正交试验设计在DTY工艺参数选择中的应用
2014-06-01王海峰
王海峰,吴 娟
(江苏盛虹科技股份有限公司,江苏 苏州 215228)
正交试验设计在DTY工艺参数选择中的应用
王海峰,吴 娟
(江苏盛虹科技股份有限公司,江苏 苏州 215228)
以提高DTY卷曲收缩率为目的,针对变形温度、定形温度、加工速度这三个主要工艺参数,利用正交试验设计的方法,通过分析各因素极差的直观分析得出变形温度对DTY卷曲收缩率的变化最为敏感的结论,并通过综合比较选择了变形温度225℃、定形温度145℃、加工速度850 m/min的最佳工艺参数组合。
正交试验; 拉伸变形丝; 工艺参数; 应用
DTY产品质量的好坏以及生产状况的稳定在很大程度上取决于设定的工艺参数[1],而与DTY生产及品质相关的工艺参数有很多,这些工艺参数如何搭配,通常需要进行试验来决定。正交试验设计是一种常见的统计技术,能大大提高多因子试验的效率和质量,但关于这种方法在DTY工艺参数选择中应用的研究不多。
为了提高DTY的卷曲收缩率,本实验利用正交试验的方法,科学、简便、快速地找到了主要影响因素和最佳工艺参数[2],大大提高了工作效率和工作质量,对这一统计技术在DTY工艺参数选择中的应用具有指导意义。
1 试验介绍
1.1 试验目的
为了赋予织物更多的弹性和立体感,近来各类高收缩类纤维比较盛行,比如聚对苯二甲酸丙二醇酯纤维 (PTT)等。也有通过化学改性提高PET纤维收缩性能制得高收缩FDY的。但PTT的生产成本较高,高收缩FDY的生产批量又较大,如果通过假捻工艺的调整,对PETPOY进行物理改性,提高DTY的卷曲收缩率,将能显著提高经济效益。
1.2 试验原料
PET-POY:56 dtex/36 f半消光[3],江苏盛虹科技股份有限公司纺丝一部生产。
1.3 试验设备
加弹机:日本TMT公司产ATF-15型号。
卷缩仪:德国TEXTECHNO公司产TEXTURMAT ME+型号。
1.4 试验指标
本次试验主要考察DTY的卷曲收缩程度,因此选择DTY卷曲收缩率 (%)作为本次试验的物理性能指标,并要求其最大化。该指标是指DTY被加负荷拉直后其卷曲立体结构重新恢复所产生的收缩率,计算公式为:

其中Lg为加负荷后的长度,Lz是负荷去掉后的长度。
2 试验设计
2.1 确定试验因子
通过对工艺参数的分析可知影响DTY卷曲收缩率的工艺参数可能有3个,分别为:A变形温度,B定形温度,C加工速度。
2.2 确定试验水平
根据各因子的可能的取值范围,经分析研究,决定本次每个因子试验三个水平。因子和水平的设计如表1所示。

表1 因子水平表
3 试验实施
3.1 试验数据
根据试验计划对9组不同参数进行试验取样,并进行卷曲收缩率的测定,将结果记入试验结果栏内,如表2。
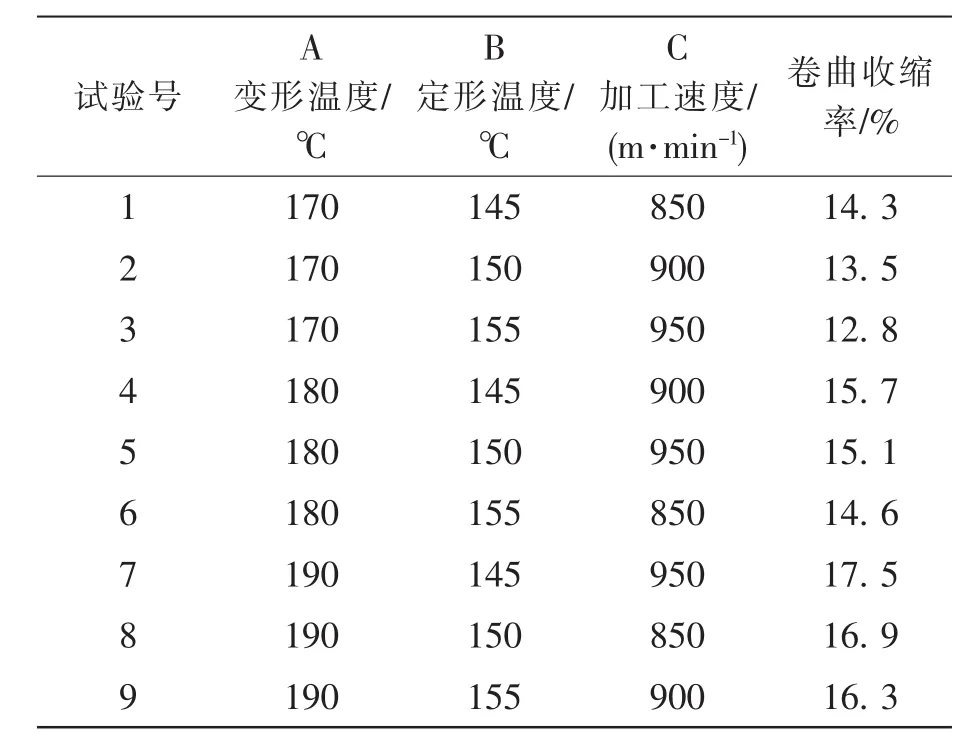
表2 试验计划与试验结果
3.2 数据分析
为了找出哪些参数对卷曲收缩率是有明显影响,各个参数如何设置能使卷曲收缩率最大,需要对试验数据进行分析。本文案例相对简单直观,因此可以利用正交表的特点,在试验结果表上进行直观的分析,如表3。
ti指该列的因子在i水平下试验结果的和:

其中n是试验水平,y是试验结果。Ti是其均值:Ti=ti/n,R是Ti的极差:R=max(Ti)-min(Ti)。
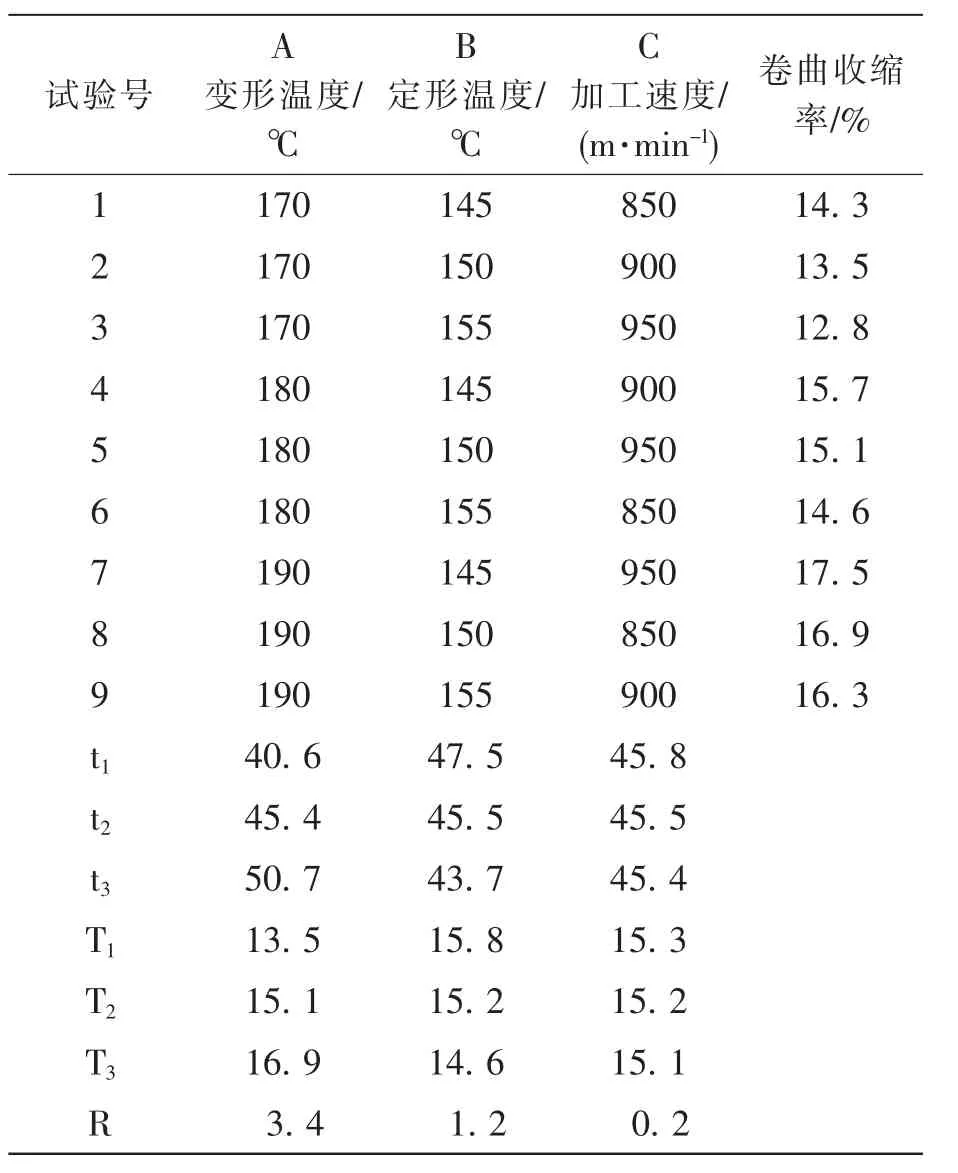
表3 直观分析计算表
4 试验结果
4.1 各参数对卷曲收缩率的影响程度
从表3的试验结果可以看出,各个参数的不同水平对卷曲收缩率的影响程度也不同。为了更直观的看出各个参数的影响程度,以因子水平为横坐标,以卷曲收缩率为纵坐标,绘制一根折线图 (见图1)。从折线图的趋势也可以看出,变形温度与卷曲收缩率是正相关的关系,变形温度越高,卷曲收缩率越高。而定形温度、加工速度与卷曲收缩率则是负相关的关系,定形温度、加工速度越低,卷曲收缩率越高。
从图上各因子的最好水平可以看出,要使DTY卷曲收缩率最大化,应该选择A3B1C1的参数组合,即变形温度190℃、定形温度145℃、加工速度850 m/min。这时DTY的卷曲收缩率应该大于16.9%。
从图上的极差值还可以明显看出RA>RB>RC,因此变形温度对卷曲收缩率的变化最为敏感,并且卷曲收缩率的最大值出现在变形温度的最好水平上,因此在三个因子中,变形温度是主要的影响因子。而190℃是不是最优值呢,我们再对变形温度进行单因子试验。
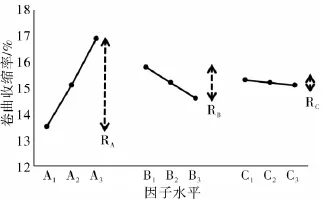
图1 因子各水平对卷曲收缩率的影响
4.2 单因子试验
以正交试验得出的次要因子最优值:定形温度145℃、加工速度850 m/min为基础参数不变,继续增加变形温度进行试验。选取190℃、195℃、200℃、205℃、210℃、215℃、220℃、225℃、230℃共9组样品进行卷曲收缩率的测定,并以变形温度为横坐标、卷曲收缩率为纵坐标绘制关系图 (见图2)。

图2 变形温度与卷曲收缩率的关系
从图2可以看出,在其他条件不变的情况下,随着变形温度的上升,卷曲收缩率继续增加,但在变形温度达到225℃时,当变形温度继续上升,卷曲收缩率开始下降。这是因为此时的变形温度已经接近涤纶的软化温度,涤纶非晶区的分子链运动加剧,分子间相互作用力开始下降,纤维的性能已经发生显著变化。
5 结论
采用正交试验可以有效减少DTY工艺参数选择时的试验次数,能够直观地分析纱线某项物性指标的影响因素,以及各工艺参数对纱线物性指标的影响程度。
通过正交试验得到DTY卷曲收缩率的影响因素以及影响程度为:变形温度>定型温度>加工速度。通过对主要因子的单因子试验得出,变形温度在225℃以下时,温度越高,DTY卷曲收缩率越高。变形温度超过225℃时,由于接近涤纶软化温度,变形温度上升卷曲收缩率下降。选择变形温度225℃、定形温度145℃、加工速度850 m/min的工艺参数组合,这时的DTY卷曲收缩率可以达到20.5%。如果追求DTY卷曲收缩率的最大化,应在未达到涤纶软化温度的前提下,尽可能的提高变形温度,而定形温度和加工速度应尽量选择较低的水平。
另外本文只考虑了各因子对最终结果的影响程度,但没有考虑因子之间的相互影响,而实际工作中各工艺参数之间是会有相互影响的,这时应该采用有交互作用的正交试验设计来进行。
[1] 李允成、徐心华.涤纶长丝生产 [M].北京:中国纺织出版社,1995:254-271.
[2] 全国质量专业技术人员职业资格考试办公室.质量专业理论与实务[M].北京:中国人事出版社,2014:92-93.
[3] 张大省、王锐.超细纤维生产技术及应用 [M].北京:中国纺织出版社,2007:162-175.
APPLICATIONG OF ORTHOAONAL EXPERIMENT DESIGN IN DTY PROCESS PARAMETERS
WANG Hai-feng,WU Juan
(Jiangsu Shenghong Science and Technology Co.,Ltd.,Suzhou 215228,China)
In order to improve the DTY crimp contraction,we are studying on the three main process parameters as the deformation temperature,the setting temperature and the processing speed,using the orthogonal test to analysis of range of influencing factors,as a result of that the deformation temperature has the most sensitive conclusion change on DTY crimp shrinkage,and after comprehensive comparison,we finally set the optimum process parameters as deformation temperature 225℃,setting temperature 145℃and processing speed of 850m/min.
orthogonal test;draw textured yarn;process parameters;application
TQ342.21
A
10.3969/j.issn.1672-500x.2014.03.003
1672-500X(2014)03-0008-04
2014-07-16
王海峰 (1979-),男,江苏如东人,本科,经济师,从事化纤企业生产管理工作。