基于PLC的轿车机舱焊接电气控制系统设计
2014-03-22周克良曹茂虎
周克良,曹茂虎,聂 磊
(江西理工大学电气工程与自动化学院,江西赣州341000)
基于PLC的轿车机舱焊接电气控制系统设计
周克良,曹茂虎,聂 磊
(江西理工大学电气工程与自动化学院,江西赣州341000)
根据某轿车制造厂焊装车间机舱区域生产现状和工艺特点,为实现焊接流水线的自动流转和各焊接工位电气控制与ABB焊接机器人的协调配合,设计出一套基于西门子S7-300 PLC的自动焊接电气控制系统,使轿车机舱的焊接过程通过若干个流水线焊接工位逐步完成.采用Profibus-DP网络实现焊接机器人和PLC电控系统的实时通讯,以触摸屏作为PLC的上位机,通过WinCC flexible软件对系统进行组态监控.经调试运行,该系统自动运行稳定,焊接位置精确,不合格件比率降至2%,同时生产节拍提高了28%,平均日产量达到180件.
机舱;自动焊接;PLC;Profibus-DP;组态监控
0 引言
随着经济发展和人们生活水平的提高,轿车普及程度越来越高.由于市场竞争日益激烈,提高汽车质量成为各大轿车制造厂的当务之急[1],作为汽车制造过程中的重要环节,焊装质量不容忽视.目前国内大部分汽车制造厂焊装车间采用的还是以人工为主的传统焊接方式[2].一方面焊接时由于要融化金属焊丝,所以高温下会产生很多有毒气体,焊接点处会产生强光,对人体健康危害大,而且焊点精确度不高;另一方面焊接机器人可以创造的价
值要远远大于雇佣焊工,焊接机器人不但可以大大提高生产设备的自动化水平,还可以保证提高并长时间保证焊缝质量处于统一水平,次品率大大低于人工焊接[3];所以企业希望尽量摆脱对专门人员的依赖,采用自动化机器设备来保证产品质量及效率[4].
PLC以其强大的功能、高可靠性、编程灵活等特点在汽车焊装生产线上得到广泛应用[5],为改善传统焊接方式存在的诸多缺陷,我们设计出了一套以西门子S7-300系列PLC为核心控制器,以西门子触摸屏为上位机,以ABB机器人为焊接执行器的自动控制系统,实现了轿车机舱的全自动流水焊接,大大提高了生产效率.目前该系统已在某SUV车型焊装车间生产线上投入使用,整体运行效果良好.
1 系统工艺流程
轿车机舱由左右纵梁、前围、前围横梁、前地板等部件组合焊接而成.为了满足现场的生产节拍要求,将焊接过程分为7个流水工位,由14台机器人完成.每个工位独立完成一定的焊接工艺,各工位的焊接时间平均分配在3 min左右.当每个工位既定工序完成,输送小车被顶升气缸顶升,在往复杆的带动下向前移动,运行至下一工位,顶升气缸下降放下工件,小车后退至原来工位,等待下一次顶升前进,如此沿着流水线“步进式”焊接,直至整个机舱件焊接完成,图1为流水线焊接工艺图.
图1中A、B为左右纵梁上件处,1#机器人根据其后的工件架需要抓取纵梁(工件架上装有工件检测传感器),抓取纵梁后进行弧焊和二保焊,焊接完成后放在其后的工件架101上.2#机器人紧接着抓取该工件进行螺柱焊,过程与1#机器人类似.自3#、4#机器人开始,各工位开始有各自的输送小车和随行回摆,以便完成流水线自动焊接工艺过程.C为前围横梁上件处,ER10工位将左右纵梁焊接件与前围横梁组合焊接起来,为加快生产节拍,将ER20工位作为ER10工位的补焊工位.后续工位虽然工艺不相同,但控制方法类似.其中D为前围上件处,E为前地板上件处,F为焊接完成的机舱件输送升降机.
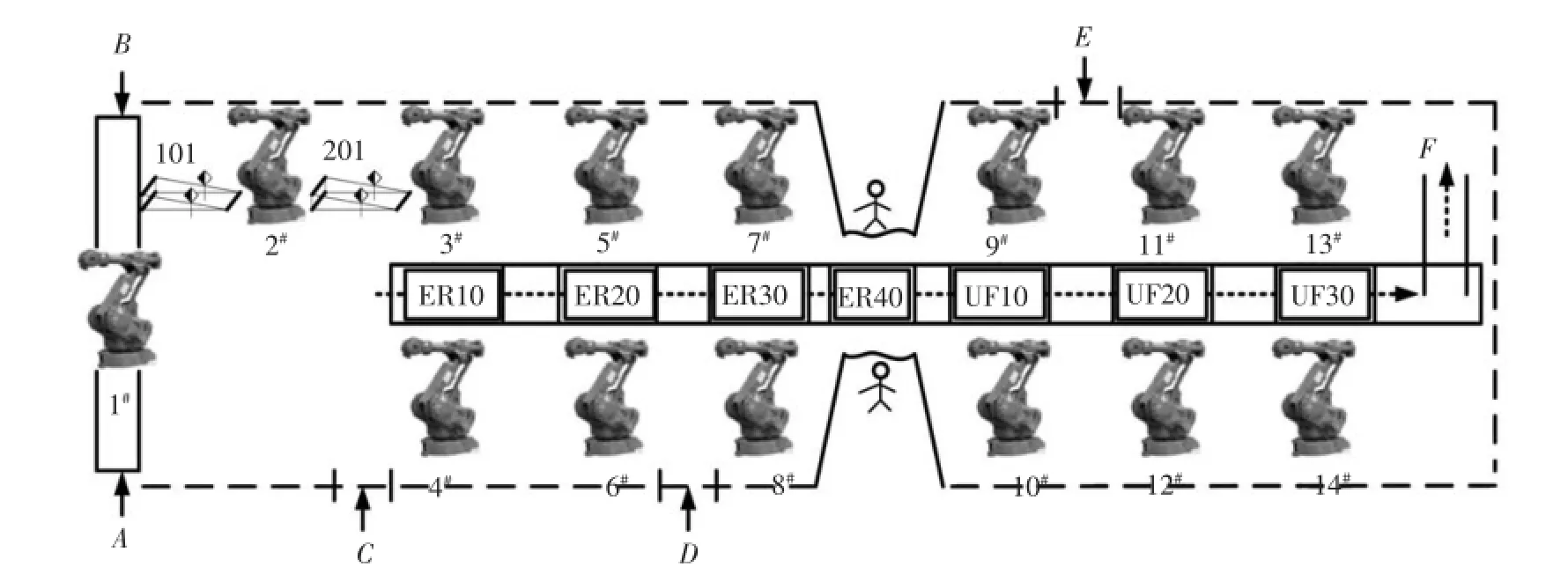
图1 机舱流水线工艺图
2 系统硬件设计
2.1 系统硬件组成
控制系统选用西门子S7 315F-2DP/PN为系统控制器,触摸屏作为上位机进行各工位I/O状态监控和故障实时报警[6],同时还可以进行流水线运行模式选择和部分手动控制,系统硬件架构如图2所示.
对于输入输出信号,有两种控制方式,一种通过硬接线方式将I/O信号连接至中间继电器进行中转和电气隔离;另一种通过Profibus-DP通讯方式将现场输入信号连至ECO(智能传感器模组),将输出信号通过阀岛(支持Profibus通讯的电磁阀模组)控制工位夹具气缸活动.相比之下,后者可以减少大量硬接线,节约控制柜I/O模块,减少部分硬件成本.往复杆运行电机在变频器的控制下可运行在低速、中速、高速模式,分别用于手动、自动和无工件模拟运行.安全模块的信号拥有最高中断优先级,常用于现场安全性要求较高处,如急停按钮、线体安全门插销和安全光栅,这些信号在程序中通常选取常闭触点,当条件被触发,整个线体停止,从而保证人员和设备的安全.焊接机器人的控制器与焊接生产线上的控制相对独立,两者之间的通讯是确保焊接机器人及整个生产线正常工
作的关键[7].ABB机器人作为焊接过程的终端执行器,它和PLC之间也建立了PROFIBUS-DP网络通信,通过机器人示教器可以标定工件的焊点坐标并设定移动轨迹,从而保证焊接位置的精确和统一.
2.2 系统网络通信
系统网络可以分两层:上层的工业以太网和下层的Profibus-DP网.以太网主要应用于数据传输量大,传输速度要求高的场合[8];Profibus-DP网络适用于工业现场级数据传输,这类数据对传输速度要求相对较低,但可靠性要求很高[9].系统网络通信如图3所示,其中以太网用于新线与老线CPU间的数据传递,同时实现和上层MES系统对接,其中工控机用于中央控制室的远程监控,Profibus-DP网络用于CPU主站与各远程从站之间的数据通信.
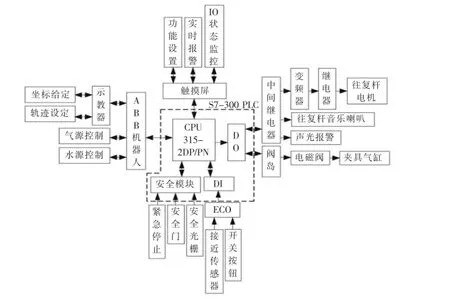
图2 系统硬件架构图
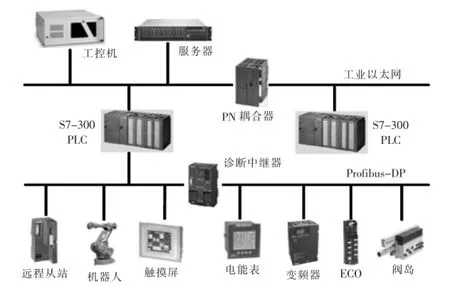
图3 系统网络通信图
3 系统软件设计
3.1 系统控制流程
生产线可以根据需要生产左舵车型和右舵车型,不同车型焊点坐标不同,焊枪的运行轨迹也有所差异,为此,编写了两套不同的子程序对应两种车型.通过选择开关和触摸屏选定车型后,车型信息在机器人开始工作时由PLC传送给机器人,机器人根据选择调用左右舵车型程序.根据结构化编程思想,在获取机器人工作状态信息的基础上,
通过基本指令编写具有特定功能的自定义程序块(FB或FC)[10],例如机器人的焊接过程可以分解为若干个步序——抓件、放件、取焊枪、焊接、抓手离开等,对应每个步序,在STEP 7中可以编写统一的FC功能(JOB块),系统总体控制流程如图4所示,JOB块的程序流程如图5所示.
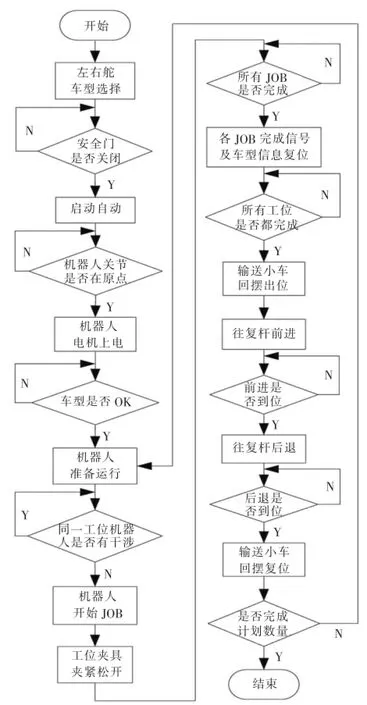
图4 系统总体控制流程图
3.2 组态界面设计
人机界面模块是人机交互的联系纽带[11],WinCC flexible是西门子新一代触摸屏组态软件,具有开放简易的扩展功能,可以与STEP 7集成在一起[12].它集数据显示、报表显示和报警显示等于一体,同时可以方便快捷的向工业现场发布控制命令,实现实时控制的功能[13].设计选用西门子64色彩屏触摸屏MP 377 12″,它采用24 DC供电,支持Profibus-DP通信.
1)主监控画面.主画面提供各个子画面间的切换选择,在正常生产时可以方便的观察机舱件焊接过程中各工位状态变化和所需数据信息,实现对流水线的实时在线监控,同时在停线检修时提供维修操作功能,保护人员安全.触摸屏主界面如图6所示,系统包括11个子画面,主界面上兼有维修模式、急停总复位、产量统计和手动清零.维修模式用于流水线检修时部分工位的手动控制,为确保人身安全,该手动操作是受限制的.
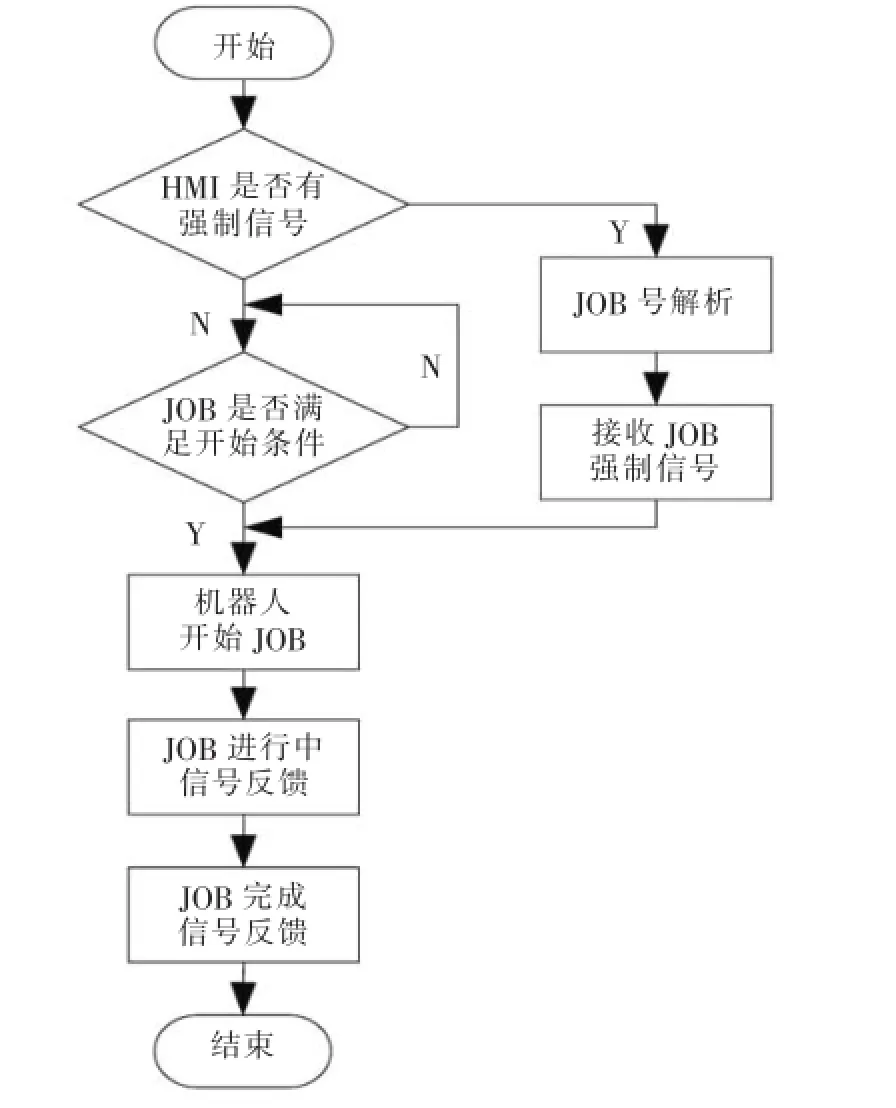
图5 JOB程序流程图

图6 HMI主界面
2)往复杆监控界面.往复杆上各工位输送小车顶升状态和回摆位置,变频器上电状态、手动运行控制功能、运行频率,往复杆运行时间等信息都集中在往复杆监控界面.图7所示即为往复杆监控界面.
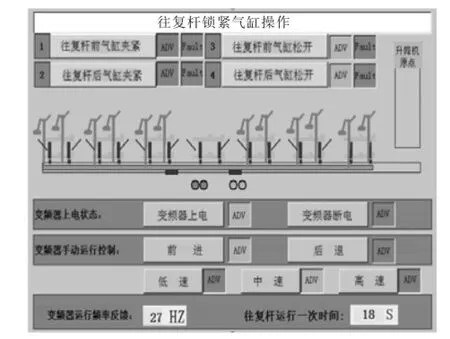
图7 往复杆监控界面
4 结束语
系统根据轿车机舱的焊接工艺过程及控制要求,设计了一套以西门子S7-300系列PLC为控制器的自动焊车系统.该系统取代了以人工为主的传统焊接方式,节省人力成本近70%,生产节拍由改造前的180 s提高至140 s,机舱焊接件不合格比率由9%下降至2%.通过近两个月的调试运行,生产线日平均产量能够达到180件,完全能够满足该汽车厂的生产计划.
[1]王元勋,何可敬.车身焊装生产线焊装主线设计研究[J].中国机械工程,2001,12(11):1248-1250.
[2]程世玉,杜华,孙余强.焊接机器人系统在汽车底盘焊接中的应用[C].上海:2003汽车焊接国际论坛,2003.
[3]周洁﹒4自由度直角坐标焊接机器人控制系统设计[D]﹒哈尔滨:哈尔滨工程大学,2013.
[4]王昆峰﹒液压支架焊接机器人本体和控制系统研究[D]﹒西安:西安科技大学,2008.
[5]徐祥兵﹒基于PLC的汽车车门焊接机器人控制研究[J]﹒铸造技术,2013,34(9):1222-1224.
[6]陈章平,杨泽,沈国宇.西门子S7-300/400 PLC控制系统设计与应用[M].北京:清华大学出版社,2009.
[7]薛龙,焦向东,蒋力培﹒基于S7-200型PLC焊接机器人的研制[J]﹒低压电器,2002(2):36-38.
[8]崔坚,李佳,杨光﹒西门子工业网络通信指南(下)[M]﹒北京:机械工业出版社,2006.
[9]崔坚,李佳﹒西门子工业网络通信指南(上)[M]﹒北京:机械工业出版社,2005.
[10]欧元贤,刘旺玉﹒用PLC实现对焊接机器人的控制[J]﹒机械与电子,2004(12):70-72.
[11]兰春良﹒焊接机器人的本体设计及其精度分析[D]﹒秦皇岛:燕山大学,2013.
[12]廖常初,陈晓东.西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社,2009.
[13]王志刚,虎恩典,王宁.PLC和触摸屏在活性炭混捏成型控制系统中的应用[J].制造业自动化,2013,35(12): 12-15.
Electrical control system design of car’s engine room welding based on PLC
ZHOU Keliang,CAO Maohu,NIE Lei
(School of Electrical Engineering and Automation,Jiangxi University of Science and Technology,Ganzhou 341000,China)
According to the production status of engine room and the craftwork characteristics of car’s manufactory welding shop,and in order to realize automatic operating welding assembly line and to coordinate work with ABB welding robot,a set of automatic welding electrical control system based on PLC has been designed,then the welding procedure of engine room workpiece could be completed step by step.In this system,real-time communication of robots and PLC control system is complied by Profibus-DP network,using touch screen as host computer of PLC,system configuration and monitoring is finished by WinCC flexible software.After debugging,it has proved that the system can operate steadily,and more accurate welding point position could be achieved.As a result,the inferior rate declined to 2 percent and the production circle time increased 28 percent,the average daily output reached 180 pieces.
engine room;automatic welding;PLC;Profibus-DP;configuration monitoring
TP29
A
2014-06-06
江西省教育厅科技资助项目(GJJ13429)
周克良(1963-),男,教授,主要从事过程控制等方面的研究,E-mail:1214780904@qq.com.
2095-3046(2014)05-0051-05
10.13265/j.cnki.jxlgdxxb.2014.05.010