新型机械臂设计及运动学研究
2014-04-13薛子云张东波
薛子云,张 宾,张东波
(1.北京工商大学材料与机械工程学院,北京100048;2.中国农业大学工学院,北京100083)
0 前言
随着塑料加工行业在我国的迅速发展,注射成型设备的自动化程度也越来越高。现代化的注射成型设备常常配有机械臂,以提高生产效率,同时解决了人工取件工作条件恶劣、劳动强度大等问题[1-4]。目前我国注塑行业中较常用的主要是从模具中快速抓取制品并将制品传送到下一个生产工序上去的机械手。这种机械手为提高注塑产品品质、降低废品率、降低生产成本、增强企业竞争力等方面都起到及其重要的作用。
目前国内使用的注塑机机械臂大多为进口的工业机器人,这些机器人具有较好的工作性能,但由于其成本较高,市场占有率很低。因此,设计机构简单实用的注塑机械臂与注塑机配合使用,以其较低的制造成本和较高的经济效益,在塑料加工行业将具有良好的市场前景。
1 机构设计
手臂是机器人执行机构中的重要部件,用来把抓取的工件送到指定的位置,一般的工业机器人手臂都具有3个自由度。工业机械臂多采用多关节型串联结构,其刚度和稳定性与并联机构相比较差,而并联机构相对常用串联机构具有刚度大、稳定性好和承载能力强等优点,但也存在工作空间小、灵活性差等缺点[5-7]。为了更好地发挥这两种机构的优势,本文提出一种混联式机械臂结构。该机械臂的模型如图1所示,大臂通过虎克铰连接在底座上;两电动推杆通过球铰连接于机架,通过虎克铰连接在大臂上;大臂与小臂之间通过转动副连接;电动推杆的两端通过转动副连接于大臂与小臂之间。该混联式机械臂的下半部分采用并联形式,使该机构具有较好的刚性又不失运动的灵活性,而上半部分采用串联形式,使机械臂具有较大的工作空间。
在计算自由度时,为简单起见,将结构分为2 部分,即并联部分与平面机构部分。大臂与两电动推杆为并联部分,大臂、小臂与电动推杆3可看作是平面机构。电动推杆简化为用移动副约束的2个构件。根据传统的Kutzbach-Grubler公式[8]计算该混联机构的自由度(M):

图1 机械臂模型Fig.1 Manipulator model

对于平面机构有:

式中 n——构件数
g——运动副个数
fi——第i个运动副相对自由度的数目
由于3个电动推杆作为机构的原动件,可知机构的原动件数等于机构的自由度数目,因此该机构可以得到确定的运动。
手腕1是连接末端操作器和手臂的部件,用以调节或改变工件的方位,具有独立的3个自由度,用于注塑机的机械臂末端操作器多为夹钳式取料手和吸附式取料手,可根据工作需要配置不同的末端操作器。
2 仿真分析
2.1 仿真模型的建立
为进一步分析该机械臂的工作性能,运用Pro/E和Adams软件对其进行仿真分析。由于手腕主要用于调节机械臂末端操作器的方位,对机械臂整体的运动性能无决定性作用,因此,本文重点分析3自由度混联机械臂的运动性能。利用ADAMS软件对机械臂进行运动学仿真分析,该软件虽提供了建模功能,但与专业的三维建模软件相比,其功能相对较弱。为提高设计效率,保证模型精度,本文中采用Pro/E 三维设计软件对3自由度混联机构系统进行实体建模,再将模型转换格式导入到Adams软件中,在该环境中对样机进行添加约束与载荷,并仿真。
在Pro/E建模过程中对实体模型进行了简化,省去了一些不需要分析的零件,这些零件的功能可以通过在Adams里添加约束、增加摩擦来实现[9]。简化了下面2个推杆与大臂之间的万向节,在建模时预留出其安装尺寸,下面推杆距大臂的水平距离为110mm;简化了上推杆与大小臂之间的转动副,距离大小臂的距离为60mm;简化了大小臂之间的转动副,其长度为90mm。
通过Pro/E 与Adams的接口将模型导入Adams中,在Adams中添加重力加速度,9.80665m/s2。设置各个杆件的材料属性,铝合金型材密度取2740kg/m3,电动推杆取平均密度为5000kg/m3。在大臂与小臂之间添加转动副,上推杆与大臂、小臂之间添加转动副,推杆上添加移动副,如图2所示。然后检验模型,得到机构的实际自由度数为3,模型检验合格,然后进行运动仿真。
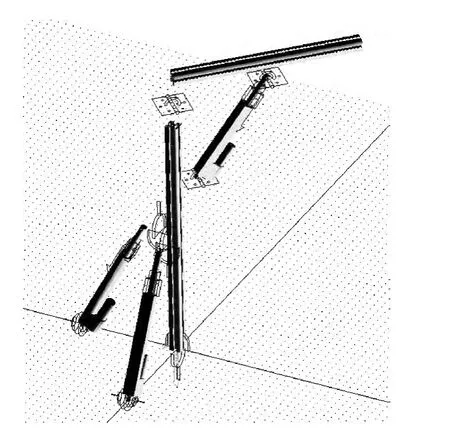
图2 混联机构虚拟样机Fig.2 Virtual prototype of the hybrid mechanism
2.2 运动学仿真
在3个移动副上添加运动函数,进行运动学仿真,在小臂末端添加marker点,仿真得出机构末端的工作空间为环球体的一部分。根据机构末端轨迹点绘制出的三维工作空间运动轨迹如图3所示,其中x 轴运动范围为[-501,479];y 轴运动范围为[-455,443];z轴运动范围为[-748,353]。通过图中数据得知该机械臂具有较大的工作空间。
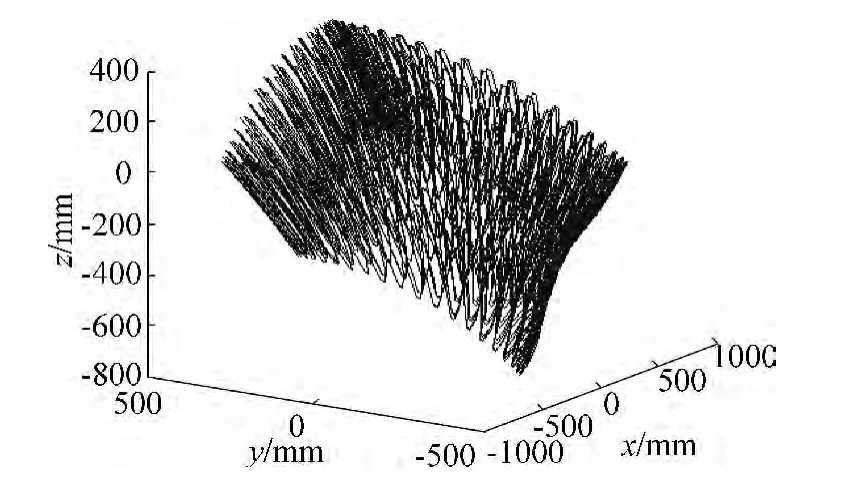
图3 混联机构末端工作轨迹Fig.3 Simulation trajectory of the hybrid manipulator end
机构末端的运动特性是衡量该机构性能的重要指标。末端的运动特性可通过末端的速度与加速度变化曲线来描述。在小臂的末端添加3kg的重力,将3个推杆的速度都定义为29 mm/s,速度的方向为推杆伸出的方向,因为这时推杆都是克服末端重物的重力做功的。定义仿真时间为3s,步数为100。末端的速度与加速度变化曲线如图5与图6所示。图中曲线分别为速度、加速度在3个坐标轴上的分量值及其合成值。

图4 末端速度变化曲线Fig.4 Velocity variations of the end

图5 末端加速度变化曲线Fig.5 Acceleration variations of the end
由速度变化曲线可见,在3s范围内末端速度变化范围为200~236 mm/s。由加速度变化曲线可知,在3s范围内末端加速度变化范围为49~55.49 mm/s2。根据仿真结果可知,当3个推杆都为匀速直线运动时,末端速度和加速度的变化都较为平稳。
3 结论
(1)本文提出的用于注塑机的混联机械臂具有三自由度;
(2)通过运动学仿真得出该机构的末端运动轨迹为环球体的一部分,该机构具有较大的工作空间;
(3)仿真得出该机构的运动速度和加速度曲线变化较平稳,该机构具有较好的运动性能。
[1] 牟文杰.机械手在注塑生产中的应用[J].中国塑料,2000,14(10):86-89.Mu Wenjie.Application of Robots in Injection Machines[J].China Plastics,2000,14(10):86-89.
[2] 于殿勇,吕伟新,高 彤,等.注塑机械手的开发[J].机器人,2000,(8):6-18.Yu Dianyong,LüXinwei,Gao Tong,et al.Development of Injection Robot[J].Robot,2000,(8):6-18.
[3] 佚名.注塑机取件能手——ABB 机器人在汽车零部件制造中的应用[J].自动化博览,2006,(7):56-57.Anonymity.Crackerjack for Plastic Injection Machine-Application of ABB Robot in Auto Parts Manufacturing[J].Automation Panorama,2006,(7):56-57.
[4] 凯旋公关.最精密的注塑件-Borscheid+Wenig公司注射制模厂投入使用无与伦比的高精度库卡机器人[J].塑料制造,2011,(8):40-45.Ketchum.The Most Sophisticated Injection Molded Parts-Borscheid+Wenig Company Injection Molding Factory Put into Use Unmatched Precision KUKA Robots[J].Plastics Manufacturing,2011,(8):40-45.
[5] 郝 龙.直角坐标机械手控制系统之设计与实现[D].天津:南开大学计算机与控制工程学院,2008.
[6] 黄 真,孔令富,方跃法.并联机器人机构学理论及控制[M].北京:机械工业出版社,1997:55-78.
[7] 刘辛军,汪劲松,高 峰,等.一种串并联结构拟人七自由度冗余手臂的设计[J].中国机械工程,2002,13(2):102-104.Liu Xinjun,Wang Jinsong,Gao Feng,et al.Design of a Serial-Parallel 7-DOF Redundant Anthropomorphic Arm[J].China Mechanical Engineering,2002,13(2):102-104.
[8] 黄 真,赵永生,赵铁石.高等空间机构学[M].北京:机械工业出版社,2006:116-118.
[9] 陈 雷.五自由度机械手的运动学和动力学分析[D].天津:河北工业大学机械学院,2006.