聚对苯二甲酸乙二醇异山梨醇酯的合成
2014-03-25金永龙吴国辉谭晓玲
金永龙 吴国辉 周 涛 谭晓玲
(中国石化上海石油化工股份有限公司涤纶部, 200540)
异山梨醇是山梨醇的脱水产物,具有原料来源丰富、热稳定性好等优点。由于具备手性特征,异山梨醇用于制备可变色的涂料,这种涂料具有优良的耐紫外线、耐酸碱、耐热及耐候性,能应用于多种材料的表面涂装。将含有异山梨醇结构单元的聚酯与其他热固性树脂共混可得到黏度更高的聚酯,这类聚酯性能优异,被广泛用于光学塑料生产,可制造光盘基材、仪表盘窗口或外罩、棱镜反射器、薄膜、片材或光纤等[1]。
聚对苯二甲酸乙二醇酯(PET)主要用于聚酯纤维、薄膜及饮料瓶的制造,但是在自然界中降解速度很慢,对环境造成污染。而异山梨醇是葡萄糖加氢脱水产物,不仅具有较高的热稳定性,而且能够被生物降解[2]。异山梨醇改性PET,即聚对苯二甲酸乙二醇异山梨醇共聚酯(PESIT)不仅具有优良的加工性能,而且具有生物可降解性,是一种有发展潜力的PET改性材料。
PESIT的研究在国内才刚刚起步,原因之一是异山梨醇目前仅在食品工业和医药工业中应用,市场小,产量低,因而价格很贵,尚未实现大规模生产。
实验采用直接酯化法制备PESIT,考察了工艺条件对聚合反应的影响,探讨了PESIT的结构和热稳定性能。
1 实验部分
1.1 主要原料
对苯二甲酸(PTA),聚合级,中国石化扬子石油化工有限公司;乙二醇(EG),聚合级,中国石化上海石油化工股份有限公司;异山梨醇,化学纯,法国罗盖特实验室;乙二醇锑,工业级,上海美兴化工有限公司。
1.2 制备方法
PESIT合成化学方程式如下:

在2 L反应釜中加入PTA、异山梨醇、乙二醇和催化剂(乙二醇锑),在0.3 MPa氮气压力下进行加压酯化,酯化釜温度235~250 ℃,分馏柱柱顶温度100~130 ℃。约2 h后,当分馏柱柱顶温度低于100 ℃,酯化压力为0 时结束酯化。继续升温,缓慢抽真空,1 h 后达到高真空,真空度不大于100 Pa。当转速恒定的缩聚釜搅拌电机电流升至0.7~0.8 A时,经验表明此时缩聚釜中聚合体的特性黏度已达到0.65 dL/g以上,遂结束反应,出料,切粒。
1.3 分析与测试
1.3.1 核磁共振(1H—NMR)分析
采用德国Bruker公司AVANCE-500型核磁共振波谱仪,以氘代氯仿为溶剂, 四甲基硅烷为内标。
1.3.2 差示扫描量热(DSC)分析
采用瑞士Mettler Toledo公司DSC822e型差示扫描量热仪。测试条件:氮气气氛,气体流速20 mL/min,升温速率10 K/min。
1.3.3 热失重(TG)分析
采用德国NETZSCH公司TG209 F1型热失重分析仪,保护气体为氮气,升温速率20 K/min,温度50~800 ℃。
1.3.4 特性黏度测试
采用乌氏黏度计,以苯酚—四氯乙烷为溶剂。
2 结果与讨论
2.1 缩聚温度对PESIT聚合的影响
选择异山梨醇的质量分数为10%,催化剂的质量分数为300 mg/kg,把缩聚终止温度分别确定为265,270,275,280 ℃,考察缩聚温度对产品性能及反应时间的影响,结果见表1。
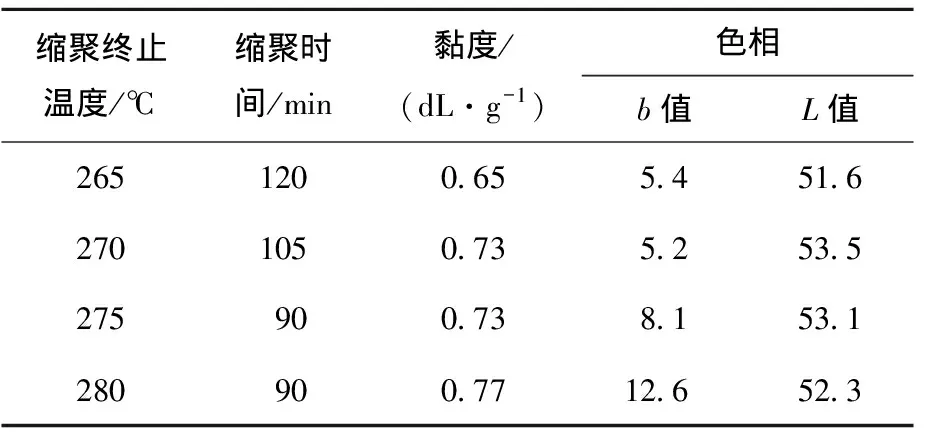
表1 不同缩聚温度下合成的共聚酯性能对比
从表1可以看出:缩聚终止温度为280 ℃时,产品黏度最高,反应时间也短,但色相最差,b值最高;缩聚终止温度为265 ℃时,反应时间最长,产品黏度也偏低,只有0.65 dL/g。这是因为缩聚温度越高,反应活性越高,黏度增长越快,但是副反应也增多,影响产品色相。综合来看,缩聚终止温度为270 ℃时,产品性能最好,色相较好,反应时间适中,因此确定PESIT的缩聚终止温度为270 ℃。
2.2 催化剂的质量分数对PESIT聚合反应的影响
选择异山梨醇的质量分数10%,缩聚终止温度为270 ℃,催化剂的质量分数分别为200,250,300,350 mg/kg,考察催化剂用量对产品性能及反应时间的影响,结果见表2。
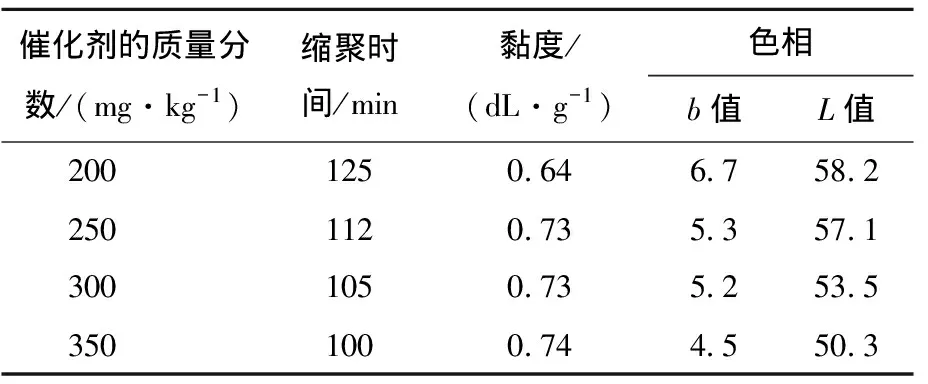
表2 催化剂用量对共聚酯性能对比的影响
从表2可以看出:随着催化剂用量的增加,缩聚时间逐渐减少,b值和L值逐渐下降。在一定范围内,催化剂用量越多,反应活性越高,黏度增长越快,反应时间越短。但是催化剂用量达到一定值后,黏度增加不明显,催化剂用量越多,对色相反而不利。综合考虑缩聚时间和产品黏度、色相等因素,催化剂添加量为250 mg/kg时最理想。
2.3 不同异山梨醇质量分数的聚酯切片性能对比
在缩聚终止温度为270 ℃,催化剂的质量分数为250mg/kg的条件下,合成了异山梨醇质量分数分别为5%和10%的共聚酯(PESIT-5%和PESIT-10%,),并对两种切片性能指标进行了测试,结果见表3。

表3 不同异山梨醇质量分数的聚酯切性片能对比
从表3可以看出: PESIT-10%比PESIT-5%的色相稍差,黏度接近,二者的端羧基含量都在30 mol/t以下,二甘醇质量分数在4%以下,与普通PET接近。异山梨醇与对苯二甲酸的反应涉及仲羟基的反应,反应速率较乙二醇慢,会导致低聚物的产生,因此异山梨醇引入得越多,生成低聚物的几率就越大,这些低聚物会造成共聚酯的色相变差。
2.4 PESIT的氢核磁图谱分析
对PESIT-10%进行了核磁共振测试,结果见图1。
分析化学位移可知: 1,2,3,4,5,6号峰由聚合物中异山梨醇结构中伯位氢原子所形成,8号和9号峰为聚合物中苯环仲位和叔位碳上氢原子所形成,7号峰和10号峰分别为聚合物中羧基和羟基所形成,由此可知PESIT-10%中含有异山梨醇基团[3]。

图1 PESIT的氢核磁谱
2.5 PESIT的DSC分析
对异山梨醇PESIT-5%和PESIT-10%分别进行了DSC分析,所得图谱分别见图2和图3,两种PESCIT与PET的热性能对比见表4。

图2 PESIT-5%的DSC图谱

图3 PESIT-10%的DSC图谱

PETPESIT-5%PESIT-10%6972.5885.35258-260236221
与普通PET相比,PESIT-5%的玻璃化温度上升了3.5 K,熔点下降;PESIT-10%比普通PET的玻璃化温度上升了16.35 K,熔点比PESIT-5%略低。PESIT-10%的差示扫描曲线上在258.6 ℃处还出现了一个很小的熔融峰,这可能是由于少部分没接上异山梨醇基团的PET链段存在的缘故。
以上数据说明添加异山梨醇可以提高聚酯的玻璃化温度,原因有两个:一是与纯的PET相比,PESIT中引入的异山梨醇基团使大分子主链中的芳杂环结构增加,分子链中可旋转的单键数相对减少,链的柔顺性下降,因而玻璃化转变温度提高;二是引入的异山梨醇基团中的氢原子使大分子之间的氢键作用增强,链的柔顺性下降,玻璃化转变温度升高。熔点下降是由于聚合物链段不规整造成的。
2.6 PESIT的热失重分析


表5 PESIT-10%与PET的热稳定性对比 ℃
从表5可以看出:PESIT-10%的外延分解起始温度比普通PET高了6 K,半寿温度和外延分解终止温度也稍高于普通PET,这说明加入异山梨醇共聚可提高聚酯的热稳定性。
3 结语
采用PTA直接酯化法可制备PESIT,缩聚终止温度为270 ℃,催化剂质量分数为250 mg/kg时产品的综合性能最理想。异山梨醇单体参与了PTA与乙二醇的聚合反应并生成PESIT,而且PESIT具有比PET更高的玻璃化转变温度和热分解温度,热稳定性更好。异山梨醇中含有仲羟基,反应速率比乙二醇慢,如何能采用更好的方法让全部的异山梨醇结构引入PET链段,还有待进一步探索。
[1] 任鸿烽,关妍,和亚宁,等.含异山梨醇结构单元聚酰亚胺的合成与表征[J].高分子学报,2006(2):248-252.
[2] Fenouillot F, Rousseau A, Colomines G, et al. Polymers from renewable 1,4:3,6- dianhydrohexitols (isosorbide, isomannide and isoidide):A review[J].Progress in Polymer Science, 2010, 35 (5):578-622.
[3] David A, Horita David W, Fransworth. A simple and inexpensive preparation of perdeuterated sorbitol for use as a biomacromolecule stabilization agent in NMR studies[J]. Journal of Biomolecular NMR,2000(16): 339-342.
[4] 吴唯,刘国松,钱琦,等. PET/PEN共混聚酯的结晶和热稳定性能研究[J].中国塑料,2003,17(6):43-47.
