微流道中聚合物熔体的弹性特性研究
2014-04-13孙秀伟王建玲
孙秀伟,王建玲
(1.唐山学院机电工程系,河北 唐山063000;2.河北省高校机电液一体化应用技术研发中心,河北 唐山063000)
0 前言
聚合物熔体具有较高的黏弹性,在聚合物的加工中,黏性响应已被广泛用来评价聚合物的加工性能,然而仅有聚合物的黏性并不能完全反映出聚合物的加工特性,实际上弹性也与聚合物的成型加工密切相关。尤其是在微注射成型中,聚合物的弹性形变对于模具设计及最终产品的外观和性能都有着重要的影响。然而由于试验手段和理论认识的局限,人们对聚合物熔体弹性行为的研究不如对黏性行为研究的那么系统、深入。目前,对弹性的定量预测还处于探索阶段[1]。Hyun[2]研究了PS熔体毛细管流动中的入口效应,通过Bagley方法分析了熔体入口效应的影响因素,讨论了温度、口模入口角以及料筒与口模直径比对熔体入口效应的影响。苑会林等[3]使用Brabender PLD-651挤塑仪配不同长径比、不同材质的毛细管口模,在一定温度下,测定了几种线形低密度聚乙烯(PE-LLD)的挤出胀大比。Liang[4]利用毛细管流变仪研究低密度聚乙烯(PE-LD)流动特性时指出入口压力降随口模直径的增大而减小。郭吉林等[5]系统研究了松弛时间和进口流量对异型材挤出成型过程的影响,得出了离模膨胀随松弛时间、进口流量增大而增大的规律。赵良知[6]研究了不同圆锥角短口模流道挤出流动过程中聚合物熔体的黏弹特性,以及在口模流动过程中压力损失,入口弹性贮能和挤出胀大比之间的关系。
近年来微注射成型技术得到了快速发展,对于微注射成型来讲,微尺度下聚合物熔体的流变特性十分重要。在微注射成型的充模流动过程中,由于型腔和流道特征尺寸微小以及表面积与体积比较大等特点,使得聚合物熔体的流动行为与传统注射成型相比有所不同,目前关于这方面的试验研究还很缺乏[7]。因此,本文采用恒速型双料筒毛细管流变仪,在剪切速率102~104s-1范围内,以直径1.5mm 的口模作为宏观流道,以直径0.5 mm 的口模作为微观流道,直径1.0mm的口模作为临界参考,通过流变试验获得的毛细管入口压力降和聚合物的应力松弛时间来研究微流道中聚合物熔体的弹性特性。
1 实验部分
1.1 主要原料
PS,PG-33,熔体流动速率8.5g/10min,中国台湾奇美实业股份有限公司;
PMMA,CM207,熔体流动速率8.0g/10 min,中国台湾奇美实业股份有限公司;
PP,K7726,熔体流动速率24~35g/10min,中国石油化工股份有限公司北京燕山分公司;
PE-HD,5070,熔体流动速率6.1~8.0g/10min,盘锦乙烯有限责任公司。
1.2 主要设备及仪器
烘干机,IMS-C1547,慈溪市烘箱厂;
双料筒毛细管流变仪,Rosand RH7D 恒速,直径分别为0.5、1.0、1.5 mm,长径比(L/D)为16 的毛细管口模,英国Malvern公司。
1.3 流变性能测试
考虑到PS和PMMA 具有一定吸湿性,将2种聚合物在试验前分别在烘干机中于70 ℃条件下干燥1h和3h,然后再加至流变仪进行流变试验;根据4种聚合物的注塑温度分别设定流变试验温度,并结合聚合物的结构特点、试验温度、流变仪的最大驱动力以及不同口模直径的对比试验要求设定剪切速率范围,具体参数如表1所示;

表1 试验参数Tab.1 Experimental parameters
图1为双料筒毛细管流变仪的核心结构图,试验选用一组直径相同而长短不同的2 根毛细管口模,其中一根为短口模(L=0.25 mm,位于右方),可以方便地进行入口压力降校正,另一根为长口模(L/D=16,位于左方),毛细管直径分别为0.5、1.0、1.5mm,测量时分别从两料筒测得零口模压力为Δpent、长口模压力为pfu,其中Δpent即为入口压力降,可用于表征熔体弹性。
2 结果与讨论
2.1 微观条件下与宏观条件下不同物料入口压力降比较
口模直径D 分别为0.5、1.0、1.5mm 条件下,4种聚合物熔体的入口压力降(Δpent)与剪切速率(γ·w)之间的关系曲线如图2所示。可以看出,在3 种口模条件下,随着剪切速率的增大,4种聚合物熔体入口压力降均增大,说明随着剪切速率的增大4 种聚合物熔体的弹性储能增大,但是在高剪切速率下,曲线变缓,入口压力降对剪切速率的敏感性下降。

图1 Rosand毛细管流变仪的核心结构Fig.1 Schematic of rosand capillary rheometer

图2 不同聚合物熔体在不同口模直径条件下Δpent与γ·w 的关系图Fig.2 Relation curves betweenΔpentof different polymer melts under different die andγ·w
聚合物熔体流动过程中,聚合物分子链段沿流动方向取向使聚合物产生弹性形变,储存弹性能。随着剪切速率的提高,聚合物熔体将在入口区经历更为强烈的拉伸流动和剪切流动,分子链构象沿流动方向的取向程度增大,导致聚合物内储存的弹性应变能增大。因此,聚合物熔体的入口压力降随着剪切速率的提高而增大。另外,聚合物分子间的缠结大大增加了流场中分子链段取向的可能性。当剪切速率较低时,缠结点没有破坏,因此,剪切速率的提高使聚合物的弹性形变迅速上升,入口压力降迅速增大,但是当剪切速率提高到一定值时,缠结点逐渐破坏,其数量减少,使得弹性形变增幅随剪切速率的上升而减少,入口压力降增幅减小。
不同剪切速率条件下,PS、PMMA、PP 和PE-HD 4种聚合物熔体的入口压力降和口模直径之间的关系曲线如图3~6 所示。可以看出,随着口模直径的减小,4种聚合物熔体的入口压力降均有增大的趋势,相对而言,口模直径1.0mm 条件下所得入口压力降与口模直径1.5mm 条件下相差不大,而口模直径0.5mm条件下的入口压力降则明显增大;4种聚合物中,随口模直径的减小,PMMA 的入口压力降增大的幅度最大,其次是PE-HD、PS,PP的最小。
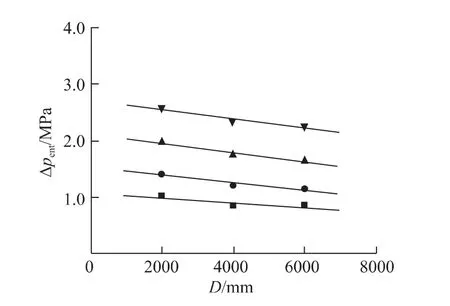
图3 不同剪切速率下PS的Δpent与D 的关系曲线Fig.3 Relation curves betweenΔpentof PS at different shear rate and D
随着口模直径的减小,聚合物熔体的入口收敛流动加剧,由此而引起的拉伸形变增加,聚合物熔体内的弹性储能模量及入口流动中的能量耗散也随着增大,因此,在微流道条件下,聚合物熔体的入口压力降明显增大,弹性储能模量明显增多。
2.2 微尺度下温度对入口压力降的影响
口模直径为0.5mm 的条件下,PS、PMMA、PP和PE-HD 4种聚合物熔体在不同温度(T)下的入口压力降和剪切速率的关系曲线如图7~10所示。不同剪切速率条件下,4种聚合物熔体的入口压力降和温度之间的关系曲线如图11~14所示。

图4 不同剪切速率下PMMA 的Δpent与D 的关系曲线Fig.4 Relation curves betweenΔpentof PMMA at different shear rate and D

图5 不同剪切速率下PP 的Δpent与D 的关系曲线Fig.5 Relation curves betweenΔpentof PP at different shear rate and D
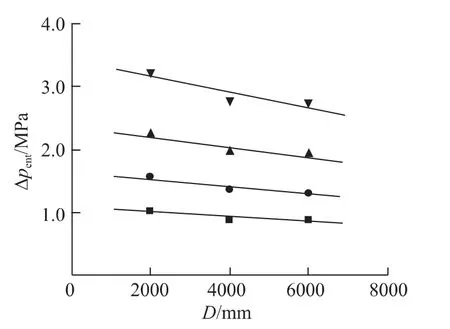
图6 不同剪切速率下PE-HD的Δpent与D 的关系曲线Fig.6 Relation curves betweenΔpentof PE-HD at different shear rate and D
从图7~14可以看出,口模直径0.5mm 条件下,随着温度的提高,4 种聚合物熔体的入口压力降均降低,说明4种聚合物的弹性形变减小;4 种聚合物中,PMMA 的入口压力降降低的最多,其次是PS,而PE-HD 和PP的都较小;高温下,4种聚合物的入口压力降对剪切速率的敏感性明显降低,尤其是PMMA,说明高温下,聚合物的弹性形变随剪切速率的增大变化不大。
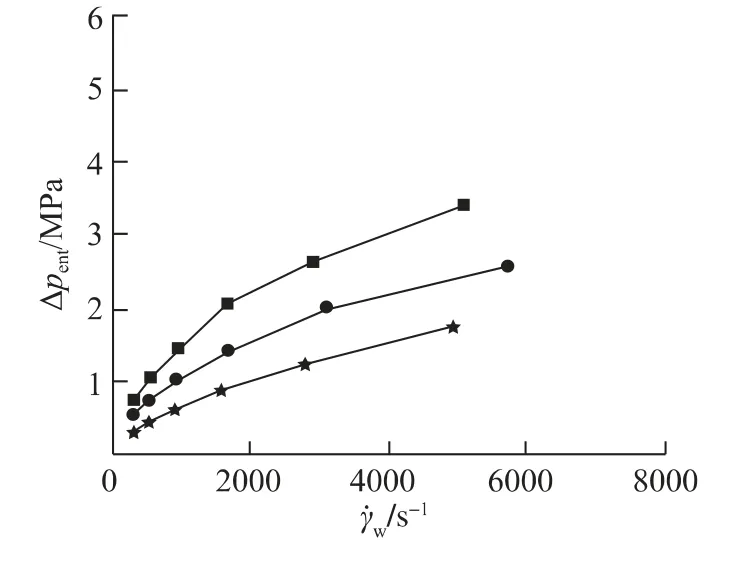
图7 不同温度下PS的Δpent与 的关系图Fig.7 Relation curves betweenΔpentof PS at different temperature and
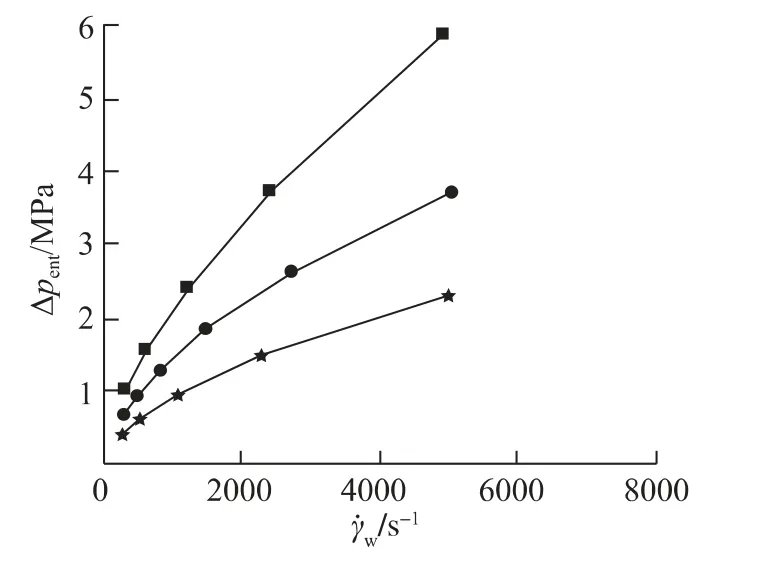
图8 不同温度下PMMA 的Δpent与的关系图Fig.8 Relation curves betweenΔpentof PMMA at different temperature and
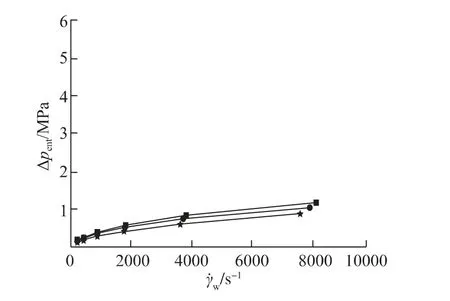
图9 不同温度下PP的Δpent与 的关系图Fig.9 Relation curves betweenΔpentof PP at different temperature and

图10 不同温度下PE-HD的Δpent与 的关系图Fig.10 Relation curves betweenΔpentof PE-HD at different temperature and

图11 不同剪切速率下PS的Δpent与T 的关系Fig.11 Relation curves betweenΔpentof PS at different shear rate and T

图12 不同剪切速率下PMMA 的Δpent与T 的关系Fig.12 Relation curves betweenΔpentof PMMA at different shear rate and T
随着温度升高,分子热运动能量增加,液体中的孔穴也随着增加和膨胀,使流动阻力减少,聚合物熔体在入口区经历的拉伸流动和剪切流动也会随之减弱,分子链构象沿流动方向的取向程度减小[8],最终导致聚合物内储存的弹性应变能和黏性耗散减小,聚合物流体的入口压力降降低;而PMMA 的黏流活化能很大,其流动性能受温度的影响很大,因此,其入口压力降随温度的升高降低的最多,高温下,其入口压力降对剪切速率的敏感性降低的也最多。

图13 不同剪切速率下PP的Δpent与T 的关系Fig.13 Relation curves betweenΔpentof PP at different shear rate and T

图14 不同剪切速率下PE-HD的Δpent与T 的关系Fig.14 Relation curves betweenΔpentof PE-HD at different shear rate and T
另外,从图中还可以看出,随着剪切速率的提高,4种聚合物熔体的入口压力降对温度的敏感性均增大。随着剪切速率的提高,聚合物熔体的入口收敛流动加剧,入口收敛流动对温度更为敏感,因此,聚合物熔体的入口压力降对温度的敏感性随着剪切速率的提高而增大。
2.3 微观、宏观条件下聚合物熔体应力松弛时间比较
口模直径D 分别为0.5、1.0、1.5 mm 的条件下,PS、PMMA、PP和PE-HD 4种聚合物熔体的应力松弛时间如表2 所示。可以看出,随着口模直径的减小,4种聚合物的应力松弛时间均大幅度延长。这说明微尺度下,聚合物熔体的弹性形变加大,弹性储能增多。这与前面测得的入口压力降情况完全相符。分析原因,随着口模直径的减小,聚合物熔体的入口收敛流动加剧,熔体的弹性形变加大,因此,聚合物熔体的应力松弛时间随着口模直径的减小而延长。

表2 不同聚合物熔体在不同口模直径条件下的应力松弛时间sTab.2 Relaxation time of different polymer melts at different dies s
2.4 微尺度下温度对应力松弛时间的影响
口模直径为0.5mm 条件下,4种聚合物熔体在不同温度下的应力松弛时间如表3 所示。可以看出,随温度的升高,PMMA 和PS的应力松弛时间明显变短,而PE-HD 和PP的变化不大。

表3 聚合物熔体在不同温度下的应力松弛时间Tab.3 Relaxation time of polymer melt at different temperature
温度对聚合物分子运动有着明显的影响。温度对高分子的热运动有两方面的作用。一种作用是使运动单元活化。温度升高使分子热运动的能量增加,当能量增加到足以克服运动单元以一定方式运动所需要的位垒时,运动单元处于活化状态,从而开始了一定方式的热运动。另一种作用是,温度升高使聚合物发生体积膨胀,加大了分子间的自由空间,它是各种运动单元发生运动所必须的。当自由空间达到某种运动单元所必须的大小后,这一运动单元便可以自由地迅速地运动。随温度的升高,这两种作用的结果,都加快了松弛过程的进行,或者说,缩短了松弛时间[8]。
3 结论
(1)微流道中4种聚合物熔体的入口压力降与宏观流道相比均有增大的趋势,而且流道尺寸越小,增大趋势越明显;其中,PMMA 的入口压力降增大的幅度最大,其次是PE-HD、PS,PP的最小;
(2)4种聚合物熔体的入口压力降均随着剪切速率的增大而增大,不过,在高剪切速率下,入口压力降对剪切速率的敏感性下降;
(3)微流道中,随着温度的提高,4种聚合物熔体的入口压力降均降低;其中,PMMA 的入口压力降降低的最多,其次是PS,而PE-HD 和PP的都较小;
(4)高温下,4种聚合物的入口压力降对剪切速率的敏感性明显降低,尤其是PMMA,说明高温下,聚合物的弹性形变随剪切速率的增大变化不大;
(5)随着口模直径的减小,4种聚合物的应力松弛时间均大幅度延长;随着温度的升高,PMMA 和PS的应力松弛时间明显变短,而PE-HD 和PP的变化不大。
[1] 吴其晔,巫静安.高分子材料流变学[M].北京:高等教育出版社,2002:61-64.
[2] Hyun K S.End Correction in the Capillary Flow of Polystyrene Melts[J].Polymer Engineering and Science,1974,14(9):666-673.
[3] 苑会林,唐 瑾,钟莉莉.LLDPE 在挤出加工中的弹性现象研究[J].现代塑料加工应用,1992,4(6):8-11.Yuan Huilin,Tang Jin,Zhong Lili.An Experimental Study of Elasticity on the Processing of LLDPE[J].Modern Plastics Processing and Applications,1992,4(6):8-11.
[4] Liang J Z.Effects of Extrusion Rate,Temperature,and Die Diameter on Melt Flow Properties During Capillary Flow of Low-density-polyethylen[J].Polymer-Plastics Technology and Engineering,2007,46(3):245-249.
[5] 郭吉林,周国发,周勇飞,等.异型材挤出成型过程三维等温黏弹性的数值模拟[J].中国塑料,2006,20(10):58-63.Guo Jilin,Zhou Guofa,Zhou Yongfei,et al.The 3DIsothermal Viscoelastic Numerical Simulation of Profile Extrusion Molding Process[J].China Plastics,2006,20(10):58-63.
[6] 赵良知.LDPE熔体在圆锥型短口模挤出过程的粘弹行为研究[J].塑料科技,2005,(2):27-30.Zhao Liangzhi.Viscoelastic Properties Studies of the LDPE Melt Through Conical Short Dies[J].Plastic Science and Technology,2005,(2):27-30.
[7] 王敏杰,孙秀伟,刘 莹.不同口模直径下聚合物熔体流变特性试验研究[J].大连理工大学学报,2010,50(1):52-57.Wang Minjie,Sun Xiuwei,Liu Ying.Experimental Studies on the Rheological Characteristics of Polymer Melts Under Various Die Diameters[J].Journal of Dalian University of Technology,2010,50(1):52-57.
[8] 吴大鸣,刘 颖,李晓林,等.精密挤出成型原理及技术[M].北京:化学工业出版社,2004:27-30,92-93.
