地沟油合成胶磷矿阴离子捕收剂
2014-04-02葛英勇杨景皓杨志超
朱 静,葛英勇,杨景皓,杨志超
(武汉理工大学资源与环境工程学院,湖北 武汉 430070)
目前我国餐饮业规模日益扩大,餐饮废水中排出的废油脂日益增多,不仅堵塞管网,严重污染城市环境,而且出现了废弃油脂的非法回收提炼,有毒地沟油重新回到餐桌、危害人体健康的现象[1]。磷矿物的浮选法包括直接浮选、反浮选、反-正浮选、正-反浮选和双反浮选工艺等[2],其中用阴离子捕收剂反浮选已是趋势[3]。地沟油的主要成分是甘油三酯[4],直接皂化能生成高级脂肪酸皂,而高级脂肪酸皂是很好的阴离子捕收剂,因此对其进行研究可以变废为宝具有实际意义。
1 研究方法
1.1 药剂合成原料
试验所用合成原料为某地废油脂(地沟油)、NaOH和H2SO4等,其中废油脂主要成分是甘油三酯,饱和脂肪酸脂含量约为70%~75%,不饱和脂肪酸脂含量约为30%~25%。
1.2 浮选矿样
试验矿样来自四川某地胶磷矿的两个矿样。
上层矿:颜色呈灰白色,其中脉石矿物主要含白云石等。P2O5含量为14.40%。
下层矿:矿样呈灰黑色,脉石矿物与磷矿结合较为紧密,矿物主要含胶磷矿,脉石矿物主要为白云石、长石、碳酸盐和石英等。P2O5含量为25.36%。
试验矿样为上层矿和下层矿的混合矿样,其化学成分分析结果见表1。
由表1可知,该矿样主要的矿石化学成分以CaO、P2O5、SiO2、MgO为主,其中P2O5品位达22.51%。主要杂质矿物为SiO2、MgO、CaO、Al2O3等。主要杂质中MgO含量为5.48%,SiO2含量为13.62%,CaO含量为36.94%,Al2O3含量为2.67%。

表1 混合矿样(原矿)化学成分分析结果/%
1.3 试验设备和药剂
1)主要设备:HH-2数显恒温水浴锅、HDM-250调温恒温电热套、HJ-S多功能搅拌器、XPS-Φ250x150对辊式破碎筛分机、XMQ-67锥形球磨机和XFD-63单槽式浮选机等。
2)主要药剂:地沟油制备药剂、HS型表面活性剂、BK起泡剂、异丁醇、EA起泡剂、NaOH、H2SO4和H3PO4等,其中BK起泡剂及EA起泡剂皆为试验室自制。HS表面活性剂和地沟油制备药剂配制成4%浓度水溶液,H2SO4和H3PO4配制成10%浓度水溶液,NaOH配制成30%浓度水溶液。
1.4 方法
1)皂化试验。称取地沟油50g,放入固定在电热套上的250ml三口圆底烧瓶中,加热、搅拌下缓慢加入一定量的NaOH溶液。反应过程中不断搅拌,同时控制pH值在9~10,在皂化过程中适当补充水。皂化完成后,向皂化混合物中分批加入一定量NaCl并搅拌均匀,再加入适量30%NaOH溶液,加热混合物至80℃并保温1h,冷却、静置4h以上使之分层。下层黄色清液为甘油水溶液,将上层皂化物转入大烧杯中,并用玻棒捣碎固结皂化物,加水洗涤、抽滤以除去夹杂的食盐、NaOH、甘油[5-6]。所得皂化物即为皂化产品,烘干称重并计算产率。
2)浮选试验。试验在XFD挂槽式浮选机上进行,浮选槽体积为1L,首先称取400g原矿,按图1所示的浮选流程加药浮选。浮选后精尾矿分别过滤称重,化验P2O5含量,然后计算产率、回收率及选矿效率。浮选试验中选矿效率皆按道格拉斯公式[7]计算,见式(1)。
(1)
式中:βmax为纯矿物品位;α为原矿品位;γ为精矿产率;ε为精矿回收率。

图1 浮选粗选试验流程
2 结果与讨论
2.1 皂化条件试验
2.1.1 皂化时间试验
根据以往经验大致确定皂化温度 95℃±2℃[6],NaOH固体用量为25g,改变皂化时间,用所得皂化产品进行浮选试验,试验结果见表2,皂化时间对选矿效率和精矿品位的影响曲线见图2。

表2 皂化时间条件试验结果
由表2和图2可知,随着皂化时间的增加,选矿效率及精矿品位都呈先增后减的趋势,皂化时间为6h时,选矿效率和精矿品位最高,分别为21.89%和28.44%。因此,确定皂化时间为6h。
2.1.2 皂化温度试验
设定皂化温度最高为100℃,皂化时间6h,NaOH固体用量为25g,皂化温度对皂化产品浮选性能的影响结果见表3,对选矿效率及精矿品位的影响曲线见图3。

图2 皂化时间试验结果曲线
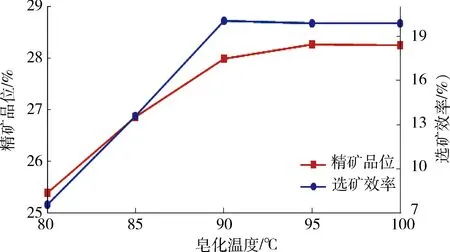
图3 皂化温度试验结果曲线
表3 皂化温度条件试验结果

皂化温度/℃皂化物产率/%精矿产率/%精矿品位/%精矿回收率/%选矿效率/%80149.9277.5525.4087.527.55 85189.4173.2626.8787.4313.60 90207.7771.8927.9989.3820.07 95210.3469.5228.2887.3419.86 100208.7369.7628.2587.5619.89
由表3和图3可知,随着皂化温度的增加,选矿效率和精矿品位先增加后趋于稳定,90℃和95℃的指标都较好,考虑到90℃时精矿回收率比95℃高2.04%,选矿效率高0.21%,精矿品位达到27.99%。综合考虑,选择皂化温度为90℃。
2.1.3 NaOH用量试验
皂化温度为90℃±2℃,皂化时间6h,NaOH固体用量对皂化产品浮选性能的影响结果见表4,对选矿效率及精矿品位的影响曲线见图4。
由表4和图4可知,随着NaOH用量的增加,选矿效率和精矿品位皆先增后减,NaOH用量为25g时,选矿效率和精矿品位都最高,分别为21.33%和28.16%。确定NaOH用量为25g。
2.1.4 NaOH溶液浓度试验
油脂皂化时,NaOH溶液存在极限浓度。低于此浓度,可生成均相的脂肪酸钠溶液;超过此浓度,反应速度将会变慢,生成黏性很大的中间皂,使反应不完全[8]。因此需要对NaOH溶液浓度进行条件试验,以确定最佳NaOH溶液浓度。皂化温度为90℃±2℃,皂化时间6h,NaOH固体用量为25g,NaOH溶液浓度对皂化产品浮选性能的影响结果见表5,对选矿效率及精矿品位的影响曲线见图5。
由表5和图5可知,随着NaOH溶液浓度的增加,选矿效率和精矿品位先增后减,浓度为30%时,皆达到最大值,分别为22.19%和28.33%。当NaOH溶液浓度超过30%时,不但皂化物产率明显下降,选矿效率和精矿品位等指标亦恶化,因此,确定最佳NaOH溶液浓度为30%。

表4 NaOH用量用量试验结果
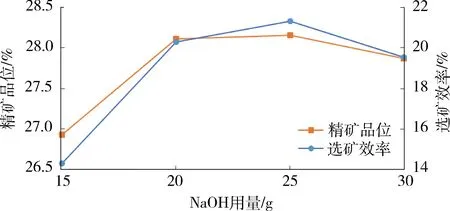
图4 NaOH用量试验结果曲线
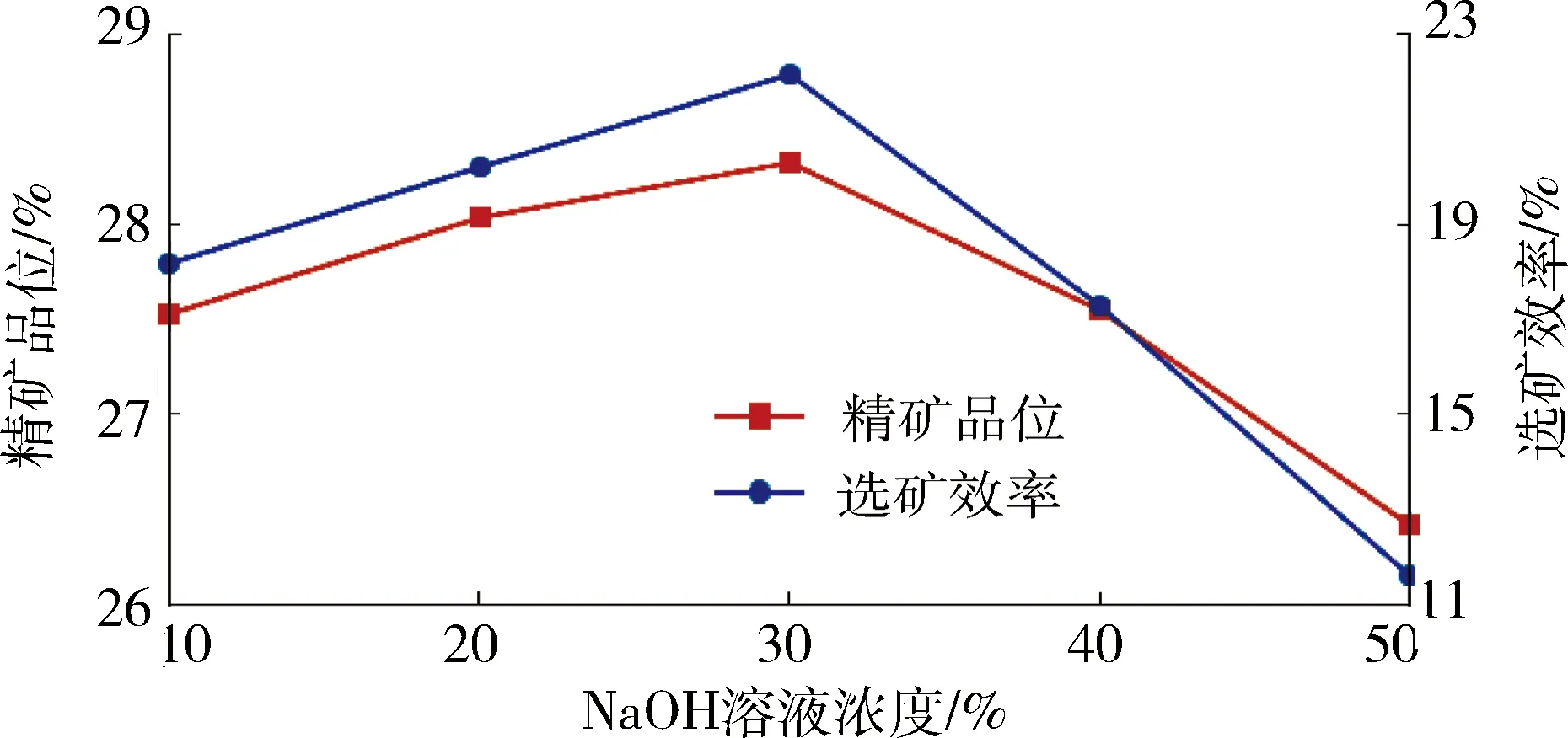
图5 NaOH溶液浓度试验结果曲线
2.1.5 正交试验
控制皂化温度为90℃±2℃,采用L934正交表安排正交试验,进一步优化皂化时间、NaOH用量及NaOH溶液浓度条件。各因素水平取值见表6,试验结果见表7,正交试验结果分析见表8。

表5 NaOH溶液浓度试验

表6 正交试验水平取值
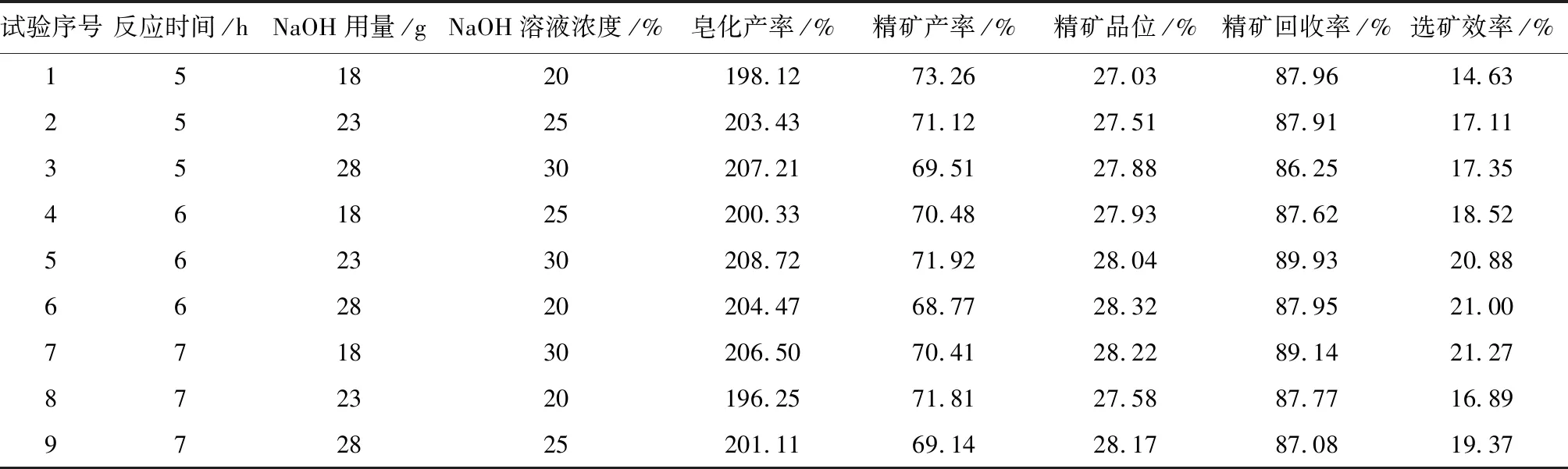
表7 正交试验结果

表8 正交试验计算结果
由表8可知,rA=3.77,rB=1.10,rC=2.33,rA> rC> rB。因此,皂化时间对皂化产品的浮选性能影响最大,其次是NaOH溶液浓度,NaOH用量影响最小。试验点5、试验点6和试验点7的选矿效率都较高,分别为20.88%、21.00%和21.27%。
由表7可知,试验点5的精矿回收率最高为89.93%,精矿品位虽仅为28.04%,但与试验点6、试点7的相差不大。综合考虑选择试验点5的条件为最佳皂化条件,即皂化时间6h,皂化温度90℃,NaOH固体用量23g,NaOH溶液浓度30%。
从正交试验结果可知,最佳条件下的皂化产品的浮选指标仍不理想,尽管精矿回收率为89.93%,但精矿品位仅为28.04%。因此,下面将进行与表面活性剂复配试验,以改善产品的浮选性能。
2.2 药剂与HS型表面活性剂复配试验
羧酸类捕收剂具有耐低温性和耐硬水性较差的缺点,因此许多人对此进行了研究,以改善羧酸类捕收剂的低温浮选性能。最常用的方法是与阴离子表面活性剂或非离子表面活性剂组合使用,这样不仅提高了羧酸类的耐低温性能,也增加了羧酸类捕收剂的选择性[9]。下面将进行合成的药剂与HS型表面活性剂复配试验,浮选流程图见图1。捕收剂用量定为2500g/t,改变皂化产品与HS型表面活性剂的质量比,通过浮选指标确定最佳配比值(皂化产品和表面活性剂的质量比值)。试验结果见表9。

表9 药剂复配试验结果
由表9可知,配比值为6∶4和7∶3时选矿效率和精矿品位较好。配比值为6∶4时,选矿效率和精矿品位分别为32.66和30.17;配比值为7∶3时,选矿效率和精矿品位分别为32.59%和30.27%。可以看出,两者结果很相近,考虑到HS型表面活性剂价格较高,最终确定配比值为7∶3。
将最终皂化产品进行红外光谱分析,结果见图6。

图6 药剂红外光谱图
由图6可知,在1560cm-1处出现一个很强的特征峰,这是由于羧酸盐离子的反对称伸缩振动导致的;图中1441cm-1则出现的是羧酸赫离子引起的对称伸缩振动特征蜂。在2961cm-1处出现的是烷基伸缩振动吸收峰。在2847cm-1处出现的是亚甲基(-CH2-)的对称伸缩振动特征峰。从这几个特征峰可看出产品中含有长链脂肪酸的羧基(RCOO-),说明地沟油皂化处理后生成了脂肪酸。
3 结论
1)矿样化学成分分析结果表明,P2O5品位达到22.51%,主要杂质矿物为SiO2、MgO、CaO、Al2O3等。
2)药剂合成条件试验及其正交试验结果表明,皂化温度控制在90℃左右,皂化时间6h,NaOH固体与地沟油质量比=23∶50,NaOH溶液浓度为30%,由此获得了产率>200%的皂化产物。
3)与HS型表面活性剂复配试验结果表明,当皂化产品和HS质量比为7∶3时,在减少药剂用量的同时也提高了浮选指标,在采用相同药剂制度的条件下,获得了精矿产率68.45%,精矿品位30.27%,精矿回收率90.96%的胶磷矿精矿。
4)红外光谱分析结果表明,地沟油经皂化处理后生成了脂肪酸。
[1] 李臣,周洪星,石骏,等.地沟油的特点及其危害[J].农产品加工,2010(6):69-70.
[2] 葛英勇,季荣,袁武谱,等.远安低品位胶磷矿双反浮选试验研究[J].矿产综合利用,2008(6):7-10.
[3] H.Sis, S.Chander.Reagents used in the flotation of phosphate ores: a critical review[J].Minerals Engineering, 2003(16):577-585.
[4] 赵燕.鲢鱼鱼肉中石油烃污染的红外光谱检测方法的研究[D].无锡:江南大学,2008.
[5] 黄齐茂,马雄伟,肖碧鹏,等.α-氨基酸型磷矿低温浮选捕收剂的合成与应用[J].化工矿物与加工,2009(7):1-4.
[6] 黄齐茂,邓成斌,潘志权,等.新型α-取代脂肪酸衍生物类磷矿浮选捕收剂(Ⅰ)[J].武汉工程大学学报,2008(2):15-17.
[7] 许时.矿石可选性研究[M].修订版.北京:冶金工业出版社,1989.
[8] 邓琪,尹平河,赵玲,等.餐饮业废油脂皂化工艺的探索[J].环境污染治理技术与设备,2004,5(2):38-41.
[9] 李成吾,李勇,左继成,等.磷矿捕收剂研究进展[J].有色矿冶,2007(2):26-28,48.