浅议“1+4”热连轧负荷试车技术
2014-04-10王进良
王进良
(河南中孚实业股份有限公司,河南 巩义 451200)
1 试车前的准备工作
①设备安装及相关土建工程完毕。全套设备(机械、液压、电气、设备润滑、工艺润滑、排风等系统)经无负荷试运转(单机和联动)运行正常,控制到位,参数设定符合设计及使用要求。公辅设施已正常运行,高低压配电运行正常,可正式供电;压缩空气、冷却水及通风设施等可正常送到设备各用电点。主、副操及各专业运行人员配置到位,并经培训完毕符合上岗条件,对该机组的特点及操作方法已基本熟悉。轧制试车前的各项急停、快停测试全部达到设计要求,满足设备安全运行的要求。
②试车用的铸锭备齐,锯切头尾(尤其是切除头部很重要,因铸锭头部大多存在气孔和疏松等缺陷,易粘在轧辊上并在带材表面留下压痕)并经过铣面;液压站油箱、设备润滑站油箱以及工艺冷却润滑站的乳化液箱等液位、温度符合设计要求,设备润滑点均已加足润滑油(脂),在立推炉正式出料前,要启动所有介质系统,乳液要提前对工作辊进行喷淋预热,并开始对粗轧机和精轧机进行模拟轧制,确认系统稳定后,再进行出料轧制;
③生产工人使用的辅助工具已经备齐,天车,吊具及铝板吊装工具,切割机,隔热板等准备充足;必要的检测工具(如接触式测温计及非接触式测温计,游标卡尺等)齐全;
④由用户、设计方及安装单位三方成立“负荷试车领导小组”,并由用户作为试车负责单位。负责编制试车大纲及试车计划进度表,审查轧制表;领导、指挥召集调度试车人员;对试车过程中出现的问题进行讨论、分析,最后写出试车总结。为了应对试车过程中的突发情况,各工序间的通讯联络工具、人员各就各位。
2 热轧过程中的主要技术问题
2.1 铸锭加热温度
铸锭开轧温度一般应控制在0.65~0.95合金固相线温度范围之内。最佳开轧温度需根据轧机性能、合金品种及成品板材状态或用途不同而异。
对于投入负荷试车的新轧机,由于轧辊处于冷状态,在轧制开始时,其铸锭出炉温度应取允许温度范围的最高值;而当轧辊逐渐热起来以后,开轧温度可取偏低值。严格控制铸锭的加热温度对轧制是有益的。在控制铸锭加热温度的同时,还应注意铸锭本身的温差,经加热保温后出炉的铸锭纵向及横向温度应是基本均匀的,其温差应控制在±5℃以内。
2.2 热轧温度
热轧是在金属再结晶温度以上的轧制过程,而再结晶是一个动力学过程,包括轧制中的动态再结晶,卷取后的准动态及静态再结晶。在轧制过程中要确定合理的热轧温度范围,一般应考虑5个方面的因素:
(1)合金的相图
合金的相图能够初步给出热轧温度范围。通常热轧温度的上限取合金固相线温度的85%~90%,下限取金属固相线温度的65%~70%。合金的相图只能大概给出热轧温度范围,至于确定多高温度为宜,尚需参考合金的塑性图,并且还需考虑轧件组织结构的具体要求。
(2)金属或合金的塑性图
塑性图是金属或合金的塑性在高温下随变形状态和加载方式而变化的综合曲线图。合金的塑性图能够给出金属或合金的最高温度塑性的温度范围,它是确定热轧温度的主要依据。塑性图不能反应热轧终了时金属组织与性能。因此,还必须依据第二类再结晶图确定热粗轧及终轧温度。
(3)第二类再结晶图
第二类再结晶图是金属或合金的变形程度、变形温度和晶粒大小之间的关系图。为了控制热轧后的产品组织与性能,热粗轧终了温度要参考第二类再结晶图来确定,以保证得到合适的晶粒度。
(4)轧制过程中的温度变化
在整个轧制过程中,软合金随着轧制道次的增加,通过热传导和表面散热,轧件的温度逐渐降低。尤其是最后二个道次粗轧完成后,中间坯的厚度大约40mm, 长度达到120多米,散热面积很大,温降很快。硬合金在轧制过程中会产生相当部分金属变形及摩擦热。这些热量与金属的变形程度和变形速度直接关系,即伴随变形程度及变形速度的增加及增大,需通过乳化液压力及轧制速度控制轧件的温度。
(5)终轧温度
终轧温度对四机架精连轧来说,是指最后一个机架出口处的轧件温度。这一温度应控制在合金的再结晶温度以上,可保证产品具有所需的性能与组织。控制合理的终轧温度非常重要,而对于某些特殊用途的材料更有着严格规定。终轧温度也不易过高,过高会使轧件晶粒粗大,不能获得所需要的性能。当然,终轧温度太低也不好,会使轧件的加工硬化加剧,而且也无法保证平整的板形,会给以后的冷轧生产带来麻烦。轧机从开轧温度到终轧温度,其变形抗力要提高一倍以上。一般情况下,在保证终轧温度的前提下,加工硬化和软化是同时进行的,最后所获得的是软化状态的带坯。因此可以说终轧温度对热轧生产是很重要的,它直接影响后步工序和产品质量。
四连轧机架出口处配置有非接触式高温计,可以随时获取带材温度,返回给控制系统,进行温度闭环控制,控制系统会自动对轧机的速度进行调节,确保轧件出口温度达到所需的目标。
2.3 轧制速度
2.3.1 穿带及抛尾
为确保粗轧顺利咬入,粗轧咬入速度分别控制在1.2m/s,1.5m/s,1.8m/s, 2.2m/s,经验证试车粗轧咬入速度控制在1.8m/s能顺利咬入。精轧试车F1~F4分别为0.37m/s,0.60m/s,1.06m/s,1.93m/s既便于控制又可减轻料头上翘、下弯,避免碰撞出口导卫板和缠辊,料头一旦顺利穿过F4辊缝进入卷取机便可以正常提速。
抛尾是指连轧轧制到接近尾料时的速度,此时要适当地降低轧制速度,主要是避免轧件抛出异常,同时高速停车或降速太大对电机及控制系统均不利,易产生颠簸振动。初次负荷试车F1~F4抛尾速度分别为0.219m/s,0.37m/s,0.6m/s,1.128m/s。
2.3.2 正常轧制速度
(1)粗轧轧制
粗轧道次的轧制分三个阶段合理控制:①开始轧制时为有利于咬入,轧制速度控制较低且压下率较少;②中间阶段稳定轧制,轧制速度较高及压下率较大;③最后2~3个道次轧制速度降低且压下率变小。
在开始及最后道次采用恒转矩和恒功率调速,因粗轧电机额定频率7Hz,额定转速35r/min,而SM150变频器所控制主电机的转速调节范围为0~100 r/min。在稳定阶段轧制速度可以超过主电机对应基频下的轧制速度,采用恒功率调速轧制,可以有效地控制轧件温度。
(2)连轧轧制
确定连轧速度主要考虑以下两个因素:
①确定连轧速度时必须考虑机架间的秒流量和机架间的张力,各个连轧机架的速度必须匹配。
②确定连轧速度时必须考虑轧件的终轧温度,通常根据速度和温度之间的关系来确定。用Z参数描述。Z参数与轧制温度T及形变速度ε之间关系如下:
Z=εeQ ︳R T
式中,Z为Zener -Holloman参数;Q为控制软化过程的激活能;R为气体常数。
不同的合金达到各自的Z参数临界值,再结晶发生。
因精轧电机额定频率6.5Hz,额定转速130r/min,而SM150变频器所控制主电机的转速调节范围为0~420 r/min,故采用恒转矩和恒功率调速。因在连轧下轧件已进入终轧前道次,轧件较长、较薄、降温较快,在温度控制未正常前,通过合理控制轧制速度及乳液压力,确保轧件的终轧温度能够控制在合金的再结晶温度以上。能否选择合适的轧制速度、乳液系统参数,取决于热轧机设备、工艺状态及主操人员的技术水平。
2.4 热轧压下制度
热轧压下制度主要是热轧的总加工率和道次加工率的确定。合理的压下制度应该满足优质、高产、低消耗的要求,充分发挥热轧的特点,获得最佳的技术经济效果。通常是在保证质量的前提下,当金属塑性及设备能力允许时,尽量采用大的加工率,减少轧制道次。
2.4.1 总加工率的确定原则
铝及铝合金热轧总加工率可达到90%以上。总加工率愈大,材料的组织愈均匀,性能愈好。当铸锭厚度和设备条件已确定时,热轧总加工率的确定原则是:①合金材料的性质。纯铝及软铝合金,其高温塑性范围较宽,热脆性小、变形抗力小,因而其总加工率大;硬合金热轧温度范围窄,热脆性倾向大,其总加工率通常比软铝合金小;②满足最终产品表面质量和性能的要求。供给冷轧的坯料,热轧总加工率应满足冷变形量,以利于控制产品性能和获得良好的冷轧表面质量;对热轧产品,热轧总加工率的下限应使铸造组织变为加工组织,以便控制产品性能;③轧机能力及设备条件。轧机最大工作开口度和辊道长度的限制;④铸锭尺寸及质量,铸锭厚且质量好,加热均匀,热轧总加工率相应增大。
2.4.2 道次加工率的确定原则
道次加工原则要保证轧制过程顺利进行;减少轧件的不均匀性变形,保证产品尺寸精度与板形要求;实现安全生产,充分发挥设备能力。确定道次加工原则要考虑以下条件限制:
(1)金属塑性的限制
金属的塑性是限制压下量的一个因素,若道次压下量超过金属所能承受的最大变形程度,则金属就要产生裂纹或裂边。一般情况下,纯铝和软铝合金的最大道次压下率可达80%以上,硬铝合金的最大道次压下率可达50%以上。实践表明,若道次压下率允许超过50%,那么金属的塑性就就不是限制道次压下量的主要因素。
(2)咬入条件的限制
根据自然咬入条件,只有当咬入角α小于摩擦角β时,轧件才能进入辊缝建立起轧制过程。因此,道次压下量Δh应小于最大咬入角αmax所确定的最大压下量Δhmax。通常实际压下时,咬入角≤20°。
(3)沿厚度尽量满足均匀变形几何条件

(4)轧辊强度条件的限制
由道次压下量Δh所确定的轧制力P应小于轧机所允许的最大压力Pmax。

(5)主电机能力的限制
根据道次压下量计算出轧制力和轧制力矩,来校核主电机的温度升条件和过载能力。
校核电机的温升条件为:
Mjum≤Me
校核电机的过载条件为:
Mmax≤KGMe
式中,Mjum为等效电矩,Me为电机额定力矩,Mmax为轧制周期内最大力矩,KG为电机允许过载系数。
2.4.3 道次压下率
⑴开轧
第一道次采用大压下量咬入对任何一台轧机都有一定困难,易产生打滑。通常采用第一道次较小压下量的方式来避免咬入困难。但是试车过程中,对于轧机轧制线高度的合理调整也极为重要。通常轧制线的高度不是一个固定的数值,轧机设计的轧制线高度为一个名义数值;需要根据每个道次的压下量来进行计算。现场生产实践证明:对于西马克设计的热轧机,试车合金第一道次压下量压下率控制15~22%范围内为宜,可以实现顺利咬入。
⑵从第二道次起到150mm中间坯的各道次
从第二道次起咬入变得相对容易,可以考虑发挥轧机的最大能力,道次压下率可控制在40~50%范围内。在重剪切头尾之间,要严格控制好头部的翘曲,避免中间坯对于辊道的冲击,造成严重的粘铝想象。
⑶轧件厚度150mm至中间坯各道次
道次压下率可控制在25~40%范围内,有利于控制板形质量及轧制温度。
⑷从中间坯至四机架轧卷取压下量
对于四机架连轧机来说,由于轧件温度下降加快,变形抗力随之增加,板形也难以控制,对于初次负荷试车合金,F1~F4加工率分配要结合轧制力分配,满足轧制力线性分布。
2.5 张力
在四机架连轧过程中,各机架之间同时通过一个轧件而相互联系成为一个整体,张力在机架与卷取之间起着非常重要的作用。机架张力对PFC板形控制非常重要,卷取张力确定应小于带材屈服强度,一般采用经验方法确定,本次试车张力TR1、TR2、TR3、DC分别为4.5N/mm2、6N/mm2、7.5N/mm2、14N/mm2。
2.6 轧辊表面粗糙度
粗轧工作辊的表面粗糙度对轧件的咬入有直接影响,特别对于粗轧机的咬入极为重要。初次负荷试车选定粗轧工作辊表面粗糙度控制在Ra 1.5~2.0μm ,精轧机工作辊Ra 0.8~1.3μm,支撑辊Ra 1.5~2.0μm范围内对正常轧制可行,可有效地防止打滑。为了精轧机的咬入,采取了在F1机架辊缝处备用“喷煤油”的方式,提高软合金咬入成功率。
2.7 乳液
铝热轧是轧件与轧辊处于高温、高压、高摩擦条件下的轧制过程。铝热轧通常是用乳液进行润滑和冷却。乳化液是控制铝及铝合金板材咬入、板形和粘铝、色差等表面质量的关键因素。为实现板材在轧制时良好咬入,热粗轧要有良好的冷却稳定性能,通过控制乳化液喷射量控制轧辊在一定范围内;热轧机组乳化液多采用乳液分段分级控制,根据板带板形需要控制相应的辊型;乳液的冷却性能和均匀性是控制轧辊粘铝和色差产生的重要因素。同时,乳化液也用作辊道润滑,铸锭入口清洗、剪刀润滑等, 要实现这些功能,就须建立一套符合上述要求的乳化液控制系统。
乳液类型分两大类,一类是离子型乳化液,另一类是非离子型乳化液。离子型乳化液的主要成是矿物油、胺皂类物质和脂肪酸等。非离子型乳化液是一种合成物质,是醇、酚与环氧(丙烷)反应得到的含羟基生成物。离子型乳化液由于含有胺皂和脂肪酸,易产生繁殖细菌,使用时需加入杀菌剂。非离子型乳化液不含胺皂和脂肪酸,不易产生和繁殖细菌,属于无皂乳化液。本次试车以非离子型乳化液为浅析对象。乳化液的使用参数主要包括浓度、温度、pH值、黏度、电导、灰分等。表1列出了初次试车离子型乳液使用参数。

表1 离子型乳液使用参数
2.8 热轧板形控制
在热轧过程中,因轧件两边的延伸率差异会形成镰刀弯及单边浪;而当轧件边部和中心的延伸率差别较大时会产生边部浪和中间浪。出现上述现象应注意随时纠正,否则会影响正常轧制。
2.8.1 纠偏控制(纠正镰刀弯及单边浪)
纠偏控制又称倾斜辊控制。在热轧生产过程中,当轧件厚度达到100mm以下时,因横向厚差造成轧件两边延伸率不一致而产生的镰刀弯已明显可见,如不及时纠正再继续轧下去,则会使轧件头部偏离运输辊道中心线乃至掉落到地坪上,致使轧制无法继续进行。单边浪与镰刀弯的产生原因同出一辙,只是因轧件的厚薄不同而呈现出的不同形态,当轧件厚度达到12mm以下时易以单边浪的形态显现出来。在热轧机上,一般采用压下和AGC缸微调相结合的方式进行辊缝设定及调整。液压缸微调装置多采用手动按钮操作的液压伺服系统,具有较高的响应速度(约100ms左右)和较高的给定精度(5~10μm)。通过伺服液压缸调节轧辊倾斜的方法来改变轧件两边的延伸率,纠正镰刀弯及单边浪。在卷取过程中出现塔形也是由于产生镰刀弯或单边浪所致,必须及时纠正。对热连轧机试车来说,纠偏的实现取决于操作手的反应速度、应变能力及操作经验。
2.8.2 双边浪及中间浪控制
当轧件厚度达到12mm以下时,因轧辊温度升高热凸度增加且不稳定,或料温偏低加工率偏大都会产生双边浪或中间浪。且双边浪无有效纠正手段,只能通过减小加工率(通过液压微调系统)增大辊缝或采用分段冷却轧辊消除,结果会使轧件厚度稍有变化。对于四辊轧机来说,可调整工作辊弯辊、窜辊等效果明显,再辅助以轧辊分段冷却可消除局部波浪。
以上这些纠正手段,在公司西马克热连轧机上装有凸度检测、DPC动态板形控制及ALC自动纠偏控制系统,在试车后的生产过程中能实现板形动态检测和自动控制,达到提高板形精度之目的。
3 试车合金轧制工艺
表2列出了试车合金轧制工艺参数。
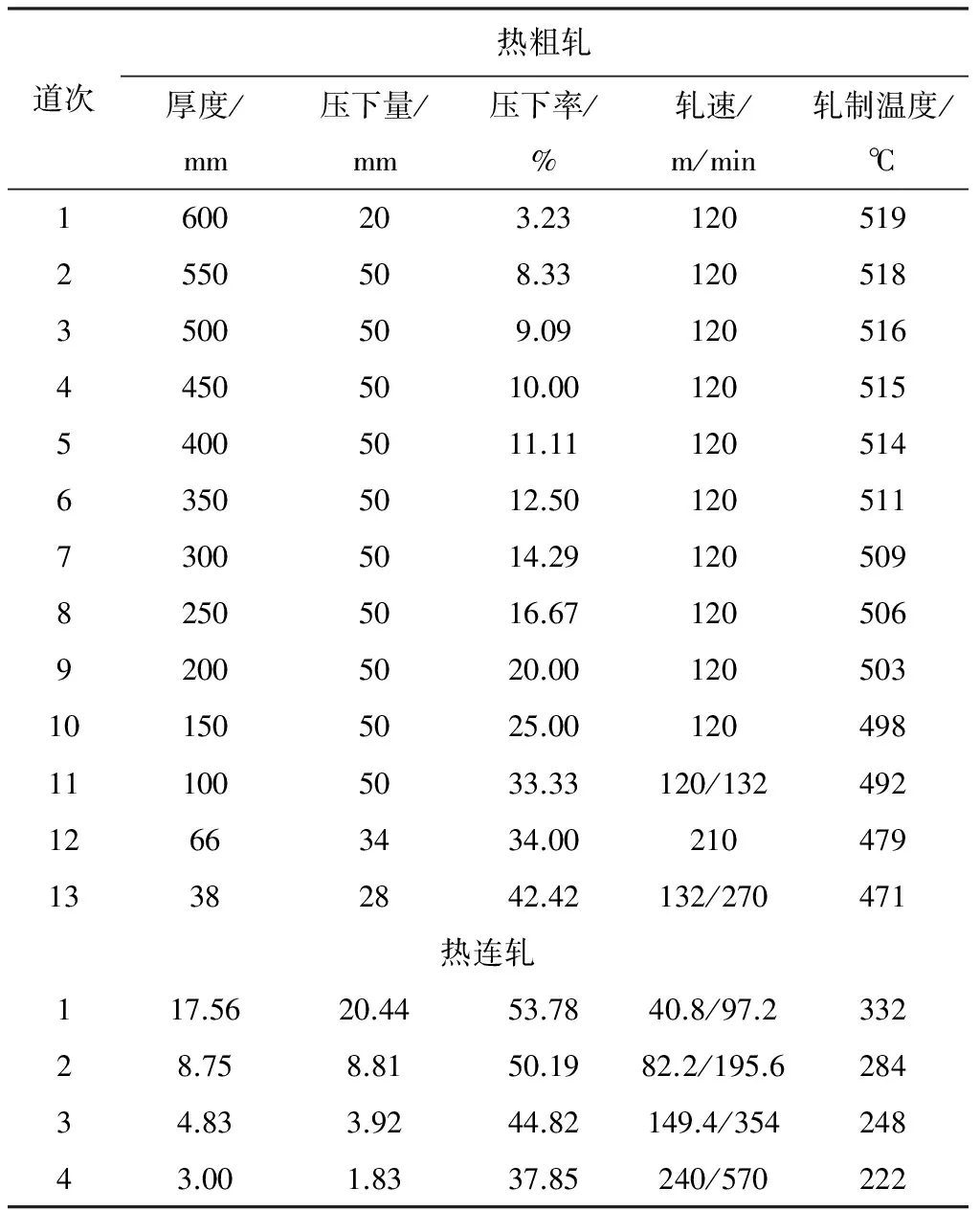
表2 1235轧制工艺
4 “1+4”热轧机的技术特点
(1)轧机装备水平。采用了集机械、液压、电气传动、自动化控制、检测、工艺模型等技术和装备于一体的铝板带热连轧生产技术,为当今高水平的大型铝带材热连轧项目,可以实现高精度铝板带生产的要求。
(2)板形控制水平。采用CVC+窜辊板形控制技术,以及在线IMS单通道、多通道控制技术,从而有效
地保证了热轧板形质量。
(3)热轧线控制技术。热轧成品的厚度精度、凸度精度、温度精度、表面质量及生产成本均达到国内外先进水平。
5 结 语
“1+4”热轧机负荷试车是对全套设备性能及质量的一次最重要考核,除充分的准备工作外,在试轧顺序上也要有所考虑。应该先易后难,即先轧1000系纯铝,后轧合金大锭;先跑直条、切板,后卷取轧制,循序渐进。操作人员逐渐找到规律后使试车变得更顺利。热轧不同于冷轧,整个轧制过程要求连贯性强,稍有怠慢就会因轧件温降太大而无法继续进行。负荷试车也是对操作人员能力的一种有效测试。能有一位反应敏捷,应变能力强的主操作手配合试车,对于负荷试车的顺利进行是非常有利的,初次负荷试车要求每个重要部位必须有监护人员,及时通知操作手中间坯咬入状况和跑偏情况。
同时,在试车时必须做好应急准备工作,及非正常咬入时的处理,需要准备应急工具以免中间坯在辊缝处无法顺利通过和跑偏;精轧机需要准备无法正常咬入和缠辊断带时的应急处理工具,如板锭夹钳、钢板卡、吊装工具、等离子切割机、手持式圆盘锯、灭火器等。
另外,需要配置一批有经验的操作工人和设备维护人员对设备的运行状况进行及时检查和评估,确保非正常轧制状态下设备的安全运行。
[1] 魏云华.铝热轧及热连轧技术[J].轻合金加工技术,2003,(6):24-26.
[2] 张新明.铝热连轧原理与技术[M].长沙:中南大学出版社,2010.37-46.
[3] 郭忠敬.热轧负荷试车的几点体会[J].有色金属加工,2004,(1):49-52.
