(6):87-88.
[9] 李云龙,曹岩.数控机床加工仿真系统VERICUT[M].西安:西安交通大学出版社,2005.
TH122
A
1672-6871(2014)04-0010-03
陕西省科技计划基金项目(2013K07-08)
丁丙坤(1989-),男,回族,河南南阳人,硕士生;夏 田(1962-),女,陕西咸阳人,教授,硕士,硕士生导师,主要从事数控机床等机电设备的研究.
2014-01-15
